Изобретение относится к оборудованию для переработки композиционных материалов, в частности для изготовления длинномерных профильных изделий, и может найти применение в химической, электротехнической и других областях народного хозяйства.
Известно также устройство для получения длинномерных изделий из композиционного материала, состоящее из дорна шпулярника с бобинами продольного материала, ванны со связующим, направляющего элемента, обмотчика с бобинами поперечного материала, формующей фильеры и тянущего механизма. Благодаря наличию обмотчика обеспечивается возможность получения сложной схемы армирования изделий, что позволяет получать изделия с высокими прочностными характеристиками. Недостатком указанного устройства является то, что оно не обеспечивает высокое качество при изготовлении изделий со сложными схемами армирования, так как не обеспечивает точность укладки продольных слоев и не сохраняет равномерность их распределения в изделии при деформировании.
Известна установка для непрерывного изготовления длинномерных профильных изделий, содержащая дорн, последовательно установленные вдоль него шпулярник с бобинами продольного материала направляющие элементы, обмотчик с бобинами поперечного материала, средство предварительного формования, профиля, формирующую фильеру и тянущее устройство.
Известное устройство не позволяет формовать части профиля в процессе протяжки материала.
Для решения этой задачи в установке, содержащей дорн, последовательно установленные вдоль него шпулярник с бобинами продольного материала, направляющие элементы, обмотчик с бобинами поперечного материала, средство предварительного формования профиля, формующую фильеру и тянущее устройство, согласно изобретению, средство предварительного формования профиля выполнено в виде по меньшей мере одного радиального подпружиненного вкладыша, установленного с возможностью взаимодействия с дорном, имеющим продольный паз, расположенный в одной плоскости с вкладышем.
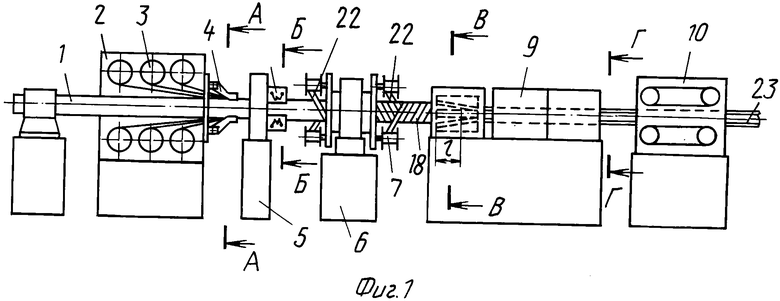
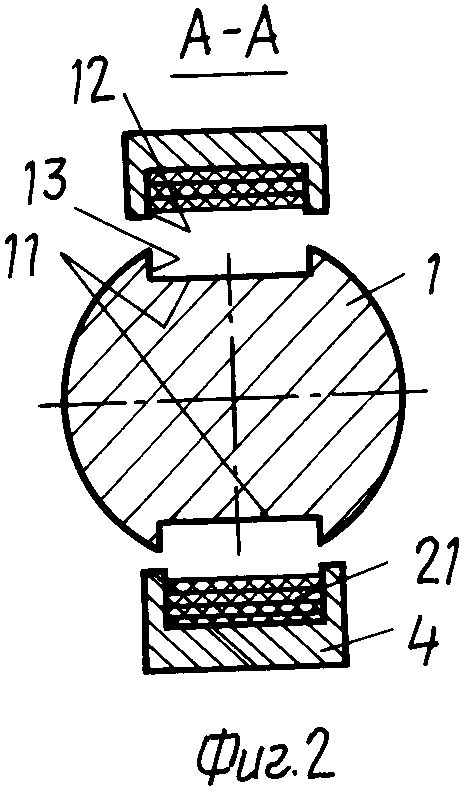
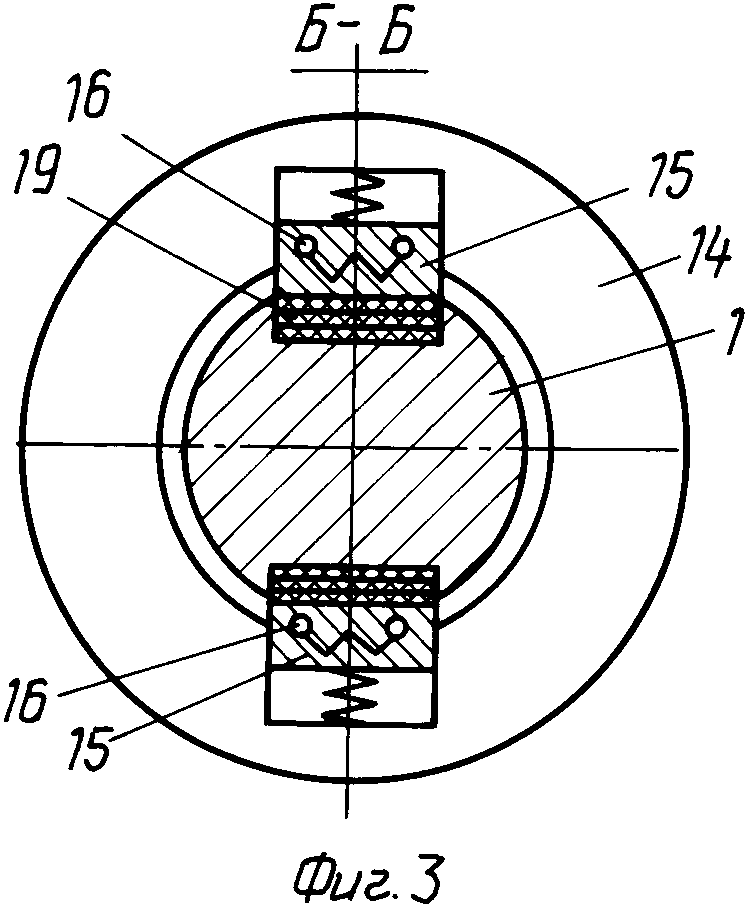
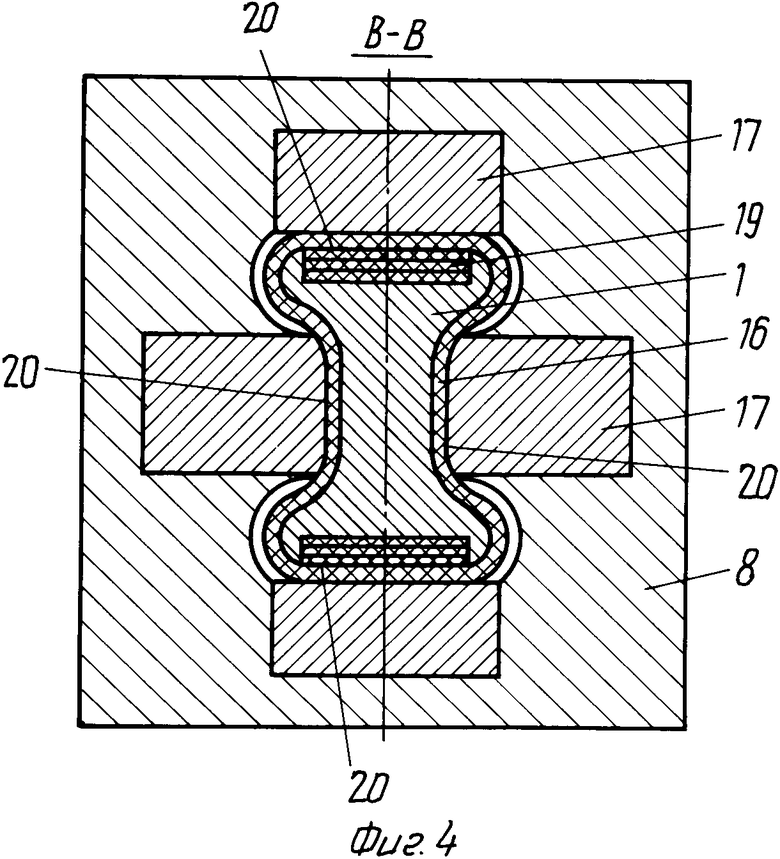
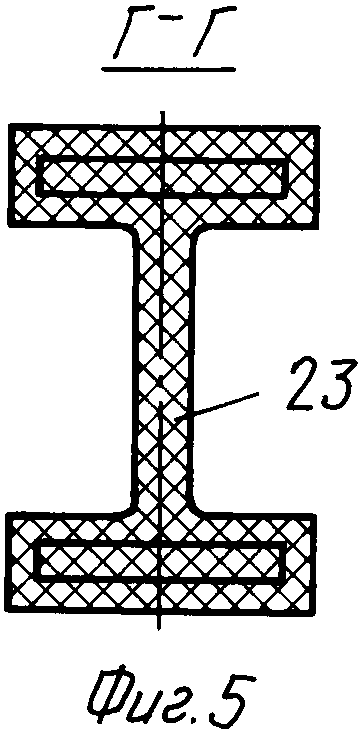
На фиг. 1 изображен общий вид установки; на фиг. 2 - сечение А-А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 1 (узел предварительного формования элемента изделия); на фиг. 4 - сечение В-В на фиг. 1 (узел деформирования полой трубчатой заготовки); на фиг. 5 - сечение Г-Г на фиг. 1 (готовое изделие, один из вариантов).
Установка для непрерывного изготовления длинномерных профильных изделий состоит из дорна 1 и последовательно установленных шпулярника 2 с бобинами 3 продольного материала, направляющих элементов 4, узла предварительного формования 5 элемента изделия, обмотчика 6 с бобинами 7 поперечного материала, узла деформирования 8 полой трубчатой заготовки, формующей фильеры 9 и тянущего устройства 10. Дорн 1 установлен соосно направляющим элементам 4, узлу предварительного формования 5, обмотчику 6, узлу деформирования 8 и заканчивается в узле 8, причем на участке L, находящемся в узле 8, дорн 1 выполнен с плавно изменяющимся сечением. Кроме того, на наружной поверхности дорна 1 выполнена по меньшей мере одна продольная канавка 11. Направляющие элементы 4 и канавка 11 расположены напротив друг друга, причем боковые поверхности 12 элементов 4 расположены в одной плоскости с боковыми поверхностями 13 канавки 11. Узел предварительного формования 5 состоит из корпуса 14, внутри которого напротив канавок 11 установлены подпружиненные вкладыши 15. Внутри вкладышей 15 смонтированы нагреватели 16. В корпусе узла деформирования 8 установлены с зазором относительно дорна 1 вкладыши 17 для прижатия трубчатой заготовки 18 к поверхностям дорна 1 и предварительно сформованного элемента 19 в начальной стадии деформирования на участке L и к элементу 19 изделия на конечной стадии деформирования. Рабочая поверхность 20 вкладышей 17 имеет форму, соответствующую форме рабочей поверхности дорна 1 на участке L. Формующая фильера 9 содержит нагревательные и формующие элементы (на фиг. не показаны).
Работа осуществляется следующим образом. Продольный материал 21 с бобин 3 шпулярника 2 посредством направляющих элементов 4 укладывают в канавки 11 дорна 1 и протягивают через узел предварительного формования 5, обмотчик 6, узел деформирования 8, формующую фильеру 9. Концы продольного материала 21 закрепляют в тянущем устройстве 10. При укладке продольного материала 21 в канавки 11 направляющие элементы 4 ориентируют его в поперечном направлении. Включают нагреватели 16 узла 5 и нагреватели формующей фильеры 9. По достижении заданных температур в узле 5 и фильере 9 одновременно выключают тянущее устройство 10 и обмотчик 6. При прохождении продольного материала 21 через узел предварительного формования 5 вкладыши 15 прижимают материал 21 в канавке 11 к поверхности дорна 1. Происходит разогрев и частичное расплавление термопластичного связующего и уплотнение материала 21 подпружиненными вкладышами 15, т. е. происходит формование элемента 19. При прохождении элемента 19 в зоне обмотчика 6 его обмотывают поперечным материалом с бобин 7, т. е. формируют полую трубчатую заготовку 18. Затем заготовка 18 поступает в узел деформирования 8, где вкладыши 17 на участке L обжимают ее относительно дорна 1 и предварительно сформированного элемента 19 на начальной стадии деформирования, а на конечной стадии деформирования обжимают ее только относительно элементов 19, придавая форму, близкую к сечению готового изделия. В формующей фильере 9 происходит полный прогрев заготовки 18 и окончательное формование изделия 23.
Данная установка обеспечивает формование изделий сложного профиля. (56) Авторское свидетельство СССР N 1004133, кл. В 29 С 53/68, 1983.
Авторское свидетельство СССР N 153560, кл. В 29 С 55/30, 1963.
Использование: переработка композиционных материалов методом протяжки. Сущность изобретения: установка состоит из дорна и последовательно установленных шпулярника с бобинами продольного материала, направляющих элементов, узла предварительного формования элемента изделия, обмотчика с бобинами поперечного материала, узла деформирования полой трубчатой заготовки, формующей фильеры и тянущего устройства. Дорн выполнен с плавно изменяющимся сечением. На наружной поверхности дорна выполнена по меньшей мере одна продольная канавка. Направляющие элементы и канавка расположены напротив друг друга. Боковые поверхности направляющих элементов и боковые поверхности канавки дорна расположены в одной плоскости. 5 ил.
УСТАНОВКА ДЛЯ НЕПРЕРЫВНОГО ИЗГОТОВЛЕНИЯ ДЛИННОМЕРНЫХ ПРОФИЛЬНЫХ ИЗДЕЛИЙ ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ, содержащая дорн, последовательно установленные вдоль него шпулярник с бобинами продольного материала, направляющие элементы, обмотчик с бобинами поперечного материала, средство предварительного формования профиля, формующую фильеру и тянущее устройство, отличающаяся тем, что средство предварительного формования профиля выполнено в виде по меньшей мере одного радиально подпружиненного вкладыша, установленного с возможностью взаимодействия с дорном, имеющим продольный паз, расположенный в одной плоскости с вкладышем.
