Изобретение относится к нефтеперерабатывающей промышленности и может быть использовано для одновременного получения из гидроочищенной дизельной фракции экологически чистого дизельного топлива, удовлетворяющего требованиям по содержанию ароматических углеводородов, и ароматических растворителей "типа Нефрас АР" и "Сольвент нефтяной" с содержанием ароматических углеводородов не менее 98 мас.%.
В результате процесса гидроочистки прямогонных дизельных фракций содержание серы снижается до 0.05-0.2 маc.%, но ароматические углеводороды практически не гидрируются, их концентрация в гидроочищенной дизельной фракции остается на уровне 25-35 маc.%. В то же время содержание ароматических углеводородов в дизельном летнем экологически чистом топливе ДЛЭЧ-В не должно превышать 20 маc.% [Чулков П.В., Чулков И.П. Топлива и смазочные материалы. М.: Политехника, 1996. - 304 с.], за рубежом эти ограничения еще более жесткие - до 10% маc. [Нефтегазовые технологии. 1995. - N2. - С. 52].
Для экстракции аренов из среднедистиллятных нефтяных фракций, в частности из дизельных фракций, предложены способы с использованием различных экстрагентов: фурфурола, производных имидазолина, N,N-диметилимидазолидона, β-метоксипропионитрила и др. [Красногорская Н.Н. и др. Экстракция средних нефтяных фракций. - М.: Химия, 1989. -72 с.]. Основной недостаток всех предложенных способов - недостаточная селективность по отношению к ароматическим углеводородам применяемых экстрагентов и, как следствие, относительно низкая концентрация ароматических углеводородов в экстракте и низкий выход рафината - экологически чистого дизельного топлива.
Наиболее близок по технической сущности и достигаемому эффекту к предлагаемому изобретению - способ получения экологически чистого дизельного топлива путем экстракции ароматических углеводородов гетерогенной смесью растворителей ацетонитрил - пентан - вода [патент РФ 2148070, С 10 G 21/14, 21/20, 1999. БИ 12, 2000].
Недостатком этого способа является невозможность одновременного получения рафинатов, удовлетворяющих требованиям к экологически чистому дизельному топливу по содержанию ароматических углеводородов не более 10 маc.%, и экстрактов с содержанием ароматических углеводородов не менее 98 маc.%, удовлетворяющих требованиям к ароматическим растворителям типа Нефрас АР, Сольвент нефтяной, Solvesso и др.
С целью одновременного получения экологически чистого дизельного топлива и ароматического растворителя предлагается вместо ацетонитрила использовать более селективные растворители - диметилформамид или диметилацетамид и использовать их способность образовывать азеотропные смеси с насыщенными углеводородами экстракта для концентрирования ароматических углеводородов в экстракте путем отгонки насыщенных углеводородов из экстрактной фазы в виде тройных азеотропов насыщенный углеводород - вода - амид.
Таким образом, по предлагаемому способу предусматривается комбинированный процесс экстракции и азеотропной ректификации при регенерации экстрагента из экстрактной фазы.
На чертеже представлена схема одновременного получения экологически чистого дизельного топлива и ароматических растворителей. Сырье - гидроочищенная дизельная фракция и неполярный растворитель (пентан) поступают в нижнюю часть экстракционной колонны (1), в верхнюю часть которой подается водный полярный растворитель (диметилформамид или диметилацетамид, содержащие 3-5 мас.%, воды). Рафинатная фаза поступает в ректификационную колонну (2), где отгоняется пентан, затем в вакуумную колонну (3) для отгонки основной части полярного растворителя. Рафинат - нижний продукт колонны (3) промывается водой в (4) и используется как компонент дизельного топлива.
Экстрактная фаза поступает в колонну (5), где отгоняется пентан, затем в колонну (6), где отделяется фракция до 100oС - азеотропная смесь насыщенных углеводородов экстракта, полярного растворителя (диметилформамида или диметилацетамида) и воды, затем в колонну (7), где отгоняется чистый полярный растворитель (амид) и возвращается в экстрактор (1). Нижний продукт колонны (7) после промывки водой в колонне (8) может быть использован в качестве нефтяного ароматического растворителя. Промывная вода из колонн (4) и (8) поступает в колонну (9), где отделяется от полярного растворителя и возвращается в цикл.
В табл. 1 представлены условия пятиступенчатой противоточной экстракции ароматических углеводородов из гидроочищенной дизельной фракции со следующими физико-химическими показателями:
пределы кипения - 222-375oС
показатель преломления - nD 20=1.4684
плотность - ρ
содержание ароматических углеводородов - 24.8 маc.%
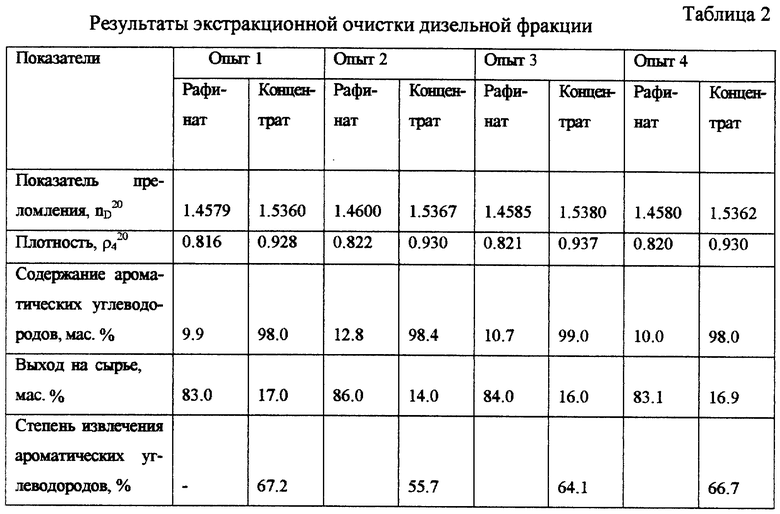
Как следует из данных, представленных в табл.2, по предлагаемому способу возможно одновременное получение как экологически чистого дизельного топлива, удовлетворяющего требованиям по содержанию ароматических углеводородов, так и ароматического концентрата, содержащего 98-99 маc.% ароматических углеводородов, что удовлетворяет самым жестким требованиям к нефтяным ароматическим растворителям.
Полученные рафинаты содержат от 9.9 до 12.8 маc.% ароматических углеводородов и соответствуют требованиям к экологически чистому дизельному топливу ДЛЭЧ-В (не более 20 мас.% ароматических углеводородов по ТУ 38.1011348-90, изм. 1), а рафинат от опыта 1 соответствует перспективным экологическим требованиям (не более 10% маc. ароматических углеводородов).
По прототипу также возможно получение экологически чистого дизельного топлива, однако полученные при этом экстракты не могут быть использованы как ароматические нефтяные растворители типа Нефрас АР 150/330, поскольку концентрация ароматических углеводородов в экстрактах составляет лишь 78.5-94.9 мас. %, что значительно ниже требуемых 98-99 маc.% (см. материалы прототипа: патент РФ 2148070, табл. 2).
Сравнение результатов опыта 2 настоящей заявки и опыта 7 прототипа, проведенных при одинаковом соотношении полярный экстрагент: сырье 3:1 и пентан: сырье 1: 1, подтверждает большую эффективность заявленного способа: содержание ароматических углеводородов в рафинате и экстракте 12.8 и 98.4 мас.% против 14.5 и 78.5 мас.% по прототипу.
Выход рафината по прототипу также значительно ниже, чем по предлагаемому способу: так при концентрации ароматических углеводородов в рафинате 9.6 и 9.8 мас. % выход рафината составляет лишь 79.5 и 77.2% соответственно, в то время как по предлагаемому способу при близкой концентрации ароматических углеводородов в рафинате 9.9 маc.% выход его на сырье составляет 83%, что на 3.5 и 5.8% выше, чем по прототипу.
Пример 1.
В нижнюю часть насадочной экстракционной колонны эффективностью 5 теоретических ступеней подают при температуре 30oС гидроочищенную дизельную фракцию (расход 100 г/ч) и пентан (100 г/ч), а в верхнюю часть - диметилацетамид с 5 мас.% воды (расход 400 г/ч). В результате противоточной экстракции после выхода на стабильный режим отбираются одновременно рафинатная и экстрактная фазы (189 и 411 г соответственно).
Из рафинатной фазы отгоняют на ректификационной колонне эффективностью 20 теоретических тарелок в качестве верхнего погона пентан (76.7 г), затем диметилацетамид (30.2 г, в том числе 1.5 г воды). Кубовый остаток колонны - рафинат (82.1 г, в том числе 8.1 г ароматических углеводородов, 9.9 маc.%).
Из экстрактной фазы последовательно отгоняют на ректификационной колонне (20 тт) пентан (23.3 г), азеотропную смесь диметилацетамид (6.5 г) + насыщенные углеводороды экстракта (0.9 г) + вода (18.5 г), чистый диметилацетамид (344.8 г). Кубовый остаток (16.97 г) содержит 98% сульфирующихся и может быть использован как ароматический нефтяной растворитель Нефрас АР 150-330.
Пример 2.
В нижнюю часть насадочной экстракционной колонны эффективностью 5 теоретических ступеней подают при температуре 30oС гидроочищенную дизельную фракцию (расход 100 г/ч) и пентан (100 г/ч), а в верхнюю часть - диметилацетамид с 5 маc.% воды (расход 300 г/ч). В результате противоточной экстракции после выхода на стабильный режим отбираются одновременно рафинатная и экстрактная фазы (175 и 325 г соответственно).
Из рафинатной фазы отгоняют на ректификационной колонне эффективностью 20 теоретических тарелок в качестве верхнего погона пентан (80.6 г), затем диметилацетамид (8.4 г, в том числе 1.0 г воды). Кубовый остаток колонны - рафинат (85.5 г, в том числе 11 г ароматических углеводородов 12.85 маc.%).
Из экстрактной фазы последовательно отгоняют на ректификационной колонне (20 тт) пентан (19.4 г), азеотропную смесь диметилацетамид (5.6 г) + насыщенные углеводороды экстракта (0.47 г) + вода (14.0 г), чистый диметилацетамид (271.4 г). Кубовый остаток (14.03 г) содержит 98.4% сульфирующихся и может быть использован как ароматический нефтяной растворитель Нефрас АР 150-330.
Пример 3.
В нижнюю часть насадочной экстракционной колонны эффективностью 5 теоретических ступеней подают при температуре 30oС гидроочищенную дизельную фракцию (расход 100 г/ч) и пентан (150 г/ч), а в верхнюю часть - диметилацетамид с 5 мас.% воды (расход 500 г/ч). В результате противоточной экстракции после выхода на стабильный режим отбираются одновременно рафинатная и экстрактная фазы (234.8 и 515.2 г соответственно).
Из рафинатной фазы отгоняют на ректификационной колонне эффективностью 20 теоретических тарелок в качестве верхнего погона пентан (125.6 г), затем диметилацетамид (25.9 г, в том числе 1.3 г воды). Кубовый остаток колонны - рафинат (83.3 г, в том числе 8.9 г ароматических углеводородов - 10.7 маc. %).
Из экстрактной фазы последовательно отгоняют на ректификационной колонне (20 тт) пентан (24.4 г), азеотропную смесь диметилацетамид (6.0 г) + насыщенные углеводороды экстракта (0.65 г) + вода (23.7 г), чистый диметилацетамид (444.4 г). Кубовый остаток (16.05 г) содержит 99% сульфирующихся и может быть использован как ароматический нефтяной растворитель Нефрас АР 150-330.
Пример 4.
В нижнюю часть насадочной экстракционной колонны эффективностью 5 теоретических ступеней подают при температуре 30oС гидроочищенную дизельную фракцию (расход 100 г/ч) и пентан (100 г/ч), а в верхнюю часть - диметилформамид с 3 маc.% воды (расход 400 г/ч). В результате противоточной экстракции после выхода на стабильный режим отбираются одновременно рафинатная и экстрактная фазы (162.8 и 437.2 г соответственно).
Из рафинатной фазы отгоняют на ректификационной колонне эффективностью 20 теоретических тарелок в качестве верхнего погона пентан (69.3 г), затем диметилформамид (11 г, в том числе 0.3 г воды). Кубовый остаток колонны - рафинат (82.5 г, в том числе 8.25 г ароматических углеводородов - 10.0 маc. %).
Из экстрактной фазы последовательно отгоняют на ректификационной колонне (20 тт) пентан (30.7 г), азеотропную смесь диметилформамид (8.0 г) + насыщенные углеводороды экстракта (0.85 г) + вода (23.7 г), чистый диметилформамид (381 г). Кубовый остаток (16.9 г) содержит 98% сульфирующихся и может быть использован как ароматический нефтяной растворитель Нефрас АР 150-330.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОДНОВРЕМЕННОГО ПОЛУЧЕНИЯ ЭКОЛОГИЧЕСКИ ЧИСТОГО РЕАКТИВНОГО ТОПЛИВА И АРОМАТИЧЕСКОГО РАСТВОРИТЕЛЯ | 2000 |
|
RU2177024C1 |
| СПОСОБ ПОЛУЧЕНИЯ ЭКОЛОГИЧЕСКИ ЧИСТОГО ДИЗЕЛЬНОГО ТОПЛИВА | 1999 |
|
RU2148070C1 |
| СПОСОБ ЭКСТРАКЦИИ АРОМАТИЧЕСКИХ УГЛЕВОДОРОДОВ ИЗ КЕРОСИНОВОЙ ФРАКЦИИ | 1999 |
|
RU2150450C1 |
| СПОСОБ ВЫДЕЛЕНИЯ АРОМАТИЧЕСКИХ УГЛЕВОДОРОДОВ ИЗ ДЕПАРАФИНИРОВАННОЙ ФРАКЦИИ 200 - 320C | 1997 |
|
RU2139910C1 |
| СПОСОБ ОЧИСТКИ ДИЗЕЛЬНОЙ ФРАКЦИИ | 2009 |
|
RU2429276C2 |
| СПОСОБ ПОДГОТОВКИ СЫРЬЯ ДЛЯ ПРОЦЕССОВ КАТАЛИТИЧЕСКОГО КРЕКИНГА И ГИДРОКРЕКИНГА | 2001 |
|
RU2203306C2 |
| СПОСОБ ВЫДЕЛЕНИЯ АРОМАТИЧЕСКИХ УГЛЕВОДОРОДОВ C-C И РЕФОРМИРОВАННОГО КОМПОНЕНТА БЕНЗИНА ИЗ РИФОРМАТА БЕНЗИНОВОЙ ФРАКЦИИ | 2004 |
|
RU2256691C1 |
| СПОСОБ ОЧИСТКИ ВАКУУМНЫХ ГАЗОЙЛЕЙ С ОДНОВРЕМЕННЫМ ПОЛУЧЕНИЕМ СЫРЬЯ ДЛЯ ПРОИЗВОДСТВА ТЕХНИЧЕСКОГО УГЛЕРОДА | 2002 |
|
RU2221836C1 |
| СПОСОБ ОЧИСТКИ ВАКУУМНЫХ ГАЗОЙЛЕЙ И МАЗУТОВ | 2004 |
|
RU2275413C1 |
| СПОСОБ ПОЛУЧЕНИЯ НИЗКООКТАНОВЫХ И ВЫСОКООКТАНОВЫХ БЕНЗИНОВ И БЕНЗОЛА ИЗ КАТАЛИЗАТОВ РИФОРМИНГА ШИРОКИХ БЕНЗИНОВЫХ ФРАКЦИЙ | 1997 |
|
RU2113453C1 |

Изобретение относится к нефтеперерабатывающей промышленности и может быть использовано для одновременного получения из гидроочищенной дизельной фракции экологически чистого дизельного топлива, удовлетворяющего требованиям по содержанию ароматических углеводородов, и ароматических растворителей "типа Нефрас АР" и "Сольвент нефтяной" с содержанием ароматических углеводородов не менее 98 мас.%. Способ заключается в экстракции ароматических углеводородов из гидроочищенной дизельной фракции двумя растворителями - полярным и неполярным (пентаном), причем в качестве полярного растворителя используют диметилформамид или диметилацетамид, содержащий 3-5 мас.% воды, при массовом соотношении к сырью 3-5:1, соотношении пентана к сырью 1-1,5:1, а концентрирование экстракта до 98-99 мас.% достигается в колонне регенерации растворителей путем азеотропной ректификации экстрактной фазы с полярным растворителем, присутствующим в экстрактной фазе. Способ позволяет получать экологически чистое дизельное топливо и ароматический растворитель высокого качества. 2 табл., 1 ил.
Способ одновременного получения экологически чистого дизельного топлива и ароматического растворителя Нефрас АР-150/330 путем жидкостной экстракции гидроочищенной дизельной фракции двумя растворителями - полярным и неполярным (пентаном), отличающийся тем, что в качестве полярного растворителя используют диметилформамид или диметилацетамид, содержащий 3-5 мас. % воды, при массовом соотношении к сырью 3-5: 1, соотношении пентана к сырью 1-1,5: 1, а концентрирование аренов в экстракте достигается в колонне регенерации растворителей путем азеотропной ректификации экстрактной фазы с полярным растворителем, присутствующим в экстрактной фазе.
| СПОСОБ ПОЛУЧЕНИЯ ЭКОЛОГИЧЕСКИ ЧИСТОГО ДИЗЕЛЬНОГО ТОПЛИВА | 1999 |
|
RU2148070C1 |
| US 3249532 А, 03.05.1966 | |||
| Способ очистки масляных фракций нефти | 1981 |
|
SU1011673A1 |
| Способ получения углеводородных растворителей | 1985 |
|
SU1313865A1 |

