Изобретение относится к технике изготовления объемных изделий из гофрированной бумаги при подаче материала на вращающуюся оправку путем сгибания продольной складки с последующей ее деформацией, может быть использовано для фальцовки и предназначено для изготовления декоративных, отделочных изделий из гофрированной бумаги в листах и рулонной.
Уровень техники данной области характеризуют устройства, содержащие средство гофрирования листового материала, включающее установленную в корпусе симметрично продольной направляющей для материала пару кулачково-рычажных механизмов с прижимными пластинами захватов подающего механизма, кинематически связанного с отсекателем (см., например, SU 1777145, В 41 F 1/24, 1989 и патент RU 1837019, В 31 F 1/24, опубл. 30.08.93 в бюл. 32).
Недостатком указанных устройств является узкоцелевое назначение для изготовления патронных мембранных фильтров из бумаги, в которых формируют последовательным складыванием материала гофры идентичного профиля при подаче их с уплотнением в корпус патрона.
Для калибровки и упрочнения формируемого фильтра пространственным изменением профиля гофрированного листа, в частности продольной фальцовкой, необходимо специальное устройство, устанавливаемое дополнительно к описанному, что усложняет конструкцию, наладку и обслуживание, повышая потребительскую стоимость изделий.
Более универсальным комплексным устройством складывания листового материала при его подаче в технологический узел механической обработки профиля, которое выбрано по числу совпадающих признаков в качестве наиболее близкого аналога, является изобретение SU 1807943, В 29 С 65/02, опубл. 07.04.93 в бюл. 13.
Известное устройство для сварки пленки из термопластичного материала предназначено для изготовления широкой номенклатуры изделий в виде папок, пакетов, оберток книг и тетрадей, которые имеют поперечные карманы, автоматически формируемые складыванием листа при его подаче, и технологический узел сварки, выполненный в форме приводных барабанов, на которых смонтированы пластинчатые электронагреватели.
Это устройство включает роликовый механизм штучной подачи листов из питателя, оснащенного отсекателем, в продольную направляющую рамку в виде тупиковой щели со скосом на выходе, примыкающим к прижимным роликам, за которыми установлена пара сварочных барабанов - технологический узел механической обработки сложенного листа. Сварочные барабаны являются тянущими и служат для выдачи готового изделия.
Регулировкой длины тупиковой направляющей рамки изменяют величину необходимой складки листа, формируемой на скосе из избытка подаваемого материала, а месторасположением и ориентированием нагревателей относительно технологических барабанов выбирают форму карманов и вид сварных швов.
Устройство по прототипу представляет собой комплексную агрегатированную конструкцию по производству готовых изделий объемной формы из термопластичной пленки.
Однако недостатками известного устройства являются ограничения производительности и функциональных возможностей, которые являются следствием технологической схемы работы конструкции с тупиковой продольной направляющей и скосом на выходе, что позволяет складывать листовой материал только поперек и с обязательным, практически удвоенным холостым ходом, так как складка формируется на заднем конце листа при подаче его петли по скосу к прижимному роликовому механизму.
При этом не представляется технически возможным выполнить фальцовку с торца гофрированного листа, негибкого вдоль гофр, который автоматически не сложится на скосе, а при принудительном складывании механическим отсекателем (как в прототипе) - сомнется и сложится неровно.
Задачей, на решение которой направлено настоящее изобретение, является усовершенствование известной конструкции для складывания листового материала, чтобы обеспечить простыми средствами совмещенную с подачей материала торцевую фальцовку гофрированного материала с заданными геометрией и качеством, то есть расширение функциональных возможностей и производительности работ.
Требуемый технический результат достигается тем, что в известном устройстве для складывания листов, содержащем продольную направляющую рамку со скосом и прижимной роликовый механизм подачи, продольная направляющая рамка выполнена в виде сквозного паза под толщину обрабатываемого гофрированного бумажного листа в скосе конической формы, трубчатый выход которого примыкает к смонтированному на подпружиненном рычаге прижимному ролику, геометрически замкнутому торцом внутри профиля приводной фрикционной катушки.
Отличительные признаки обеспечили плавное автоматическое, равномерное по торцу складывание листового материала при его продольной подаче в прижимной роликовый механизм, который дополнительно деформирует край листа растяжением гофров по синусоидальной циклоиде, конгруэнтной развертке окружности рифлений приводной катушки, что является новизной качества, новым сверхэффектом, неприсущим признакам в их разобщенности, то есть получен аффект суммы, а не сумма эффектов.
Роликовый прижимной механизм предложенной конструкции, кроме основной функции по подаче листа, выполняет дополнительную - рихтовку гофр фальца растяжением и объемное оформление торца материала.
Совмещение продольной направляющей рамки, выполненной в виде сквозной щели, с коническим скосом позволило механизировать складывание гофрированной бумаги по торцу с заданным качеством фальца в листах и рулонной.
В коническом скосе, наклоненном к прижимному механизму, конфигурация которого является предметом "ноу-хау", автоматически происходит фальцовка торца гофрированного бумажного листа без заминов и деформаций во время подачи основного материала сквозь продольную щелевую рамку к механизму прижима. При этом на трубчатом выходе скоса получают равномерную складку заданной ширины, поступающую непосредственно и прижимной механизм на последующую механическую обработку.
Форма элементов прижимного механизма и их пространственное взаиморасположение, а именно силовое замыкание прижимного ролика посредством подпружиненного двуплечего рычага к фрикционной приводной катушке, профилем которой осуществляется геометрическое замыкание торца ролика, обеспечивают совмещение функций подачи материала с рихтовкой его рифлей, и результате чего край листа растягивается и под действием упругих сил материала формируется волнообразный профиль гладкого торца продольного фальца гофрированного листа по форме синусоидальной циклоиды.
Следовательно, каждый признак необходим, а их совокупность в устойчивой взаимосвязи являются достаточными для решения поставленной задачи по достижению требуемого результата с заданным эффектом при новом техническом и технологическом качестве.
Сущность изобретения поясняется графическим материалом, который имеет чисто иллюстративное назначение и не ограничивает объема прав совокупности признаков формулы и где изображены:
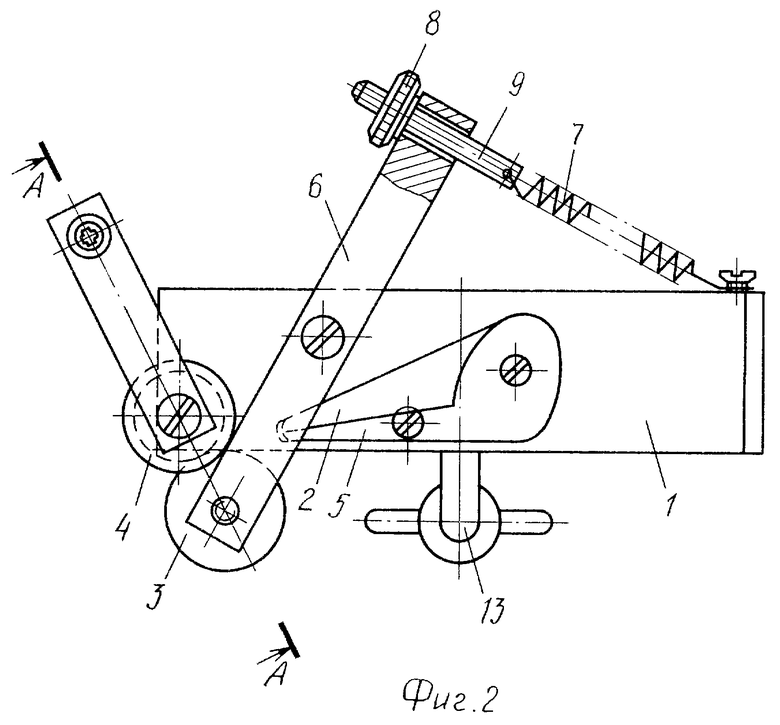
на фиг.1 - фото предложенного устройства;
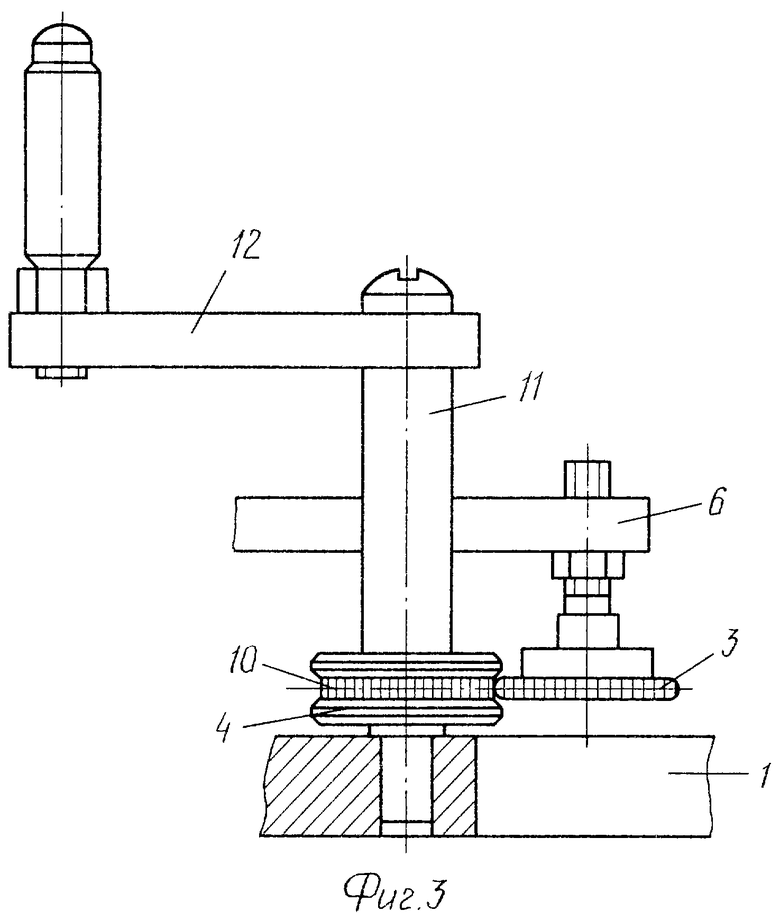
на фиг.2 - вид сверху;
на фиг.3 - разрез по А-А на фиг.2.
В описании предложенной конструкции устройства представлен пример выполнения ручного приспособлении для поперечной фальцовки гофрированной бумаги, предназначенной для декорирования букетов цветов, ящиков и горшков с домашними растениями, для изготовления оболочек бытовых изделий, украшений и гирлянд.
На основании 1 закреплен конический скос 2 с поверхностью, имеющей низкий коэффициент трения, например, из полированного листа нержавеющей стали, наклоненный в сторону прижимного механизма 3-4. Конический скос 2 установлен с продольным относительно основания 1 сквозным зазором, выполняющим функции направляющей рамки 5 для подачи гофрированной бумаги.
Прижимной ролик 3 смонтирован на двуплечем рычаге 6, нагруженном с противной стороны пружиной 7, оснащенной регулировочным винтом 8 тяги 9. Прижимной ролик 3 торцом примыкает к рифленой канавке 10 приводной катушки 4 (фиг.3), образуя тянуще-гибочное средство.
Приводная катушка 4 установлена на оси 11 рукоятки 12.
Основание 1 комплектуется струбциной 13 для крепления устройства к столешнице или любой несущей рабочей плоскости.
Усилие прижима ролика 3 к катушке 4 для протягивания деформируемого бумажного гофрированного материала без проскальзывания и разрывов выбирают посредством вращения винта 8 в ту или другую сторону, изменяя при этом длину тяги 9 и, следовательно, регулируя упругость пружины 7.
Функционирует устройство следующим образом. Бумажный лист, штучный или из рулона, с поперечными рифлями заправляют торцом в конический скос 2 и перемещают вдоль направляющей рамки 5 к прижимному механизму 3-4. При этом торец листа плавно сгибается по конической поверхности скоса 2, и на трубчатом его выходе формируется продольный фальц поперек гофров адекватного размера.
Далее за нижнее по чертежу плечо рычага 6 ролик 3 отводят от катушки 4, а в образовавшийся зазор подают сформированный в скосе 2 фальц на торце гофрированного материала. Затем освобождают рычаг 6: под действием упругости пружины 7 ролик 3 возвращается в исходное положение к катушке 4, где прижимает к ее рифленой канавке фальц бумажного гофрированного листа.
Вращением катушки 4 посредством рукоятки 12 через ось 11 протягивают фальц, который непрерывно автоматически формируется в коническом скосе 2 за счет разложения сил подачи основного материала вдоль рамки 5. При этом сложенный вдвое гофрированный лист в прижимном механизме 3-4 выравнивается и относительно увеличивается по длине за счет динамического разглаживания гофров, образовывая своеобразный волан по торцу обрабатываемого листа из знакопеременных циклоид.
В случае необходимости подобный профиль листового гофрированного материала с продольной складкой формируют на противоположной его стороне, повторяя вышеописанные операции со свободным торцом листа.
Следует отметить, что после обработки гофрированный материал приобретает дополнительную конструкционную жесткость за счет арок циклоид из двойного листа складок на торце и остаточных напряжений деформаций в сопряжениях геометрически различных пространственных фигур поверхности материала.
Полученный материал характеризуется конструкторско-художественным единством декоративного стильного дизайна для отделки бытовых изделий малых форм (абажуров светильников, кашпо, игрушек, гирлянд и т.п.) и для художественной упаковки букетов цветов.
Предложенное устройство просто по конструкции, в наладке и надежно при эксплуатации, имеет низкую себестоимость изготовления, мобильно и компактно в работе, обеспечивает отличное качество отделочного материала сложной пространственной формы.
Сопоставительный анализ предложенного технического решения с выявленными аналогами уровня техники, из которого явным образом не следует для специалиста отрасли, показал, что оно неизвестно, а с учетом возможности промышленного тиражирования, можно сделать вывод о соответствии критериям патентоспособности.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОБРАБОТКИ РУЛОНА МАТЕРИАЛА И СИСТЕМА ОБРАБОТКИ РУЛОННОГО МАТЕРИАЛА | 1995 |
|
RU2100208C1 |
| Фальцевально-резальный аппарат рулонных ротационных печатных машин | 1983 |
|
SU1155470A1 |
| Установка для изготовления плоских пакетов | 1989 |
|
SU1722875A1 |
| СПОСОБ И УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ФАЛЬЦОВАННОГО ЛИСТА | 2008 |
|
RU2433944C2 |
| УСТРОЙСТВО для ИЗГОТОВЛЕНИЯ ФОРЗАЦЕВ | 1970 |
|
SU282288A1 |
| ПРОФИЛИРУЮЩИЙ СТАНОК | 1991 |
|
RU2008114C1 |
| УСОВЕРШЕНСТВОВАННЫЙ СПОСОБ И УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ГОФРИРОВАННОГО КАРТОНА | 2011 |
|
RU2575082C2 |
| Стенд для сборки и дуговой сварки стыка полотнищ | 1987 |
|
SU1459883A1 |
| МАШИНА ДЛЯ ФОРМИРОВАНИЯ КОРОБОК | 2017 |
|
RU2790315C2 |
| РОТАЦИОННАЯ МАШИНА ДЛЯ ИЗГОТОВЛЕНИЯ ТЕТРАДЕЙ | 1934 |
|
SU58279A1 |
Устройство относится к технике изготовления объемных изделий из гофрированной бумаги и может быть использовано для складывания листов. В устройстве для складывания листов, содержащем продольную направляющую рамку со скосом и прижимной роликовый механизм подачи, продольная направляющая рамка выполнена в виде сквозного паза под толщину обрабатываемого гофрированного бумажного листа в скосе конической формы, трубчатый выход которого примыкает к смонтированному на подпружиненном рычаге прижимному ролику, геометрически замкнутому торцом внутри профиля приводной фрикционной катушки. Данные признаки обеспечивают плавное автоматическое, равномерное по торцу складывание листового материала при его продольной подаче в прижимной роликовый механизм, который дополнительно деформирует край листа растяжением гофров. 3 ил.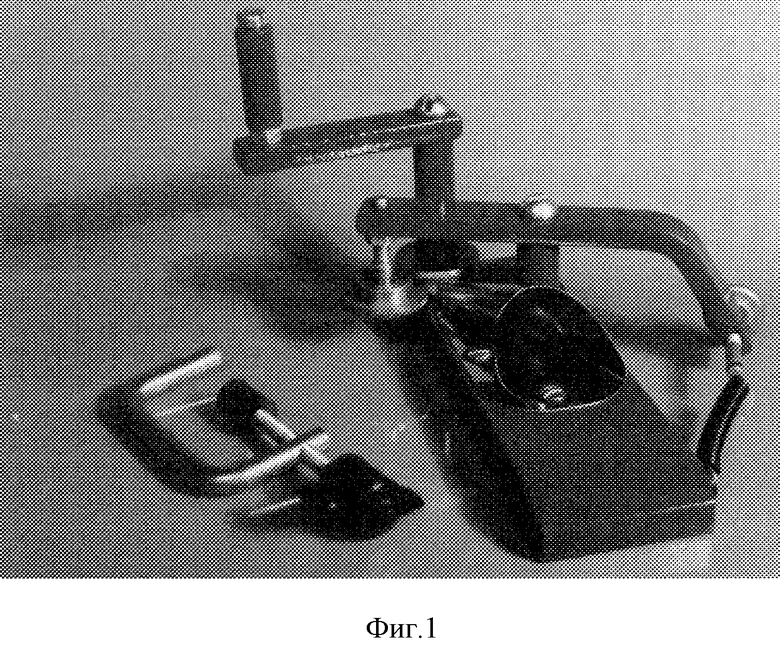
Устройство для складывания листов, содержащее продольную направляющую рамку со скосом и прижимной роликовый механизм подачи, отличающееся тем, что продольная направляющая рамка выполнена в виде сквозного паза под толщину обрабатываемого гофрированного бумажного листа в скосе конической формы, трубчатый выход которого примыкает к смонтированному на подпружиненном рычаге прижимному ролику, геометрически замкнутому торцом внутри профиля приводной фрикционной катушки.
| Устройство для сварки термопластичной пленки | 1991 |
|
SU1807943A3 |
| АМФИБИЯ | 2007 |
|
RU2520665C2 |
| US 3494265 А, 01.02.1968 | |||
| СПОСОБ УЧЕТА НЕФТЕОКИСЛЯЮЩИХ БАКТЕРИЙ В МОРСКОЙ ВОДЕ | 2012 |
|
RU2520084C2 |
| US 3962958 А, 15.06.1976. | |||

