Изобретение относится к теплоэнергетике, а именно к способам сборки оросителя, предназначенного для использования в градирнях систем оборотного водоснабжения промышленных предприятий.
Известен способ сборки оросителя, содержащего блок гофрированных труб из термопластичного материала, заключающийся в жестком соединении торцов труб с дополнительно введенными между ними гильзами посредством расплавления соприкасающихся участков при кратковременном контакте с нагретым элементом /1/.
В данном изобретении реализуется способ соединения труб оросителя, представляющего жесткую конструкцию из сплошных труб, наличие которых не позволяет обеспечить высокую эффективность тепломассообмена. Реализация сборки блока оросителя обеспечивается с помощью дополнительных элементов-гильз, не участвующих в тепломассообмене, что усложняет процесс сборки, не обеспечивает надежность соединения труб и не обеспечивает возможность варьирования высоты блока.
Известен также способ сборки блока оросителя, выполненного из перфорированных труб из термопластичного материала, заключающийся в соединении торцов труб, выполненных в виде сплошных заглушек, с помощью сварки /2/.
Собственно способ сборки не представляет технических трудностей. Сам ороситель не обладает высокой эффективностью тепломассообмена. Кроме того, не предусматривается возможность изменения габаритов блока непосредственно при установке в различных градирнях, поскольку трубы имеют фиксированную длину.
Наиболее близким по технической сущности и достигаемому результату является способ сборки блоков оросителя градирни, заключающийся в сварке между собой торцов элементов оросителя, выполненных из термопластичного материала /3/.
Способ сборки также заключается в сварке торцов перфорированных труб из термопластичного материала в местах соприкосновения. Данный ороситель выполнен из труб одинаковой длины, не унифицирован и, следовательно, для каждого типоразмера градирни требуется изготавливать отдельный ороситель, поскольку не предусмотрена возможность изменения длины труб непосредственно при изготовлении и монтаже оросителя в различных градирнях.
Изобретение устраняет эти недостатки.
Технический результат достигается тем, что в способе сборки блоков оросителя градирни, заключающемся в сварке между собой торцов элементов оросителя, выполненных из термопластичного материала, и при выполнении элементов преимущественно ячеистой структуры, элементы выполняют составными, при этом между свариваемыми торцами частей элементов укладывают прокладку из стеклоткани, к противоположным торцам прикладывают усилие, равное (4,9... 7,8) 104 Па, а сварку производят при 190...300oС. По обеим сторонам прокладки из стеклоткани могут быть дополнительно размещены прокладки из материала, однородного или близкого по физическим свойствам материалу элементов.
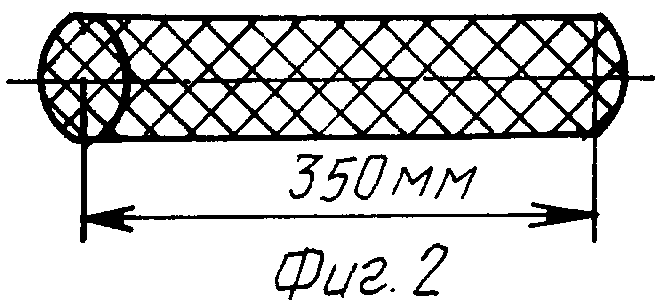
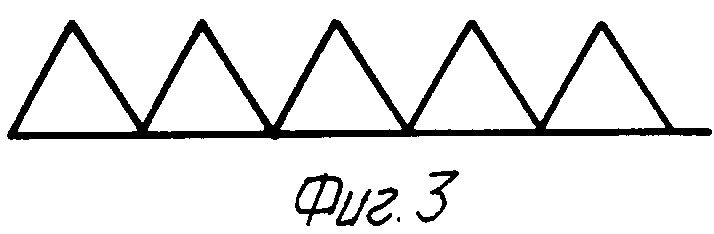
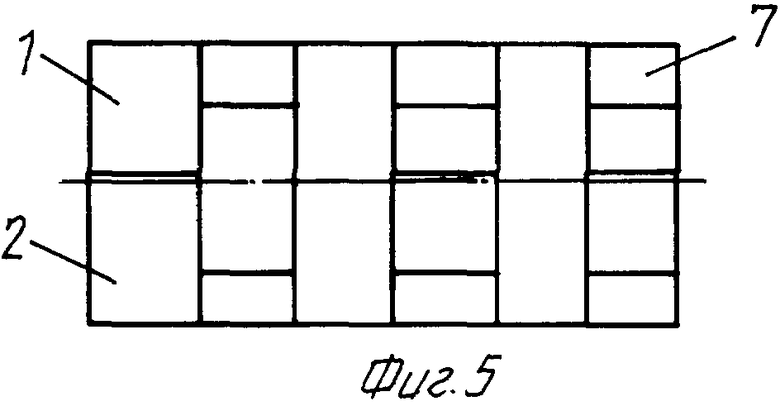
На фиг. 1 показано устройство для реализации способа; на фиг.2 - пример изготовленных отрезков элементов; на фиг.3, 4 - возможные формы поперечного сечения элементов; на фиг.5 - пример выполнения блока оросителя.
Предлагаемый способ позволяет из трубчатых элементов ячеистой структуры, например треугольного поперечного сечения, имеющих малую жесткость и малую контактную поверхность торцов, обеспечить возможность получения элементов оросителя и блока в целом необходимой длины из элементов (частей) малой длины. Изготовление таких элементов является наиболее технологичным, не требует сложного оборудования. Транспортировка таких элементов является наиболее рентабельной.
Для изготовления элемента необходимой длины отрезки 1,2, например из полиэтилена, размещают между плитами 3,4. Между свариваемыми торцами отрезков 1,2 укладывают прокладку 5 из стеклоткани. Дополнительно по обе стороны прокладки 5 из стеклоткани могут быть размещены прокладки 6 из того же материала - полиэтилена. Далее к плитам 3,4 прикладывают оптимальное усилие в (4,9. . .7,8) 104 Па, например, от источника сжатого воздуха, и подключают к нагреваемому источнику, например, ТЭН. Оптимальная температура составляет 199...300oС. При определенной выдержке происходит сплавление прокладок 5,6 с торцами отрезков 1,2 с образованием жесткого и прочного соединения. Элементы могут быть выполнены любого профиля поперечного сечения (фиг.3,4).
Собственно монтаж блока (фиг. 5) производят, например, с помощью размещения между торцами элементов вставок 7 из того же материала и профиля. Блоки могут быть установлены в градирне горизонтально или вертикально.
Источники информации
1. SU, авт. св., 1359634, кл. F 28 F 25/08, 1987.
2. RU, патент, 2141616, кл. F 28 F 25/00, 1999.
3. ЕП, патент, 0508223, кл. F 28 F 25/08, 1997.
| название | год | авторы | номер документа |
|---|---|---|---|
| ОРОСИТЕЛЬ ГРАДИРНИ | 2000 |
|
RU2187059C2 |
| ОРОСИТЕЛЬ ГРАДИРНИ | 2001 |
|
RU2201571C1 |
| БЛОК ОРОСИТЕЛЯ И УСТРОЙСТВО ДЛЯ ЕГО СБОРКИ (ВАРИАНТЫ) | 2006 |
|
RU2304750C1 |
| УСТРОЙСТВО ДЛЯ СБОРКИ БЛОКОВ ОРОСИТЕЛЯ ГРАДИРНИ | 2003 |
|
RU2258881C2 |
| ТЕПЛОВАЯ ЭЛЕКТРОСТАНЦИЯ ТИПА КОЧСТАР | 2013 |
|
RU2532862C1 |
| БЛОК ВОДОУЛОВИТЕЛЯ ГРАДИРНИ | 2001 |
|
RU2201570C2 |
| ОРОСИТЕЛЬ ГРАДИРНИ | 2005 |
|
RU2295685C1 |
| ПРИМЕНЕНИЕ ОРОСИТЕЛЯ ГРАДИРНИ В КАЧЕСТВЕ ВОДОУЛОВИТЕЛЯ ГРАДИРЕН | 2007 |
|
RU2337296C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОРОСИТЕЛЯ ГРАДИРНИ | 2003 |
|
RU2232960C1 |
| БЛОК НАСАДКИ ГРАДИРНИ | 2003 |
|
RU2237226C1 |

Изобретение относится к способам сборки оросителя. Способ сборки блоков оросителя градирни заключается в сварке между собой торцов элементов оросителя ячеистой структуры, выполненных из термопластичного материала, элементы выполняют составными, при этом между свариваемыми торцами частей элементов укладывают прокладку из стеклоткани, к противоположным торцам прикладывают усилие, равное (4,9...7,8) 104 Па, а сварку производят при 190...300oС. По обеим сторонам прокладки из стеклоткани дополнительно размещают прокладки из материала, однородного или близкого по физическим свойствам материалу элементов. Изобретение позволяет упростить процесс сборки, обеспечить надежность соединения труб и возможность изменять длину труб непосредственно при изготовлении и монтаже оросителя в различных градирнях. 1 з.п. ф-лы, 5 ил.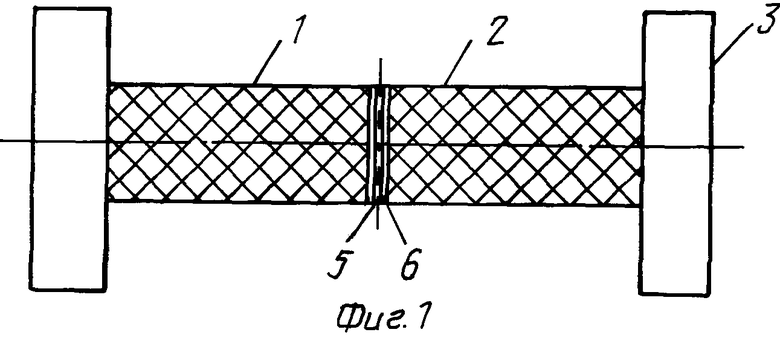
| Устройство для подачи электрического тока | 1972 |
|
SU508223A3 |
| ОРОСИТЕЛЬ ГРАДИРНИ | 1997 |
|
RU2141616C1 |
| ОРОСИТЕЛЬ ГРАДИРНИ | 1997 |
|
RU2141617C1 |
| Оросительное устройство контактного тепломассообменника | 1973 |
|
SU572222A3 |
| Способ получения аммониевого обогащенного суперфосфата | 1927 |
|
SU11176A1 |
| FR 1340526 A, 09.09.1963 | |||
| Ороситель градирни | 1988 |
|
SU1548650A1 |

