Изобретение относится к области переработки пластмасс и может быть использовано в устройствах для непрерывного изготовления длинномерных профильных изделий из композиционных материалов способом экструзионного формования термовытяжкой через фильеру. К установкам для непрерывного изготовления длинномерных профильных изделий из композиционных материалов предъявляются повышенные требования по обеспечению ими повышенного качества изготовления конечной продукции, обладающей однородностью, сплошностью, улучшенным внешним видом, заданной структурой армирования, долговечностью, прочностью и надежностью, простотой в изготовлении, обслуживании при минимальных затратах труда, экономичностью и конкурентоспособностью.
Известна установка для непрерывного изготовления длинномерных профильных изделий из композиционных материалов, содержащая шпулярник с бобинами продольного материала, направляющие элементы, формирователь профиля заготовки профильного изделия, имеющий продольный паз, формующую фильеру и тянущее устройство (патент РФ N 2010719, МПК6 B 29 C 55/30, B 29 D 9/00, 1994).
Известно устройство, реализующее способ изготовления длинномерных профильных изделий из полимерных композиционных материалов, включающий формирование заготовки из непрерывных армирующих волокон, пропитку связующим, формирование профиля путем протяжки через профилирующую фильеру с одновременным отверждением материала (патент РФ N 2009037, МПК6 B 29 C 55/30, B 29 L 9/00, 1994).
Для пропитки длинномерных материалов используют камерные устройства с перемещением связующего под давлением (авторское свидетельство СССР N 514726, МПК2 B 29 G 7/00, 1976), (авторское свидетельство СССР N 485883, МПК2 B 29 G 7/00, 1976).
Формирование заготовки из длинномерных материалов с пропиткой полимерным связующим известно в ряде патентов США:
N 2024962, НКИ 425-67, 1935
N 2386411, НКИ 425-70, 1943
N 3051986, НКИ 425-70, 1959
В известных указанных устройствах непрерывного изготовления длинномерных изделий из композиционных материалов формирование заготовки по существу происходит в формующей фильере, т.е. повлиять на улучшение структуры расположения армирующих нитей или жгутов в изделии уже не представляется возможным. В установке по патенту РФ N 2010719 предусмотрен формирователь на входе в фильеру. В других источниках, в частности в авторских свидетельствах СССР и патентах США, качество материала повышается за счет реализации различных способов его пропитки. Однако материал, прошедший пропитку, имеет вид лент, которые при входе в фильеру травмируются, качество изготовления изделий ухудшается, производительность изготовления изделия сдерживается из-за стремления обеспечить плотность и равномерное распределение материала.
Наиболее близким аналогом, выбранным по количеству общих существенных признаков, является установка по патенту РФ N 2010719.
Основной задачей изобретения является создание высокопроизводительной установки для непрерывного изготовления длинномерных профильных изделий из композиционных материалов, позволяющей устранить недостатки известных устройств.
Техническим результатом от использования изобретения является повышение качества, прочности и надежности длинномерных изделий, экономия расхода материала и снижение затрат на изготовление конечной продукции.
Основная задача решена и технический результат достигнут в созданной установке для непрерывного изготовления длинномерных изделий из композиционных материалов на основе новой концепции, заключающейся в формировании профиля заготовки длинномерного профильного изделия до подачи ее в формующую фильеру, что позволяет заранее организовать принципиальную структуру композиционного материала и в формующей фильере зафиксировать ее отверждаемым полимерным связующим.
Для этого в установке для непрерывного изготовления длинномерных профильных изделий из композиционных материалов, содержащей шпулярник с бобинами продольного материала, направляющие элементы, формирователь профиля заготовки профильного изделия, имеющий продольный паз, формующую фильеру и тянущее устройство, формирователь профиля заготовки профильного изделия снабжен множеством трубчатых направляющих с центральными формирующими каналами, установленными с равномерным распределением по профилю заготовки профильного изделия, конгруэнтному с профилем продольного паза и формующей фильеры, выполненными с возможностью самоориентации в направлении формующей фильеры при непрерывной протяжке через них под натяжением прядей жгутов или нитей и параллельной подаче через продольный паз лент продольного армирования, например стекломата. Формирователь профиля заготовки профильного изделия может быть выполнен в виде пластины с продольным пазом и отверстиями, в которых установлены трубчатые направляющие, или в виде нескольких, параллельно расположенных одна за другой, пластин с трубчатыми направляющими, укороченными по длине, выбранной из соотношения с диаметром центрального формирующего канала в пределах от 1,5: 1 до 2:1. Формирователь профиля заготовки профильного изделия может быть выполнен с пропиточным устройством, установленным на его входе или на его выходе. Пластины в одном или нескольких формирователях профиля заготовки профильных изделий могут быть выполнены из оргстекла. Пластины формирователей фиксируются концами между параллельно установленными штырями.
Отличительными особенностями установки для непрерывного изготовления длинномерных профильных изделий из композиционного материала являются следующие признаки:
- снабжение формирователя профиля заготовки профильного изделия множеством трубчатых направляющих с центральными формирующими каналами;
- установка и равномерное распределение трубчатых направляющих формирователя по профилю заготовки профильного изделия;
- конгруэнтное расположение трубчатых направляющих с профилем продольного, паза формирователя и формующей фильеры;
- выполнение трубчатых направляющих формирователя с возможностью соответствующей самоориентации в направлении формующей фильеры при непрерывной протяжке через них под натяжением прядей жгутов или нитей и параллельной подаче через продольный паз лент продольного материала, например стекломата;
- выполнение формирователя профиля заготовки профильного изделия в виде пластины с продольным пазом и отверстиями, в которых установлены трубчатые направляющие;
- выполнение формирователя профиля заготовки профильного изделия в виде нескольких параллельно расположенных, одна за другой, пластин с продольными пазами и отверстиями, в которых установлены трубчатые направляющие;
- выполнение трубчатых направляющих укороченными по длине, выбранной из соотношения с диаметром центрального формирующего канала в пределах от 1,5:1 до 2:1;
- выполнение формирователя профиля заготовки профильного изделия с пропиточным устройством, установленным на его входе;
- выполнение формирователя профиля заготовки профильного изделия с пропиточным устройством, установленным на его выходе;
- выполнение пластин формирователя профиля заготовки профильного изделия из оргстекла;
- фиксация пластин формирователя концами между параллельно установленными штырями.
Указанные отличительные признаки установки для непрерывного изготовления длинномерных профильных изделий из композиционных материалов являются существенными, так как каждый из них в отдельности и совместно направлен на решение поставленной задачи и достижение нового технического результата. Снабжение формирователя профиля заготовки профильного изделия множеством трубчатых направляющих с центральными формирующими каналами позволяет сформировать профиль заготовки профильного изделия со структурой армировки из нитей, жгутов в сочетании с продольным ленточным материалом, например стекломатами, заданной для получения необходимого профильного изделия, а также видоизменять профиль заготовки в соответствии с изменением профиля изделия за счет установки трубчатых направляющих по новому профилю заготовки, конгруэнтному с новым профилем фильеры, и соответственно с профилем изделия. Таким образом могут быть получены разнообразные профили и номенклатура изделий. Выполнение формирователя в виде одной или нескольких пластин с отверстиями, в которых возможно устанавливать трубчатые направляющие по выбранным схемам профиля, позволяет упростить изготовление и группировать пряди нитей или жгутов в сочетании с лентами стекломата под соответствующие толщины профиля изделия. При этом наличие трубчатых направляющих способствует уплотнению проходящих в них жгутов или нитей на ранней стадии получения профильного изделия и тем самым снижать тянущее усилие для преодоления сопротивления в формующей фильере и повысить производительность установки. В комбинации формирователя с пропиточным устройством на его входе или выходе расширяются возможности установки. При расположении пропитывающего устройства на входе в формирователь профиля заготовки профильного изделия в каждом центральном формирующем канале трубчатых направляющих возникает противоток связующего в направлении, обратном направлению протяжки в них прядей жгутов или нитей, что позволяет качественно пропитать материал связующим и уплотнить его с максимально возможной степенью сжатия. При расположении пропиточного устройства на выходе формирователя, уплотненный в каждом центральном формирующем канале трубчатых направляющих, приобретает неожиданные свойства впитывать связующее на всю его глубину с тем же эффектом при непрерывном перемещении в пропитывающем устройстве. Избыток связующего при прохождении фильеры отжимается из материала и стекает в ванну, из которой подается опять в пропитывающее устройство. Использование пластин в формирователе из оргстекла позволяет осуществлять визуальный контроль за протяжкой всего материала и устранять обрывы отдельных нитей, упрощается обслуживание установки. Фиксирование пластин формирователя концами между параллельно установленными штырями упрощает их съем и установку, заправку жгутов или нитей.
Отличительные существенные признаки установки для непрерывного изготовления длинномерных профильных изделий из композиционных материалов являются новыми, так как их использование в известном уровне техники, аналогах и прототипе, не обнаружено, что позволяет характеризовать новое техническое решение в совокупности новых и общих существенных признаков соответствием критерию "новизна".
Единая совокупность новых и общих существенных признаков позволяет решить поставленную задачу, получить высокопроизводительную установку для непрерывного изготовления длинномерных профильных изделий из композиционных материалов и достичь новый технический результат, выраженный в повышении качества и прочности профильных изделий при минимально возможной тонкой стенке по их профилю, минимальным расходом материалов, что характеризует новое техническое решение существенными отличиями от известного уровня техники, аналогов и прототипа. Новое техническое решение является результатом разработки модернизированного варианта установки и творческого вклада, получено без использования нормативно-технической документации, ГОСТов, стандартов или каких-либо рекомендаций в данной области техники для решения поставленной задачи, является оригинальным по своему конструктивному исполнению, неочевидным для специалистов соответствующей отрасли, характеризуется соответствием критерию "изобретательский уровень".
Сущность изобретения поясняется чертежами с кратким их описанием.
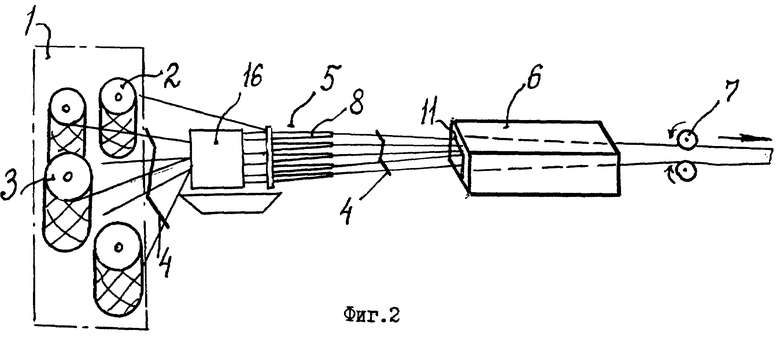
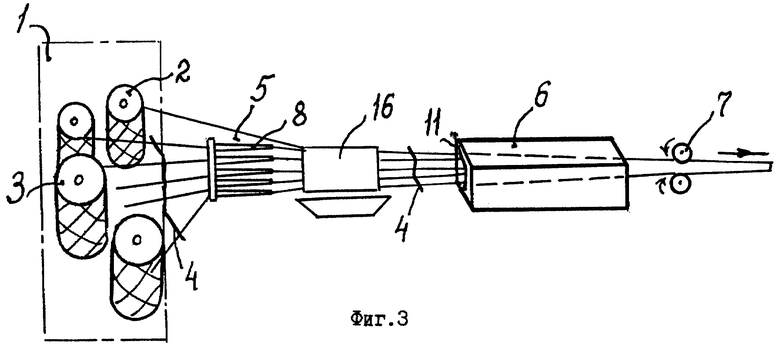
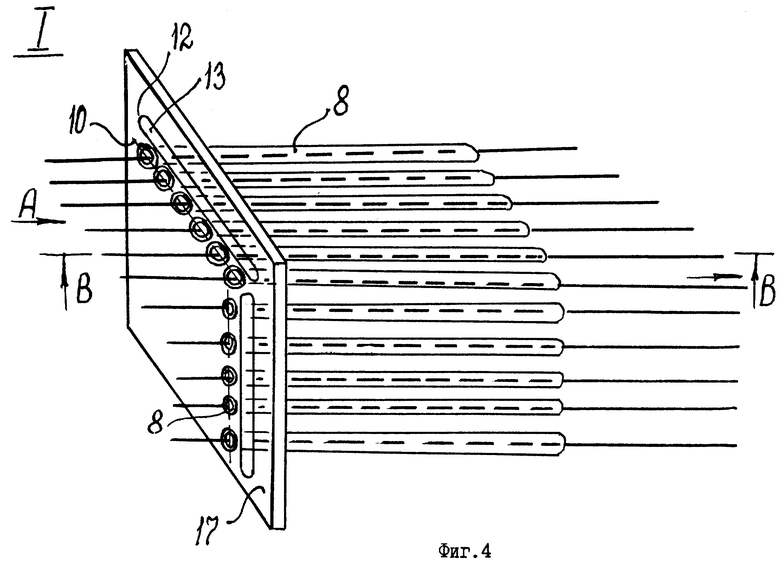
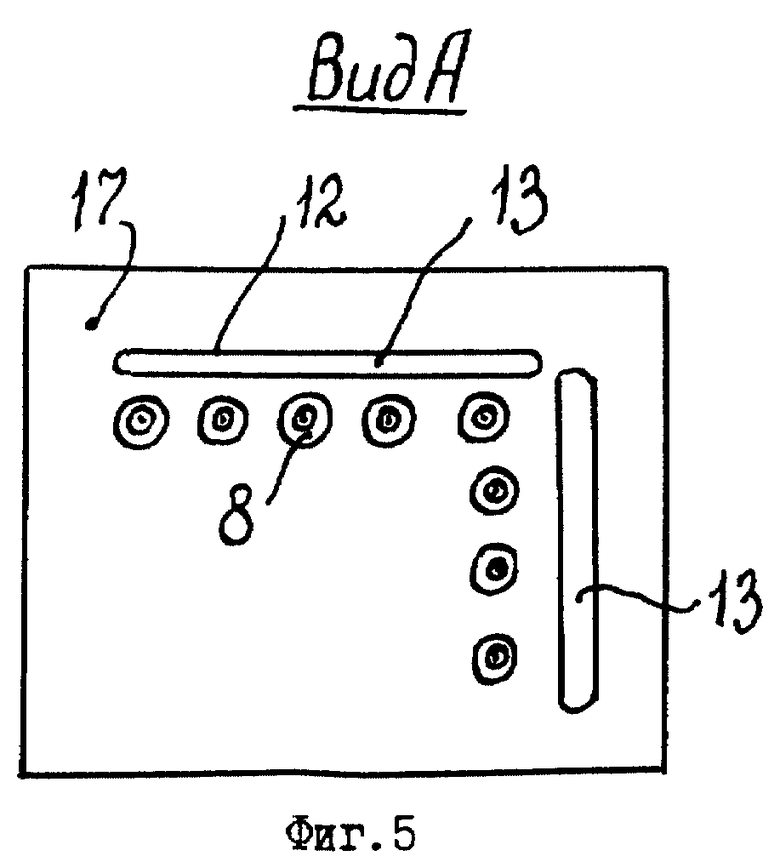
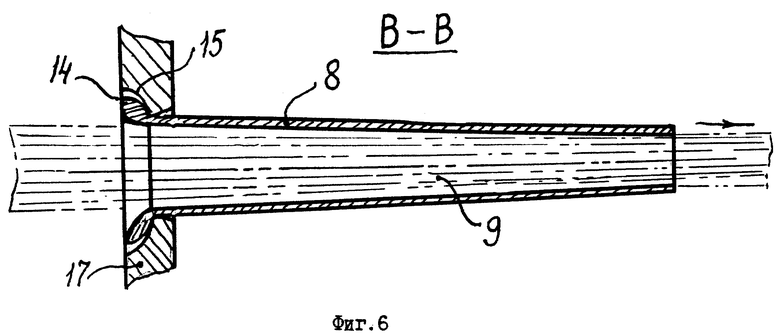
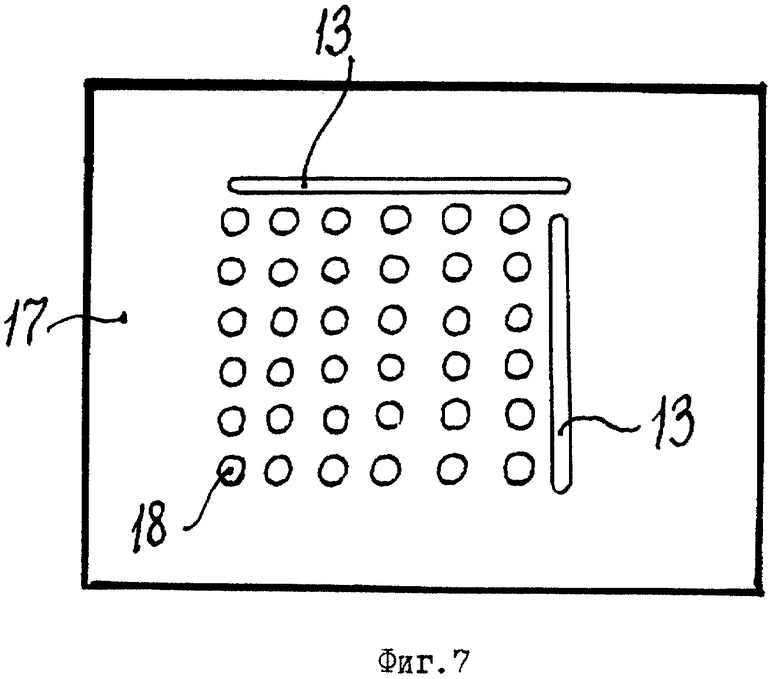
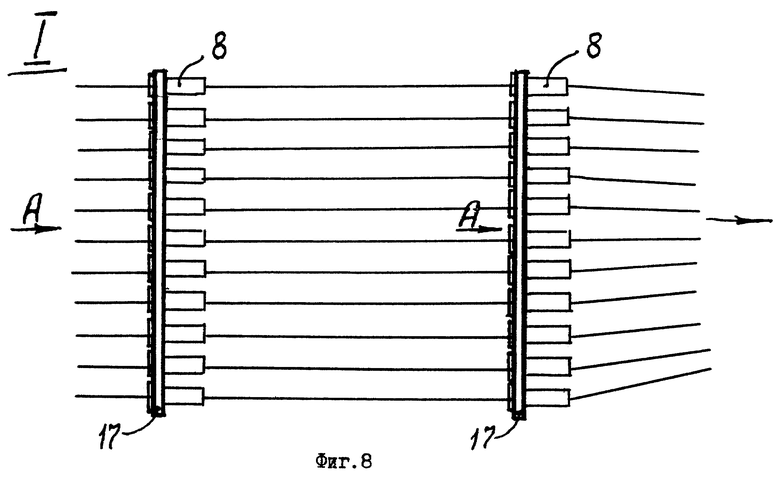
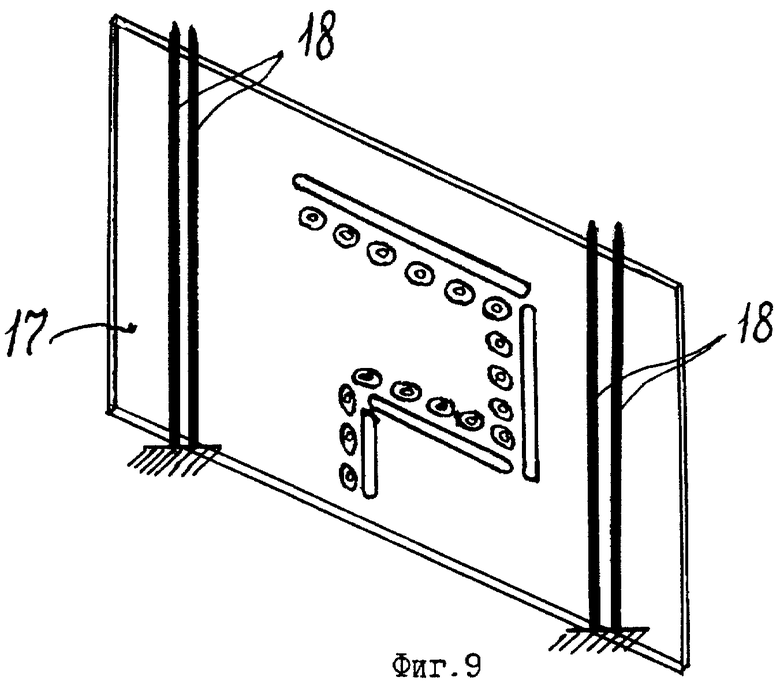
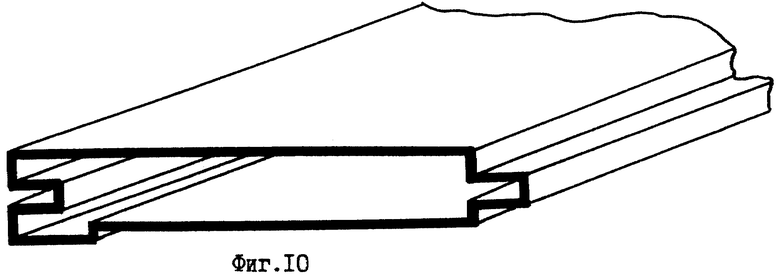
На фиг. 1 представлен общий вид установки для непрерывного изготовления длинномерных профильных изделий из композиционных материалов (вариант I); на фиг. 2 и 3 - варианты II и III установки; на фиг. 4 - формирователь профиля заготовки профильного изделия в увеличенном масштабе с удлиненными трубчатыми направляющими (вид сбоку); на фиг. 5 - вид на формирователь по стрелке A; на фиг. 6 - трубчатая направляющая формирователя с центральным формирующим каналом; на фиг. 7 - типовая пластина формирователя с продольным пазом и множеством отверстий для установки трубчатых направляющих; на фиг. 8 - вариант формирователя из нескольких параллельных пластин, установленных одна за другой в направлении к формующей фильере с укороченными трубчатыми направляющими; на фиг. 9 - схема фиксации пластин формирователя; на фиг. 10 показан типовой профиль профилированного изделия из композиционных материалов, который может быть получен на предлагаемой установке.
Более подробное описание сущности изобретения состоит в следующем.
Установка для непрерывного изготовления длинномерных профильных изделий из композиционных материалов (фиг. 1) содержит шпулярник 1, бобины 2 для продольного ленточного материала типа стекломата, бобины 3 для жгутов или нитей из стекловолокна, направляющие элементы 4, формирователь 5 профиля заготовки профильного изделия, формующую фильеру 6 и тянущее устройство 7. Формирователь 5 профиля заготовки профильного изделия снабжен множеством трубчатых направляющих 8 с центральными формирующими каналами 9, установленными с равномерным распределением по профилю 10 заготовки профильного изделия, конгруэнтного с профилем 11 формующей фильеры 6 и профилем 12, выполненного в нем, продольного паза 13. Трубчатые направляющие 8 формирователя 5 выполнены с возможностью соответствующей самоориентации в направлении формующей фильеры 6 посредством сферичности заплечиков 14, находящихся в лунках 15, при непрерывной протяжке через центральные формирующие каналы 9 под натяжением прядей жгутов или нитей из стекловолокна с бобин 3 и параллельной подаче через продольный паз 13 лент продольного материала типа стекломата с бобин 2. Формирователь 5 профиля 10 заготовки профильного изделия может быть выполнен с пропитывающим устройством 16, установленным на его входе (фиг. 2, вариант II), или установленным на его выходе (фиг. 3, вариант III). Для упрощения использования формирователь 5 может быть выполнен в виде пластины 17 с продольным пазом 13 и отверстиями 18, в которых установлены трубчатые направляющие 8 (фиг. 4,7), или в виде нескольких пластин 17, параллельно установленных одна за другой в направлении к формующей фильере 6 (фиг. 6), с укороченными трубчатыми направляющими 8, выбранными с учетом соотношения длины с диаметром центрального формирующего канала 9 в пределах от 1,5:1 до 2:1. Для удобства использования пластины 17 фиксируются концами между параллельно установленными штырями 18, могут быть выполнены из оргстекла для удобства пользования, визуального наблюдения, просмотра протяжки жгутов или нитей, лент продольного материала.
Использование установки для непрерывного изготовления длинномерных профильных изделий из композиционного материала, ее функционирование в рабочем режиме состоит в следующем.
Жгуты или нити из стекловолокна с бобин 3 в виде прядей заправляют в центральные формирующие каналы 9 трубчатых направляющих 8 формирователей 5, протаскивают через них и через формующую фильеру 6 и закрепляют на тянущем устройстве 7. Соответственно ленточный материал типа стекломата с бобин 2 протягивают через продольный паз 13 формирователя 5 и через формующую фильеру 6 и также закрепляют на тянущем устройстве 7. При заранее пропитанных материалах формующую фильеру 6 установки выводят на заданный режим расплавления и отверждения полимерного связующего. В процессе протяжки тянущим устройством 7 трубчатые направляющие 8 под действием сил натяжения жгутов или нитей самоустанавливаются сферическими заплечиками 14 в лунках 15 в направлении к формующей фильере 6. Пряди жгутов или нитей в центральных формирующих каналах 9 уплотняются при протяжке и занимают точное положение в формующей фильере 6, в которой связующее расплавляется до заданных температур полимеризации и отверждается с приданием готовому изделию заданной геометрической формы. При расплавлении связующее под давлением в фильере 6 заполняет все пустоты с достижением необходимой сплошности. В вариантах, когда производится пропитка материала в самой установке, пряди жгутов или нитей пропускают через пропитывающее устройство 16, установленное на входе (фиг. 2) или на выходе (фиг. 3) формирователя 5. В варианте II фиг. 2 связующее в центральных формирующих каналах 9 трубчатых направляющих 8 в результате обжатия прядей жгутов или нитей движется в них с противотоком движению материала, что улучшает качество пропитки. В варианте III фиг. 3 связующее проникает в радиальном направлении прядей жгутов или нитей за счет проявления эффекта сжатия-расширения материала, что также улучшает качество пропитки. При смене профиля изделия пряди жгутов или нитей переставляются трубчатыми направляющими 8 в другие отверстия 18 с образованием нового профиля 10 заготовки. В вариантах II и III материал дополнительно допропитывается в формующей фильере 6 избытком полимерного связующего, выдавленного под давлением при минимальном его истечении из фильеры 6, с обеспечением полного заполнения пор, сплошности и качества готового изделия. В этих вариантах сопротивление протяжке материала уменьшается и соответственно увеличивается скорость, что повышает производительность установки. На установке для непрерывного изготовления длинномерных профильных изделий, функционирующей с использованием нового технического решения, были изготовлены в режиме высокой производительности особотонкостенные профильные изделия (фиг. 10) из стеклоровингов РБН-20 и стекломатов типа синтепона на основе ненасыщенной полиэфирной смолы ПН-I, обладающие высоким качеством изготовления, не деформирующиеся под воздействием усадочных явлений, приводящих к короблениям, высокопрочные, жесткие и надежные в использовании. Изготовленные образцы профильных изделий из композиционных материалов при испытаниях показали положительные результаты, что подтверждает возможность широкого промышленного использования предложенной установки.
Таким оброзом, новое техническое решение по конструктивному исполнению в предложенных вариантах является новым, высокопроизводительным и эффективным по сравнению с известным уровнем техники, хорошо реализуется, является технологичным при использовании, соответствует и критерию "промышленная применимость", т.е. уровню изобретения.
Объем предлагаемого изобретения следует понимать шире, чем то конкретное выполнение, приведенное в описании, формуле и чертежах. Следует иметь в виду, что форма выполнения изобретения представляет собой только возможные предпочтительные варианты выполнения изобретения в отношении формы, размеров и расположения отдельных элементов, если все это не выходит за пределы объема изобретения, изложенного в пунктах формулы. Кроме того, предлагаемое изобретение не ограничивает применения установки для изготовления изделий, подобных фиг. 10, из прядей жгутов или нитей и лент продольного материала, но и для изготовления подобных изделий только из прядей жгутов или нитей, например полых прокладочных элементов для изолирующего остекления или конструкционных элементов, используемых соответственно в дверных, оконных коробках или рамных конструкциях для нужд строительства.
Изобретение относится к области переработки пластмасс и может быть использовано в устройствах для непрерывного изготовления длинномерных профильных изделий из композиционных материалов способом экструзионного формования термовытяжкой через фильеру. Установка содержит шпулярник с бобинами продольного материала, направляющие элементы, формирователь профиля заготовки профильного изделия, формующую фильеру, пропиточное и тянущее устройства. Формирователь снабжен множеством трубчатых направляющих с центральными формирующими каналами. Направляющие установлены с равномерным распределением по профилю заготовки, соответствующему профилю формующей фильеры. Формирователь выполнен в виде, по меньшей мере, одной пластины с продольным пазом и отверстиями. В отверстиях установлены трубчатые направляющие с возможностью перестановки и самоориентации в направлении формующей фильеры при непрерывной протяжке через них под натяжением прядей жгутов или нитей и параллельной подаче через паз продольного материала. Изобретение позволяет сформировать структуру композиционного материала до подачи ее в формующую фильеру. 6 з.п.ф-лы, 10 ил.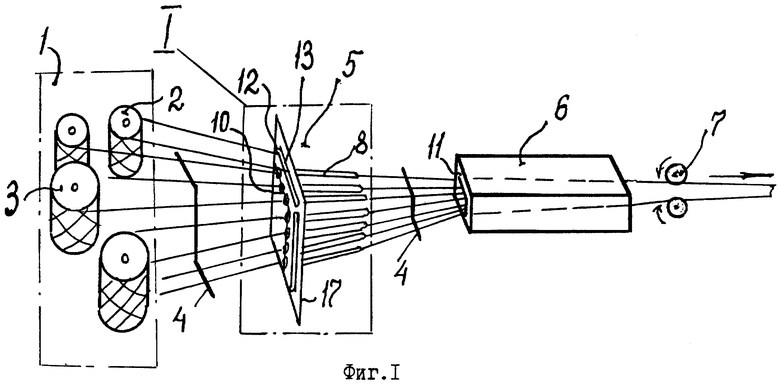
| Установка для изготовления профильных изделий | 1990 |
|
SU1835354A1 |
| 1978 |
|
SU825324A1 | |
| Установка для формования профильных изделий из армированных пластмасс методом протяжки | 1976 |
|
SU629078A1 |
| US 3966388 A, 29.06.1976 | |||
| Способ устранения рецессий десны | 2019 |
|
RU2722262C1 |
| US 4992229 A, 12.02.1991 | |||
| УСТРОЙСТВО ДЛЯ ЗАПРАВКИ НИТЕЙ В ОТДЕЛОЧНОЙ МАШИНЕ | 1993 |
|
RU2049167C1 |

