Изобретение относится к технологии изготовления микроканальных пластин (МКП) с повышенными коэффициентом усиления, отношением сигнал/шум, разрешающей способностью и может быть использовано в производстве МКП.
Известен способ нанесения входного контактного электрода (КЭ) вакуумным испарением, включающий планетарное вращение заготовок МКП относительно неподвижного испарителя металла (см. патент US 3974411, МПК7 H 01 J 43/00, опубл. 10.08.1976 г.) для создания равномерного по глубине покрытия в каналах МКП.
Недостатком такого способа является снижение эффективности первого соударения входного электронного потока со стенками каналов МКП из-за низкого коэффициента вторичной электронной эмиссии материала КЭ, равного 0,8-0,9.
Наиболее близким к заявляемому изобретению является способ изготовления МКП, включающий формирования входного КЭ вращением испарителя металла относительно неподвижных заготовок МКП, причем ось МКП расположена под углом к оси вращения испарителя (см. патент США 5776538, МПК7 B 05 D 5/12, С 23 С 16/00, опубл. 7.07.1998).
Недостатком такого способа является формирование различного по глубине контактного покрытия на всей входной поверхности канала, что не исключает первого соударения входного электрона с материалом КЭ в канале и не приводит к уменьшению прозрачности входа МКП.
Задачей предлагаемого технического решения является повышение эффективности первого соударения электронов со стенками каналов, увеличение прозрачности входа и уменьшение разброса по глубине первого соударения.
Технический результат заключается в увеличении коэффициента усиления, увеличении отношения сигнал/шум, увеличении разрешающей способности МКП.
Этот технический результат достигается тем, что в известном способе изготовления МКП, включающим расположение испарителя и заготовки микроканальный пластины под углом и вакуумное напыление на ее входную поверхность металлического контактного электрода, согласно изобретению заготовку микроканальной пластины устанавливают относительно неподвижного испарителя под таким углом наклона, чтобы максимальная глубина напыленного металлического контактного электрода внутри каналов микроканальной пластины находилась на образующей, составляющей тупой угол с большой полуосью эллипса, образованного сечением канала торцевой плоскостью, а напыление металлического контактного электрода осуществляют при вращении заготовки микроканальной пластины вокруг неподвижного испарителя, при этом заготовка микроканальной пластины неподвижна относительно своей оси, при этом заготовку микроканальной пластины устанавливают относительно испарителя под таким углом наклона, чтобы глубина напыленного металлического контактного электрода внутри каналов микроканальной пластины составляла 1,5-2 диаметра канала.
Данный способ позволит повысить эффективность первого соударения электронов со стенками каналов, увеличить прозрачность входа и уменьшить разброс по глубине первого соударения.
Сущность изобретения поясняется чертежом, где показано взаимное расположение заготовки МКП и испарителя в процессе напыления.
Напыление металла осуществляют из неподвижного направленного электронного испарителя 1, который установлен под углом к торцевой поверхности МКП 2. Заготовки МКП 2 устанавливают на карусель (на чертеже не показана). Карусель вращают относительно испарителя 1, при этом заготовки МКП 2 не вращаются относительно своей оси. Испаритель 1 относительно заготовки микроканальной пластины 2 устанавливают таким образом, чтобы максимальная глубина металлического контактного электрода 3 (в точке А) внутри каналов микроканальной пластины 2 находилась на образующей BD, составляющей тупой угол DBC с большой полуосью эллипса ВС, образованного сечением канала 4 торцевой плоскостью МКП 2. При этом большая часть входной области канала МКП 2 остается свободной от материала КЭ 3, входные электроны при первом соударении взаимодействуют с материалом стенки канала, прозрачность входа МКП 2 увеличивается.
Данный способ позволит по сравнению с прототипом повысить коэффициент усиления, разрешающую способность, отношение сигнал/шум.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ МИКРОКАНАЛЬНОЙ ПЛАСТИНЫ | 2001 |
|
RU2198957C2 |
| Устройство фотоэлектронного умножителя с МКП | 2019 |
|
RU2708664C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВЫТРАВЛЕННЫХ ЗАГОТОВОК МИКРОКАНАЛЬНЫХ ПЛАСТИН | 2001 |
|
RU2205805C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МИКРОКАНАЛЬНОЙ ПЛАСТИНЫ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2000 |
|
RU2177187C1 |
| СПОСОБ ИЗМЕРЕНИЯ ФАКТОРА ШУМА МИКРОКАНАЛЬНОЙ ПЛАСТИНЫ | 2012 |
|
RU2503081C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ МИКРОКАНАЛЬНОЙ ПЛАСТИНЫ | 2001 |
|
RU2189662C1 |
| СПОСОБ ЭЛЕКТРОННОГО ОБЕЗГАЖИВАНИЯ МИКРОКАНАЛЬНОЙ ПЛАСТИНЫ ПРИ ИЗГОТОВЛЕНИИ ВАКУУМНОГО ПРИБОРА | 2015 |
|
RU2594986C1 |
| Стекло растворимой жилы для мелкоструктурных микроканальных пластин | 2021 |
|
RU2754142C1 |
| Способ и устройство для измерения фактора шума микроканальной пластины | 2024 |
|
RU2829933C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ МИКРОКАНАЛЬНОЙ ПЛАСТИНЫ | 2008 |
|
RU2361314C1 |
Изобретение относится к технологии изготовления микроканальных пластин с повышенными коэффициентом усиления, отношением сигнал/шум, разрешающей способностью и может быть использовано в производстве МКП. Изобретение направлено на повышение эффективности первого соударения электронов со стенками каналов, увеличение прозрачности входа и уменьшение разброса по глубине первого соударения. Способ включает нанесение на входную торцевую поверхность металлического контактного электрода и расположение испарителя под углом к заготовке МКП, напыление входного контактного электрода осуществляют из направленного испарителя, относительно которого вращают заготовку МКП, которая неподвижна к своей оси, причем угол наклона испарителя к торцевой поверхности заготовки устанавливают таким образом, чтобы глубина контактного электрода внутри каналов МКП составила 1,5-2 диаметра канала. 1 з.п.ф-лы, 1 ил.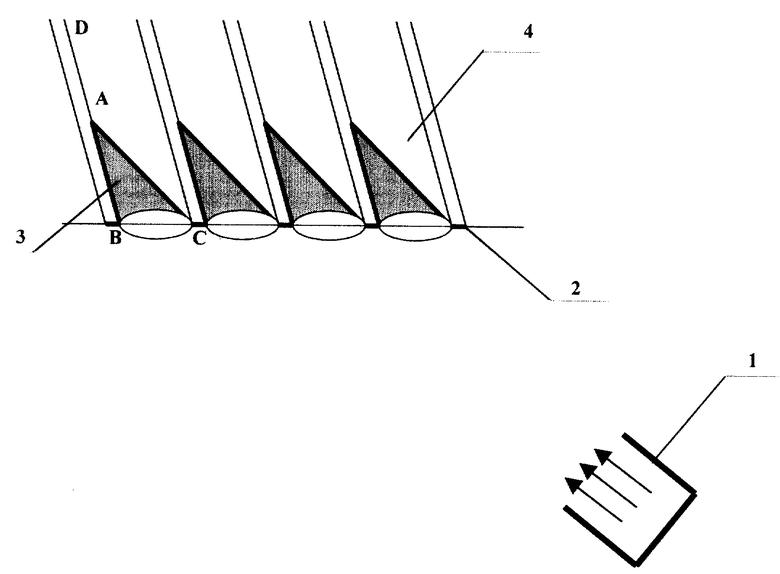
| US 5776538 А, 07.07.1998 | |||
| US 5132586 A, 21.07.1992 | |||
| US 5268612 A, 07.12.1993 | |||
| US 5159231 А, 27.10.1992 | |||
| СПОСОБ ИЗГОТОВЛЕНИЯ МИКРОКАНАЛЬНОЙ ПЛАСТИНЫ | 1996 |
|
RU2099809C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МИКРОКАНАЛЬНЫХ ПЛАСТИН | 1991 |
|
SU1828330A1 |
| RU 96112480 A, 27.09.1998. | |||
