Изобретение относится к оборудованию для переработки композиционных материалов, в частности для изготовления длинномерных профильных изделий, и может найти применение в химической, электротехнической, электротехнической и других отраслях промышленности и строительства.
К установкам для непрерывного изготовления длинномерных профильных изделий из композиционных материалов предъявляются повышенные требования по обеспечению ими высокого качества изготовления профильных изделий различной номенклатуры, рельефа, геометрических особенностей поперечного сечения, структур армирования с учетом использования различной комбинации продольных (нитяных) и ленточных материалов, расположения сквозных каналов в профильных изделиях.
Известна установка для непрерывного изготовления длинномерных профильных изделий из композиционных материалов, содержащая последовательно установленные шпулярник с бобинами продольного материала и направляющими элементами, средство предварительного формования заготовки по профилю изделия из продольного материала, бобины ленточного материала и его направляющий элемент, средство для предварительного профилирования ленточного материала, формующую фильеру с внутренними продольными выступами с размещенным в ней формирователем внутреннего канала профильного изделия и тянущее средство (патент RU 2010719,7 МПК В 29 С 55/30,1994).
Известна также установка для изготовления профильных изделий с транспортными втулками по числу формующих отверстий для прохода жгутов, стеклоровингов (авторское свидетельство SU 1835354,5 MПK В 29 С 55/30, 1993).
Известна также установка для непрерывного изготовления длинномерных профильных изделий из композиционных материалов, содержащая формирователь профиля заготовки с множеством трубчатых направляющих продольного материала и продольных пазов в пластинах для направления лент типа стекломата, а также формующую фильеру (патент RU 2170175,7 МПК В 29 С 55/30, 2001).
К недостаткам известных установок для непрерывного изготовления длинномерных профильных изделий следует отнести травмирование жгутов, нитей, лент на входе в формующую фильеру ухудшение качества изготовления изделий и снижение производительности.
Основной задачей изобретения является создание установки для непрерывного изготовления длинномерных профильных изделий из композиционных материалов на основе новой концепции, заключающейся в обжиме ленточного материала по профилю изделия до поступления в формующую фильеру, более эффективное использование пространства в месте нахождения средства для предварительного формования заготовки по профилю изделия из продольного материала, повышение ее производительности.
Техническим результатом от использования изобретения является повышение качества, прочности и надежности длинномерных изделий, экономия расхода материалов и снижение затрат на изготовление конечной продукции.
Основная задача решена и технический результат достигнут в установке за счет формирования профиля заготовки из продольного и ленточного материалов до подачи в формующую фильеру с приданием профиля, конгруэнтного с профилем конечного изделия. Это достигнуто за счет эффективного использования рабочего пространства для предварительного формирования заготовки.
Для этого в установке для непрерывного изготовления длинномерных профильных изделий из композиционных материалов, содержащей последовательно установленные шпулярник с бобинами продольного материала и направляющими элементами, средство предварительного формования заготовки по профилю изделия из продольного материала, бобины ленточного материала и его направляющий элемент, средство для предварительного профилирования ленточного материала, формующую фильеру с внутренними продольными выступами с размещенным в ней формирователем внутреннего канала профильного изделия и тянущее средство, направляющий элемент ленточного материала выполнен в виде коробчатого профиля из тонкостенного листового материала с продольной полостью, наружной рабочей поверхностью и по меньшей мере одной внутренней продольной гофрой с открытым внешним в ней направляющим пазом, соосно расположенного на выходе с профилем формующей фильеры, средство предварительного формования заготовки по профилю изделия из продольного материала размещено в продольной полости коробчатого профиля направляющего элемента ленточного материала с профилированным зазором между ними для протяжки ленточного материала, выполнено по меньшей мере с двумя продольными каналами для подачи по ним ленточного материала для облицовки продольных каналов профильного изделия и каналами в его стенке для подачи продольного материала, причем формирователь внутреннего канала профильного изделия выполнен по меньшей мере в виде двух продольных элементов, расположенных в продольном канале формующей фильеры параллельно ее внутреннему продольному выступу, а средство предварительного профилирования ленточного материала выполнено в виде стержневого направляющего элемента, установленного с щелевым зазором в открытом направляющем профильном пазу внутренней продольной гофры коробчатого профиля направляющего элемента ленточного материала, спрофилированного на конце по профилю внутреннего выступа формующей фильеры, зафиксированного по концам дугообразными скобами с возможностью центрирования с внутренним выступом формующей фильеры, причем входные концы продольных элементов формирователя внутреннего канала профильного изделия и дугообразные скобы для фиксации стержневого направляющего элемента средства предварительного профилирования ленточного материала закреплены на основании установки. Коробчатый профиль направляющего элемента ленточного материала может быть выполнен из тонкостенной оцинкованной или нержавеющей стали, с развальцованными кромками на входе и выходе. Коробчатый профиль направляющего элемента ленточного материала может быть выполнен из двух продольных половин с профилем типа "швеллер". Коробчатый профиль направляющего элемента ленточного материала может быть облицован по наружной и/или внутренней поверхности материалом с низким коэффициентом трения, например полиуретаном или фторопластом, с пазами для ленточного материала. Средство предварительного формования заготовки по профилю изделия из продольного материала и коробчатый профиль направляющего элемента ленточного материала могут быть снабжены установленным в зазоре между ними средством для нагрева (пластинчатого или дугообразного типа) продольного и/или ленточного материала. Продольные элементы формирователя внутреннего канала профильного изделия выполнены с симметричным или асимметричным профилем, на равном или разных расстояниях от внутреннего выступа формующей фильеры. Каналы в стенке средства предварительного формования заготовки из продольного материала выполнены из медных, латунных трубок или трубок из нержавеющей стали, с развальцованными отбортовками на их входе и выходе, скрепленными между собой хомутами с фиксаторами или пайкой, или термостойким клеем, или композитом. Формующая фильера выполнена по меньшей мере с тремя зонами температурного режима и термопарами вдоль ее канала. Дугообразные скобы выполнены из калиброванного, например круглого, профиля, в виде секторов.
Отличительными особенностями установки для непрерывного изготовления профильных изделий из композиционных материалов являются следующие признаки:
- выполнение направляющего элемента ленточного материала в виде коробчатого профиля из тонкостенного листового материала с продольной полостью, наружной рабочей поверхностью,
- выполнение коробчатого профиля направляющего элемента ленточного материала по меньшей мере с одной продольной внутренней гофрой с открытым внешним в ней направляющим пазом,
- соосное расположение направляющего паза внутренней гофры коробчатого профиля направляющего элемента ленточного материала с профилем формующей фильеры,
- размещение средства предварительного формования заготовки по профилю изделия из продольного материала в продольной полости коробчатого профиля направляющего элемента ленточного материала с профилированным зазором между ними для протяжки ленточного материала,
- выполнение средства предварительного формования заготовки по профилю изделия из продольного материала по меньшей мере с двумя продольными каналами для подачи по ним ленточного материала для облицовки внутреннего канала профильного изделия,
- выполнение в стенке средства предварительного формования заготовки каналов для подачи продольного материала,
- выполнение формирователя внутреннего канала по меньшей мере в виде двух продольных элементов, расположенных в продольном канале формующей фильеры, параллельно ее внутреннему продольному выступу,
- выполнение средства предварительного профилирования ленточного материала в виде стержневого направляющего элемента, установленного с щелевым зазором в открытом направляющем профильном пазу внутренней продольной гофры коробчатого профиля направляющего элемента ленточного материала,
- профилирование стержневого направляющего элемента по профилю внутреннего выступа формующей фильеры,
- возможность центрирования стержневого направляющего элемента с фиксацией дугообразными скобами с внутренним выступом формующей фильеры,
- крепление входных концов продольных элементов формирователя внутреннего канала профильного изделия и дугообразных скоб для фиксации стержневого направляющего элемента на основании установки.
Другими отличительными особенностями установки являются признаки:
- выполнение коробчатого профиля направляющего элемента ленточного материала из тонкостенной оцинкованной или нержавеющей стали, с развальцованными кромками на входе и выходе,
- выполнение коробчатого профиля направляющего элемента ленточного материала из двух продольных половин с профилем типа "швеллер",
- облицовка коробчатого профиля направляющего элемента ленточного материала по наружной и/или внутренней поверхности материалом с низким коэффициентом трения, например полиуретаном или фторопластом, с пазами для ленточного материала,
- наличие средства для нагрева пластинчатого или дугообразного типа, установленного между средством предварительного формования заготовки по профилю изделия из продольного материала и коробчатым профилем направляющего элемента ленточного материала, в зазоре между ними,
- выполнение продольных элементов формирователя внутреннего канала профильного изделия с симметричным или асимметричным профилем, на равном или разных расстояниях от внутреннего выступа формующей фильеры,
- выполнение каналов в стенке средства предварительного формования заготовки из продольного материала из медных, латунных трубок или трубок из нержавеющей стали, с развальцованными отбортовками на их входе и выходе, скрепление между собой хомутами с фиксаторами или пайкой, или термостойким клеем, или композитом,
- выполнение формующей фильеры по меньшей мере с тремя зонами температурного режима и термопарами вдоль ее канала,
- выполнение дугообразных скоб из калиброванного, например круглого профиля, в виде секторов.
Указанные отличительные признаки являются существенными, так как каждый из них в отдельности и совместно направлен на решение поставленной задачи и достижение нового технического результата. Выполнение направляющего элемента ленточного материала в виде коробчатого профиля из тонкостенного листового материала, с продольной полостью, размещением в нем средства предварительного формования заготовки по профилю изделия из продольного материала, с профилированным зазором позволяет производить формирование заготовки по профилю изделия из продольного материала через каналы в стенке средства, по наружной и внутренней поверхности коробчатого профиля направляющего элемента ленточного материала с применением стержневого направляющего элемента, установленного с щелевым зазором в открытом направляющем профильном пазу внутренней продольной гофры коробчатого профиля направляющего элемента ленточного материала с высоким качеством, одинаковых условиях формообразования протяжкой перед формующей фильерой, позволяет сократить путь материалов, придать компактность установке, получить непрерывное длинномерное профильное изделие из композиционного материала по меньшей мере с двумя продольными параллельными каналами и открытым продольным пазом между ними, расположенными по одну сторону от основания профиля. Это достигается также благодаря выполнению формирователя внутреннего канала профильного изделия в виде двух продольных элементов и средства предварительного профилирования ленточного материала в виде стержневого направляющего элемента, сцентрированного с внутренним выступом формующей фильеры дугообразными скобами. Выполнение коробчатого профиля направляющего элемента ленточного материала из тонкостенного материала упрощает его конструкцию, уменьшает массу, упрощает обслуживание и установку. Облицовка коробчатого профиля направляющего элемента ленточного материала полиуретаном или фторопластом, с пазами для ленточного материала уменьшает поверхностное сопротивление движущемуся ленточному материалу благодаря низкому коэффициенту трения скольжения. Наличие пластинчатого или дугообразного средства для нагрева обеспечивает стабильность и одинаковые режимы нагрева материалов. Наличие симметричных или асимметричных, продольных элементов формирователя внутреннего канала профильного изделия, размещенных на равном или разных расстояниях от внутреннего продольного выступа фильеры позволяет производить длинномерные профильные изделия из композиционных материалов различной номенклатуры. Наличие развальцованных отбортовок на входе и выходе каналов в стенке средства предварительного формования заготовки из продольного материала, на коробчатом профиле направляющего элемента ленточного материала исключает травмирование материала, повышает качество его формообразования. Температурные режимы в формующей фильере отслеживаются по термопарам по зонам нагрева материала, что повышает качество изделий, исключает их коробление. Быстрая переналадка установки достигается возможностью регулирования положения направляющего стержневого элемента с помощью дугообразных скоб и продольных элементов формирователя внутренних каналов.
Указанные отличительные существенные признаки являются новыми, так как их использование в известном уровне техники, аналогах и прототипе, не обнаружено, что позволяет характеризовать предложенное техническое решение соответствием критерию "новизна".
Единая совокупность новых существенных признаков с общими известными существенными признаками позволяет решить поставленную задачу создания установки для непрерывного изготовления длинномерных профильных изделий из композиционных материалов и достичь новый технический результат на основе новой концепции формообразования профиля в подводимых наборах армирующих материалов к формующей фильере с созданием для них новых условий и режимов профилирования. Новое техническое решение является результатом опытно-экспериментальных работ, творческого вклада без использования стандартных разработок или каких-либо рекомендаций в данной области техники, является оригинальным, неочевидным, соответствует критерию "изобретательский уровень".
Сущность изобретения поясняется чертежами и кратким их описанием:
на фиг. 1 представлен общий вид установки для непрерывного изготовления длинномерных профильных изделий из композиционного материала, ее принципиальная схема,
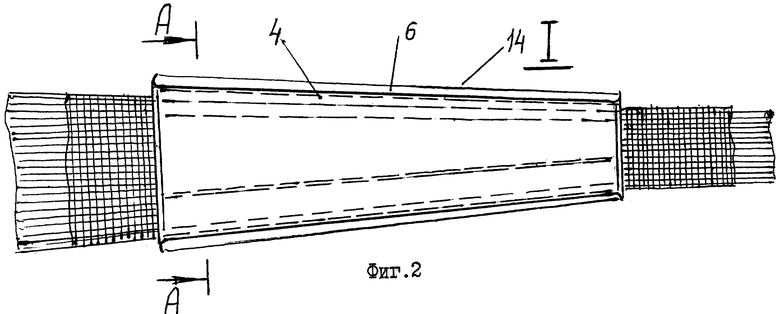
на фиг. 2 показано средство предварительного формования заготовки по профилю изделия из продольного материала, размещенное в продольной полости коробчатого профиля направляющего элемента ленточного материала,
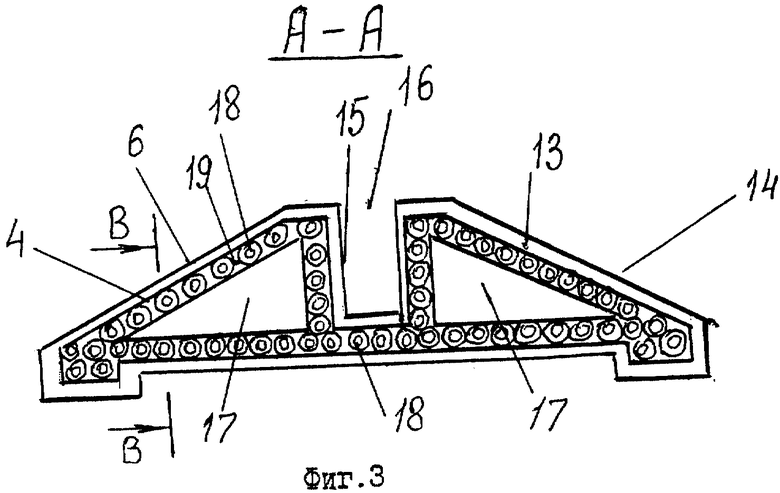
на фиг. 3 показано поперечное сечение средства предварительного формования заготовки по профилю изделия из продольного материала и коробчатого профиля направляющего элемента ленточного материала,
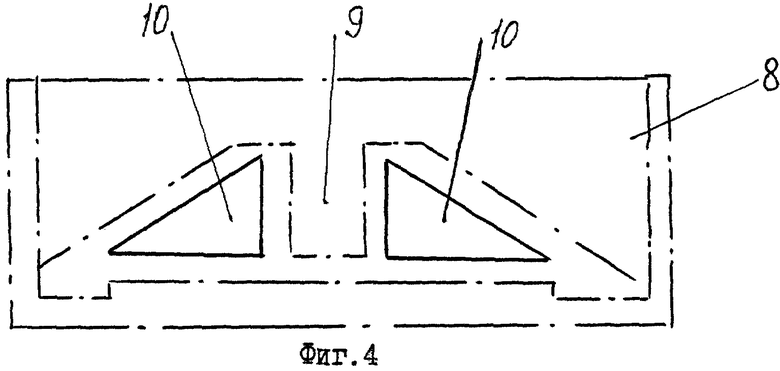
на фиг.4 показан формирователь внутреннего канала профильного изделия в виде двух продольных элементов,
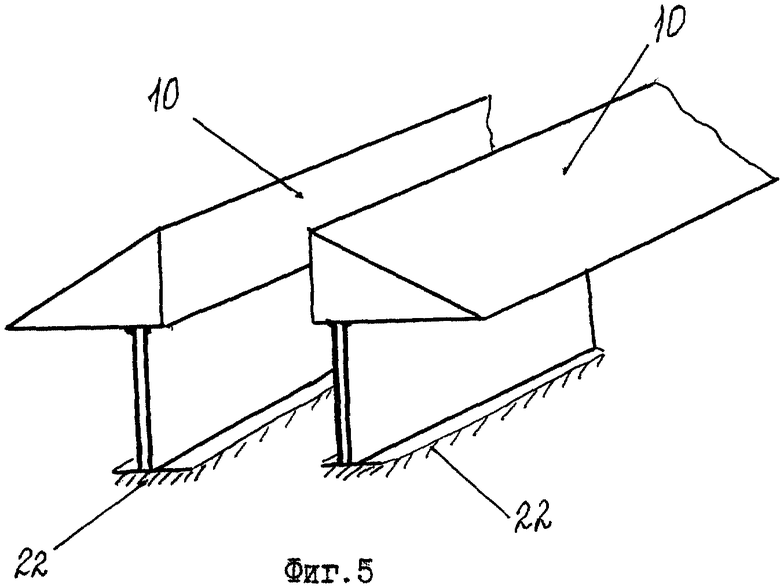
на фиг.5 показана схема закрепления входных концов продольных элементов формирователя внутреннего канала профильного изделия перед формующей фильерой,
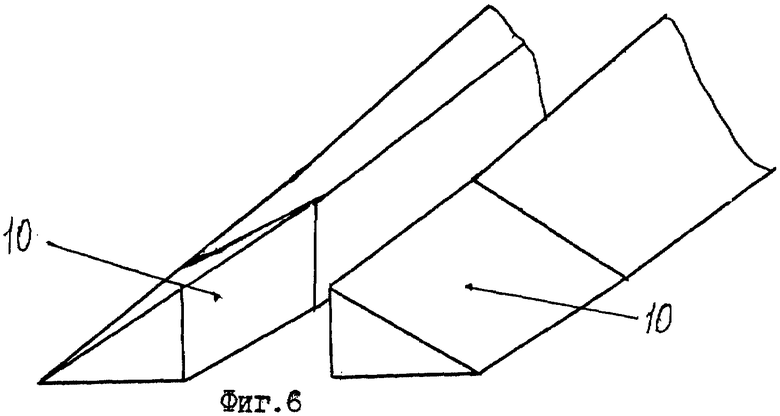
на фиг.6 - поперечное сечение входных концов продольных элементов формирователя внутреннего канала профильного изделия по месту их закрепления,
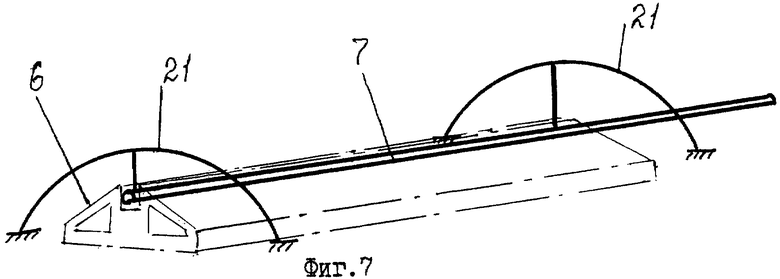
на фиг.7 - средство предварительного профилирования ленточного материала в виде стержневого направляющего элемента с дугообразными скобами для его фиксации,
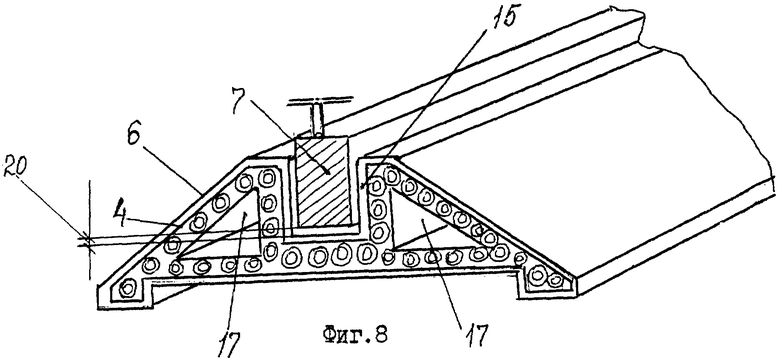
на фиг. 8 - поперечное сечение средства предварительного профилирования ленточного материала, коробчатого профиля направляющего элемента ленточного материала и размещенного в его продольной полости средства предварительного формования заготовки по профилю изделия из продольного материала,
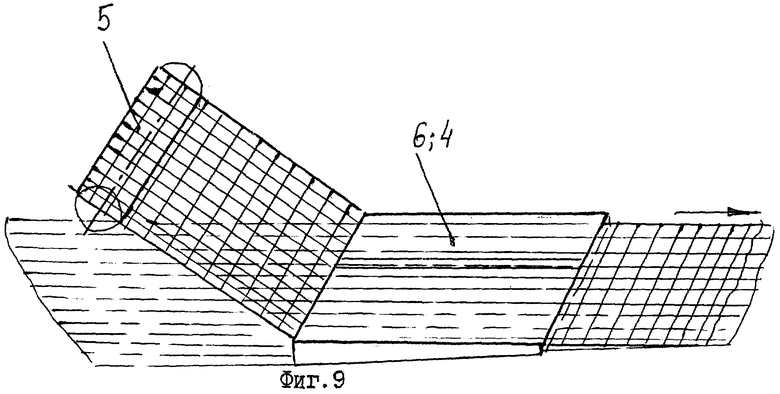
на фиг. 9 - принципиальная схема прохождения продольного материала (стекложгутов) и ленточного материала типа ткани, холста,
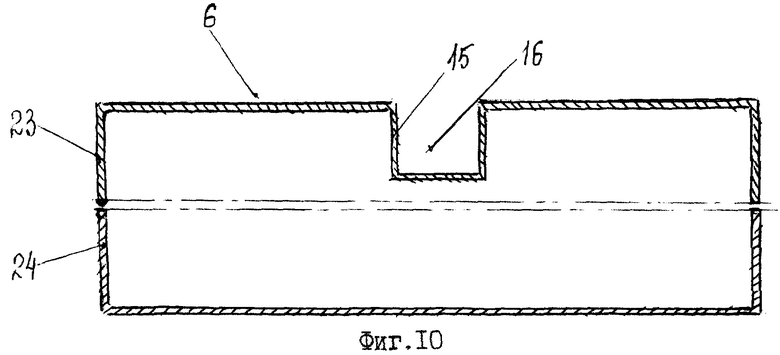
на фиг.10 - схема выполнения коробчатого профиля направляющего элемента ленточного материала из двух продольных половин типа "швеллер",
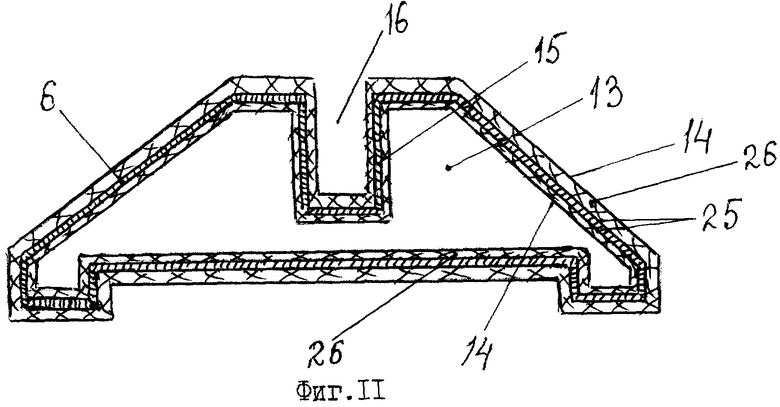
на фиг. 11 - схема облицовки коробчатого профиля направляющего элемента ленточного материала полиуретаном или фторопластом,
на фиг. 12 - схема размещения нагревателя между коробчатым профилем направляющего элемента ленточного материала и средством предварительного формования заготовки,
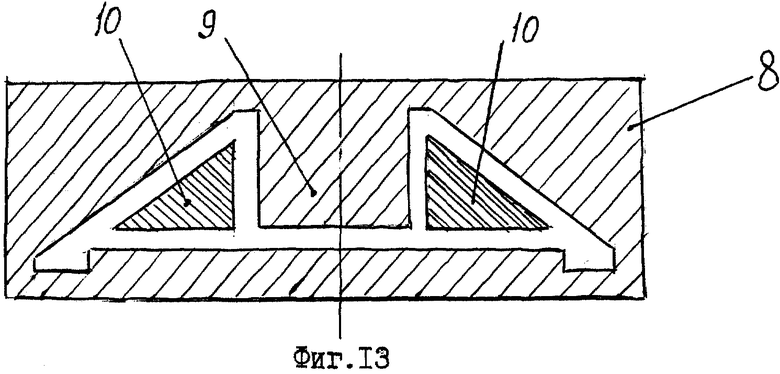
на фиг. 13 - пример симметричного расположения продольных элементов формирователя внутреннего канала профильного изделия,
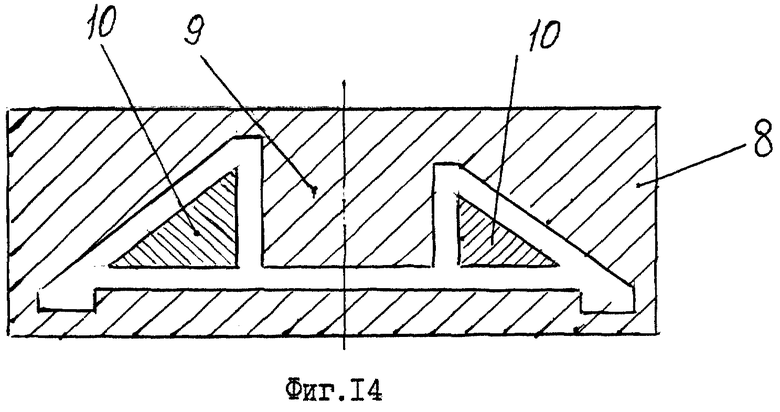
на фиг. 14 - схема асимметричного расположения продольных элементов формирователя внутреннего канала профильного изделия,
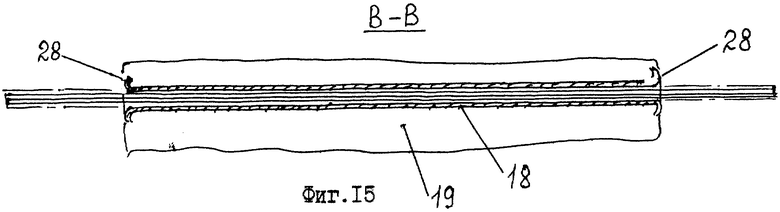
на фиг.15 - показ развальцовки на входе и выходе материала,
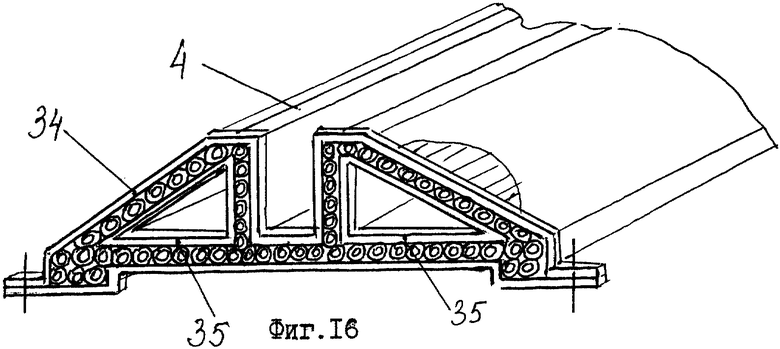
на фиг.16 - схема скрепления направляющих каналов посредством хомутов с фиксаторами, 34, 35.
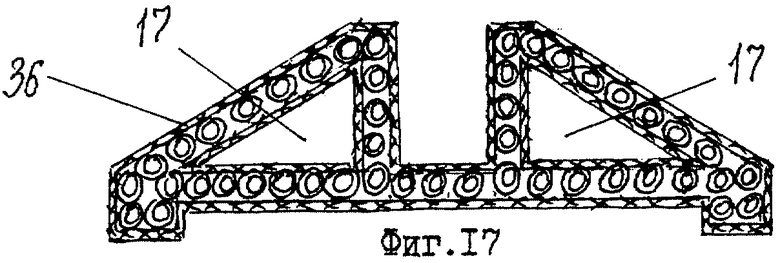
на фиг. 17 - схема скрепления направляющих каналов посредством термостойкого клея, композита или пайки, 36,
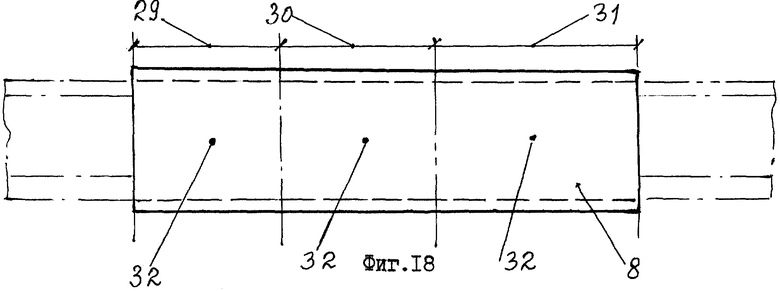
на фиг. 18 - формующая фильера с зонами нагрева и термопарами вдоль ее канала,
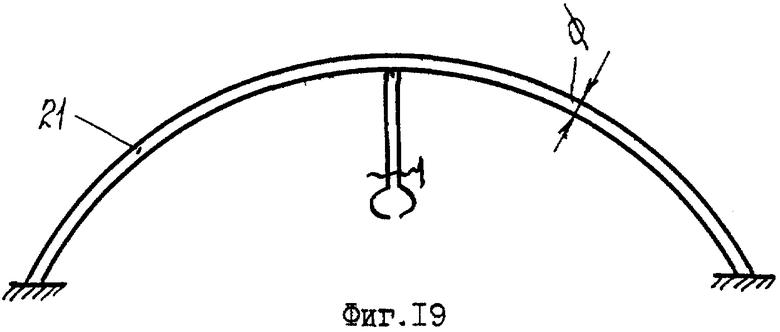
на фиг.19 - дугообразные скобы с круглым калиброванным профилем,
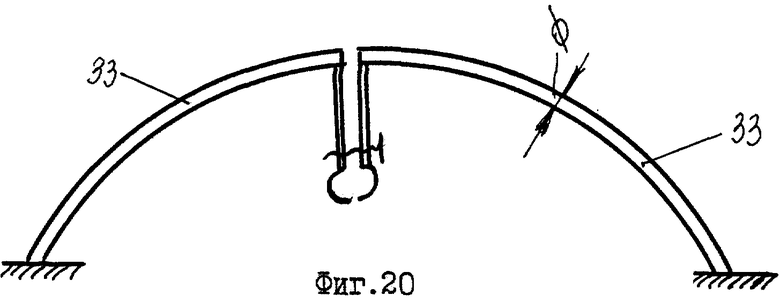
на фиг.20 - показ секторов дугообразных скоб,
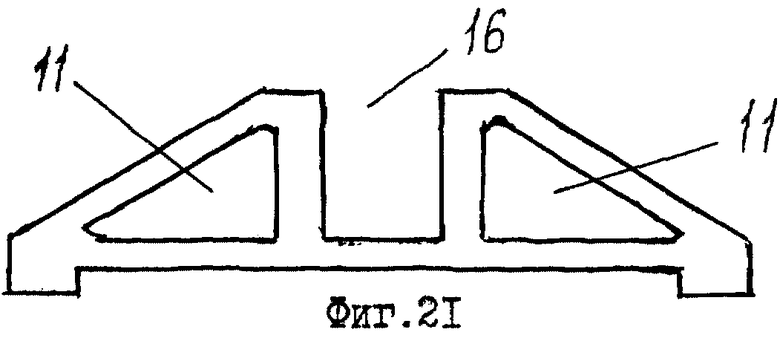
на фиг.21 - типовой профиль длинномерного изделия из композиционных материалов, получаемый пултрузией на предложенной установке.
Описание сущности изобретения с указанием поясняющих позиций на чертежах состоит в следующем.
Установка для непрерывного изготовления длинномерных профильных изделий из композиционных материалов (фиг.1) содержит последовательно установленные шпулярник 1 с бобинами 2 продольного материала и направляющими элементами 3, средство 4 предварительного формования заготовки по профилю изделия (фиг.21) из продольного материала, бобины 5 ленточного материала и его направляющий элемент 6, средство 7 для предварительного профилирования ленточного материала, формующую фильеру 8 с внутренними продольными выступами 9, с размещенным в ней формирователем 10 внутреннего канала 11 профильного изделия и тянущее средство 12. Направляющий элемент 6 ленточного материала выполнен в виде коробчатого профиля (фиг.2, фиг.3) из тонкостенного листового материала, с продольной полостью 13, рабочими поверхностями 14 и по меньшей мере одной внутренней продольной гофрой 15 с открытым внешним в ней направляющим пазом 16, соосно расположенного на выходе с профилем формующей фильеры 8, средство 4 предварительного формования заготовки по профилю изделия из продольного материала размещено в продольной полости 13 коробчатого профиля направляющего элемента 6 ленточного материала, выполнено по меньшей мере с двумя продольными каналами 17 для подачи по ним ленточного материала для облицовки продольных каналов 11 профильного изделия (фиг.21) и каналами 18 в его стенке 19 для подачи продольного материала. Формователь 10 внутреннего канала 11 профильного изделия выполнен по меньшей мере в виде двух продольных элементов, расположенных в продольном канале формующей фильеры 8, параллельно ее внутреннему продольному выступу 9. Средство 7 для предварительного профилирования ленточного материала выполнено в виде стержневого направляющего элемента, установленного с щелевым зазором 20 в открытом направляющем пазу 16 внутренней продольной гофры 15 коробчатого профиля направляющего элемента 6 ленточного материала, спрофилированного на конце по профилю внутреннего продольного выступа 9 формующей фильеры 8, зафиксированного по концам дугообразными скобами 21 с возможностью центрирования с внутренним выступом 9 формующей фильеры 8. Входные концы продольных элементов формователя 10 внутреннего канала 11 профильного изделия и дугообразные скобы 21 для фиксации стержневого направляющего элемента средства 7 для предварительного профилирования ленточного материала закреплены на основании 22 установки.
Коробчатый профиль направляющего элемента 6 ленточного материала может быть выполнен из тонкостенной оцинкованной или нержавеющей стали. Коробчатый профиль направляющего элемента 6 ленточного материала может быть выполнен из двух продольных половин 23, 24 с профилем типа "швеллер" (фиг.10). Коробчатый профиль направляющего элемента 6 ленточного материала может быть облицован по рабочим поверхностям 25 материалом 26 с низким коэффициентом трения, например полиуретаном или фторопластом (фиг.11). Средство 4 предварительного формования заготовки по профилю изделия из продольного материала и коробчатый профиль направляющего элемента 6 ленточного материала могут быть снабжены установленным между ними средством 27 для нагрева материала, пластинчатым или дугообразным (фиг. 12). Продольные элементы формирователя 10 внутреннего канала 11 профильного изделия могут быть выполнены с симметричным или асимметричным профилем, на равном или разных расстояниях от внутреннего выступа 9 формующей фильеры 8 (фиг.13, фиг.14). Каналы 18 в стенке 19 средства 4 предварительного формования заготовки из продольного материала могут быть выполнены из медных, латунных трубок, или трубок из нержавеющей стали, с развальцованными отбортовками 28 на их входе и выходе (фиг.15). Формующая фильера 8 может быть выполнена по меньшей мере с тремя зонами 29-31 температурного режима и термопарами 32 вдоль ее канала (фиг.18). Дугообразные скобы 21 выполнены из калиброванного, например круглого профиля (фиг.19), в виде секторов 33 (фиг.20).
Функционирование установки для непрерывного изготовления длинномерных профильных изделий из композиционных материалов заключается в придании заготовке в формующей фильере 8 конечного вида типового изделия с профилем фиг. 21 за счет выдержки температурных режимов в зонах 29-31, контролируемых термопарами 32 вдоль ее каналов. Для обеспечения структуры армирования изготавливаемого профиля в установке предусмотрена подача продольного материала (стекложгутов) с бобин 2 через направляющие элементы 3 без пропитки (при использовании в качестве связующего термопластичного материала) или с пропиткой связующим в ванночке (условно не показано) в средство 4 для предварительного формования заготовки по профилю изделия через каналы 18 в его стенке 19. Развальцованные отбортовки 28 на входе и выходе из каналов 18 исключают травмирование продольного материала. Одновременно через продольные каналы 17 средства 4 подают ленточный материал для облицовки продольных каналов 11 профильного изделия (фиг.21) и по поверхностям 14 направляющего элемента 6, выполненного в виде коробчатого профиля, ленточный материал для облицовки наружной поверхности профильного изделия, который средством 7, выполненным в виде стержневого направляющего элемента (фиг.7), профилируют в открытом направляющем пазу 16 и внутренней продольной гофрой 15 коробчатого профиля направляющего элемента 6, при необходимости продольные и ленточные материалы одновременно нагревают средством 27, профилируют, начиная с входных концов продольных элементов формирователя 10, и подают в продольные каналы формующей фильеры 8 посредством протяжки тянущим средством 12. Геометрия профильного изделия может быть изменена с использованием различного профиля продольных элементов формирователя 10, установленных параллельно в каналах, изменения профиля внутреннего продольного выступа 9 формующей фильеры 8 и ее профиля в целом.
Проведенные испытания профильных изделий, полученных на установке с использованием нового технического решения в совокупности предложенных существенных признаков, показали положительные результаты, профильные изделия обладают высоким качеством изготовления.
Таким образом, новое техническое решение превосходит известный уровень техники, аналоги и прототип, обладает новыми свойствами, обеспечивающими новый положительный эффект благодаря новой концепции профилирования, соответствует и критерию "промышленная применимость", т.е. уровню изобретения.
Следует отметить, что объем предлагаемого изобретения необходимо понимать шире, чем то конкретное выполнение, приведенное в описании, формуле и чертежах. Форма выполнения изобретения представляет собой только возможные предпочтительные варианты его осуществления, могут быть различные комбинации в отношении формы, размеров и расположения отдельных элементов, если все это не выходит за пределы объема технического решения, изложенного в пунктах формулы.
| название | год | авторы | номер документа |
|---|---|---|---|
| КОНСТРУКЦИОННЫЙ ЭЛЕМЕНТ ИЗ КОМПОЗИЦИОННОГО МАТЕРИАЛА (ВАРИАНТЫ) | 2001 |
|
RU2196680C1 |
| ДЛИННОМЕРНЫЙ ЭЛЕМЕНТ ИЗ КОМПОЗИЦИОННОГО МАТЕРИАЛА | 2001 |
|
RU2196866C1 |
| ДЛИННОМЕРНЫЙ КОНСТРУКЦИОННЫЙ ЭЛЕМЕНТ ИЗ КОМПОЗИЦИОННОГО МАТЕРИАЛА (ВАРИАНТЫ) | 2004 |
|
RU2290483C2 |
| БАРЬЕРНОЕ ОГРАЖДЕНИЕ АВТОДОРОГ | 2001 |
|
RU2217546C2 |
| АНКЕР | 2005 |
|
RU2303696C1 |
| ТРУБА-ОБОЛОЧКА ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ (ВАРИАНТЫ) | 2004 |
|
RU2287106C2 |
| ШУМОИЗОЛИРУЮЩАЯ И ШУМОПОГЛОЩАЮЩАЯ АКУСТИЧЕСКАЯ СЭНДВИЧ-ПАНЕЛЬ (ВАРИАНТЫ) | 2004 |
|
RU2266997C1 |
| КОЛЬЦЕВАЯ СЕКЦИЯ КРЕПИ | 2004 |
|
RU2277172C1 |
| КОМПОЗИТНЫЙ АНКЕР | 2005 |
|
RU2303698C1 |
| ВЗРЫВОСТОЙКАЯ УРНА-КОНТЕЙНЕР | 2006 |
|
RU2309879C1 |

Изобретение относится к оборудованию для переработки композиционных материалов, в частности для изготовления длинномерных профильных изделий, и может найти применение в химической, электротехнической и других отраслях промышленности и строительства. Установка содержит последовательно установленные шпулярник с бобинами продольного материала и направляющими элементами, средство предварительного формования заготовки из продольного материала, бобины ленточного материала с направляющими элементами, средство для предварительного профилирования ленточного материала, формующую фильеру и тянущее средство. Формующая фильера имеет внутренние продольные выступы и формирователь внутреннего канала профильного изделия. Направляющий элемент ленточного материала выполнен в виде коробчатого профиля из тонкостенного листового материала, соосно расположенного на выходе с профилем формующей фильеры. Коробчатый профиль выполнен с продольной полостью, наружной рабочей поверхностью и по меньшей мере одной внутренней продольной гофрой с направляющим пазом. Средство предварительного формования заготовки по профилю изделия из продольного материала размещено в продольной полости коробчатого профиля с профилированным зазором для протяжки ленточного материала. Указанное средство выполнено с по меньшей мере двумя продольными каналами для подачи по ним ленточного материала и каналами в его стенке для подачи продольного материала. Формирователь внутреннего канала профильного изделия выполнен в виде продольных элементов, расположенных в продольном канале формующей фильеры параллельно ее внутреннему продольному выступу. Средство для предварительного профилирования ленточного материала выполнено в виде стержневого направляющего элемента, установленного в пазу продольной гофры коробчатого профиля. Изобретение позволяет повысить прочность и надежность изделий, снизить расход материалов. 9 з.п. ф-лы, 21 ил.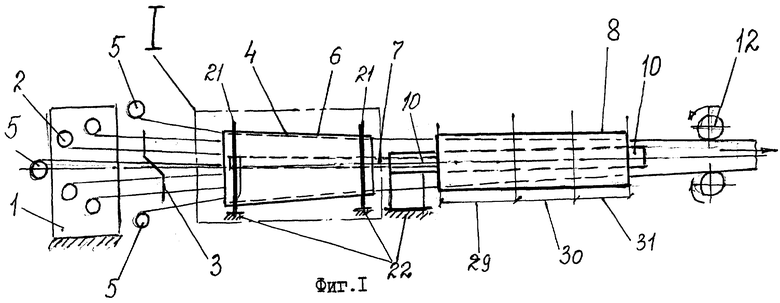
| УСТАНОВКА ДЛЯ НЕПРЕРЫВНОГО ИЗГОТОВЛЕНИЯ ДЛИННОМЕРНЫХ ПРОФИЛЬНЫХ ИЗДЕЛИЙ ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 1999 |
|
RU2170175C1 |
| УСТАНОВКА ДЛЯ НЕПРЕРЫВНОГО ИЗГОТОВЛЕНИЯ ДЛИННОМЕРНЫХ ПРОФИЛЬНЫХ ИЗДЕЛИЙ ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 1991 |
|
RU2010719C1 |
| Установка для изготовления профильных изделий | 1990 |
|
SU1835354A1 |
| GB 1412114 А, 29.10.1975 | |||
| US 4194873 А, 25.03.1980 | |||
| US 4992229 А, 12.02.1991 | |||
| УСТРОЙСТВО ДЛЯ ЗАПРАВКИ НИТЕЙ В ОТДЕЛОЧНОЙ МАШИНЕ | 1993 |
|
RU2049167C1 |
| СПОСОБ СТИМУЛЯЦИИ ПРОДУКТИВНОСТИ И ГЕМОПОЭЗА У КРОЛИКОВ ПРИ ОДНОВРЕМЕННОМ УЛУЧШЕНИИ ВКУСОВЫХ КАЧЕСТВ МЯСА | 2018 |
|
RU2684331C1 |

