Изобретение относится к области производства изделий из строительных смесей.
Известна из патента Российской Федерации 2112643, кл. В 28 В 1/08, 1996 г. установка для прессования изделий из строительных смесей, содержащая смонтированные на опорах основания посредством амортизаторов вибростол с возбудителем колебаний в виде симметричных его оси дебалансных валов, размещенный между оппозитно расположенными основным и вспомогательным раздаточными приспособлениями в виде установленных на опорных рамах расходных бункеров, ящичных питателей, соединенных посредством рычажных систем с силовыми цилиндрами их горизонтальных возвратно-поступательных перемещений, и расположенные соосно над поверхностью вибростола пуансон и бездонную матрицу, связанные со штоками силовых цилиндров их вертикальных перемещений.
Недостатками указанного устройства являются низкая производительность, плохое качество формуемых изделий, увеличенная трудоемкость работы обслуживающего персонала, повышенный уровень шума.
Наиболее близким к предложенному агрегату для формования изделий из строительных смесей по своей технической сущности и достигаемому эффекту является известный из патента Российской Федерации 2135353, кл. В 28 В 1/08, 1999 агрегат для формования изделий из полусухих строительных смесей, содержащий смонтированные на станине вибростол на упругих опорах с возбудителем колебаний в виде параллельных горизонтальных дебалансных валов, расположенные над ним симметрично поперечной оси станины основное и вспомогательное раздаточные приспособления в виде расходных бункеров и расположенных под ними оппозитно ящичных питателей, соединенных посредством рычажных систем с силовыми цилиндрами их горизонтальных возвратно-поступательных перемещений, закрепленные на станине и размещенные вдоль внутренних торцов расходных бункеров передние концы горизонтальных направляющих с опертой на них посредством катков приводной горизонтально-подвижной кареткой со сблокированными попарно и охватываемыми установленными на ней вдоль ее продольной оси вертикальными направляющими втулками верхними и нижними скалками, соединенными нижними концами соответственно с соосными пуансоном и бездонной матрицей, кинематически связанных со штоками закрепленных на каретке силовых цилиндров приводов их вертикальных перемещений, и установленный вдоль продольной оси горизонтально-подвижной каретки под задними концами горизонтальных направляющих приводной вертикально-подвижный приемный стол стопировщика отформованных изделий со сменным инвентарным поддоном.
Недостатками этого агрегата является сложность конструкции, повышенная трудоемкость изготовления и недостаточная надежность в эксплуатации.
Задачами изобретения являются упрощение конструкции, повышение производительности и качества формуемых изделий, снижение трудоемкости работы обслуживающего персонала.
Указанные цели достигаются тем, что в агрегате для формования изделий из полусухих строительных смесей, содержащем смонтированные на станине вибростол на упругих опорах с возбудителем колебаний в виде параллельных горизонтальных дебалансных валов, расположенные над ним симметрично поперечной оси станины основное и вспомогательное раздаточные приспособления в виде расходных бункеров и расположенных под ними оппозитно ящичных питателей, соединенных посредством рычажных систем с силовыми цилиндрами их горизонтальных возвратно-поступательных перемещений, закрепленные из станине и размещенные вдоль внутренних торцов расходных бункеров передние концы горизонтальных направляющих с опертой на них посредством катков приводной горизонтально-подвижной кареткой со сблокированными попарно и охватываемыми установленными на ней вдоль ее продольной оси вертикальными направляющими втулками верхними и нижними скалками, соединенными нижними концами соответственно с соосными пуансоном и бездонной матрицей, кинематически связанных со штоками закрепленных на каретке силовых цилиндров приводов их вертикальных перемещений, и установленный вдоль продольной оси горизонтально-подвижной каретки под задними концами горизонтальных направляющих приводной вертикально-подвижный приемный стол стопировщика отформованных изделий со сменным инвентарным поддоном, приводная горизонтально-подвижная каретка выполнена в виде жестко связанных друг с другом и симметричных ее продольной оси вертикальных пластин, между которыми расположены вертикальные направляющие втулки верхних и нижних скалок, и закрепленных на их торцах горизонтальных поперечных балок с установленными на их концах катками, матрица - подпружиненной относительно штоков силовых цилиндров привода ее вертикальных перемещений, станина - в виде соединенных жесткими поперечными элементами плоских передней и задней рам, с жестко закрепленными на них передними концами горизонтальными направляющими, а длина L горизонтальных направляющих и расстояние S от рабочей поверхности пуансона в крайне верхнем положении до поверхности вибростола превышают длину L1 горизонтально-подвижной каретки и высоту h матрицы соответственно в 2,1-2,5 и 1,3-2,6 раз, при этом межосевое расстояние Т между верхними скалками меньше межосевого расстояния T1 нижних скалок в 1,25-2,5 раз.
Кроме того, в агрегате для формования изделий из строительных смесей ящичный питатель каждого раздаточного приспособления может быть выполнен с закрепленной на его наружном торцевом борту шиберной заслонкой расходного бункера, при этом каждая горизонтальная направляющая - составной из шарнирно сочлененных секций, а стопировщик отформованных изделий может быть снабжен вертикально-подвижным приемным столом с механизмом вертикальных перемещений в виде параллелограммной рычажной системы, нижний конец одного из рычагов которой кинематически соединен со штоком силового цилиндра его горизонтальных перемещений.
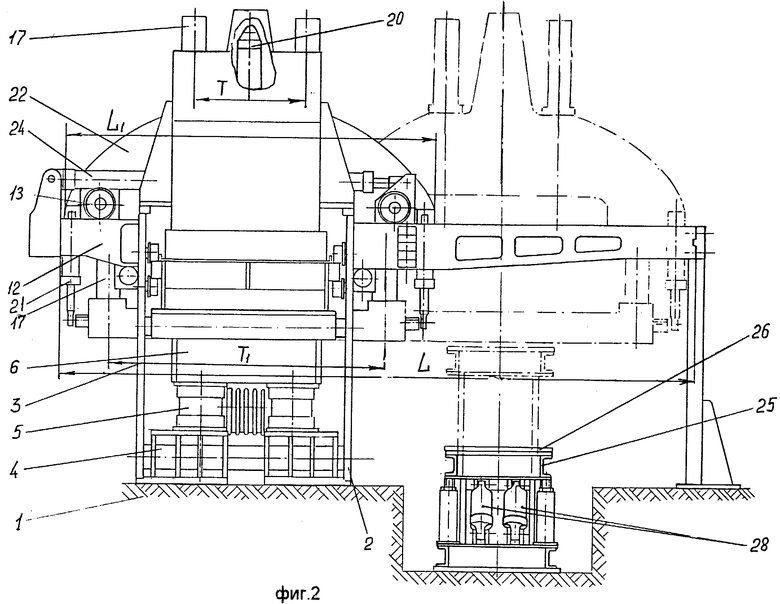
На фиг.1 схематично изображен общий вид агрегата для формования изделий из строительных смесей.
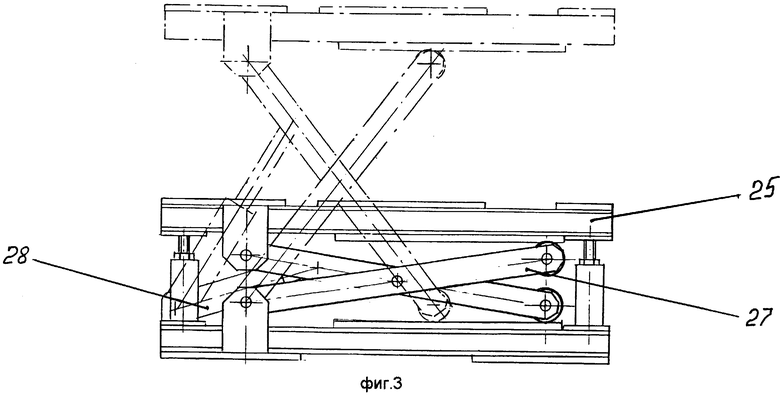
На фиг.2 - вид сбоку на фиг.1.
На фиг.3 - общий вид стопировщика.
Агрегат для формования изделий из строительных смесей состоит из установленных на основании 1 станины, состоящей из передней 2 и задней 3 плоских рам, соединенных жесткими поперечными элементами 4 с расположенным вдоль ее вертикальной оси на аммортиаторах 5 вибростолом 6 с возбудителем колебаний 7 в виде симметричных его оси дебалансных валов. Оппозитно вибростолу 6 на станине смонтированы основное и вспомогательное раздаточные приспособления соответственно для строительных смесей основного и отделочных слоев изделия. Каждое раздаточное приспособление состоит из расходного бункера 8, размещенного под ним на направляющем столе 9 ящичного питателя 10, соединенного кинематически со штоком силового цилиндра 11 его горизонтальных возвратно-поступательных перемещений. Вдоль внутренних торцов расходных бункеров 8 размещены закрепленные на передней 2 и задней 3 рамах станины передние концы горизонтальных направляющих 12 с опертой на них посредством катков 13 приводной горизонтально-подвижной кареткой 14 со сблокированными попарно и охватываемыми установленными на ней вдоль ее продольной оси направляющими втулками 15 верхними 16 и нижними 17 вертикальными скалками. На нижних концах верхних 16 и нижних 17 вертикальных скалок установлены соосно с вибростолом пуансон 18 и бездонная матрица 19, шарнирно связанные со штоками закрепленных на горизонтально-подвижной каретке силовых цилиндров 20 и 20 приводов их вертикальных перемещений соответственно, при этом концы штоков силовых цилиндров 11 приводов вертикальных перемещений бездонной матрицы подпружинены относительно последней. Горизонтально-подвижная каретка 14 выполнена в виде жестко связанных друг с другом и симметричных ее продольной оси вертикальных пластин 22 с расположенными между ними вертикальными направляющими втулками 15, при этом на торцах вертикальных пластин 22 закреплены поперечные балки 23 с установленными на их концах катками 13, опертыми на горизонтальные направляющие 12. Привод возвратно-поступательных перемещений горизонтально-подвижной каретки 14 выполнен в виде кинематически связанных с ней и установленных на станине силовых цилиндров 24. Под задними концами горизонтальных направляющих 12 на станине размещен приводной вертикально-подвижный приемный стол 25 стопировщика отформованных изделий со сменным инвентарным поддоном 26 вдоль продольной оси горизонтально-подвижной каретки 14. Механизм вертикальных перемещений приемного стола 25 выполнен в виде параллелограммной рычажной системы, нижний конец одного из рычагов 27 которой кинематически соединен со штоком силового цилиндра 28 его горизонтальных перемещений. Бездонная матрица 19 в нижнем положении контактирует с верхней поверхностью вибростола 6. Приводная горизонтально-подвижная каретка 14 имеет переднее и заднее рабочие положения, в которых она удерживается посредством гидравлических замков или механических фиксаторов (условно не показаны), при этом в переднем положении она располагается над вибростолом 6 так, чтобы пуансон 18 и бездонная матрица 19 были соосны с последним, а в заднем рабочем положении приводной горизонтально-подвижной каретки 14 бездонная матрица 19 и пуансон 18 соосны со сменным инвентарным поддоном 26, установленным на приводном вертикально-подвижном приемном столе 25 стопировщика отформованных изделий. Длина L горизонтальных направляющих 12 и расстояние S от рабочей поверхности пуансона 18 в крайне верхнем положении до поверхности вибростола 6 превышают длину L1 горизонтально-подвижной каретки 14 и высоту h матрицы 19 соответственно в 2,1-2,5 и 1,3-2,6 раз. Межосевое расстояние Т между верхними 16 скалками меньше межосевого расстояния T1 нижних скалок 17 в 1,25-2,5 раз.
Работает агрегат для формования изделий из строительных смесей следующим образом. Перед началом работы расходные бункеры 8 основного и вспомогательного раздаточных приспособлений заполняют соответственно строительными смесями основного и облицовочного слоев изделия и силовыми цилиндрами 24 перемещают и фиксируют в переднем положении горизонтально-подвижную каретку 14 и поднимают в верхнее положение приемный стол 25 стопировщика отформованных изделий со сменным инвентарным поддоном 26. Затем силовыми цилиндрами 20 и 21 поднимают и опускают в верхнее и нижнее положения соответственно верхние 16 скалки с пуансоном 18 и нижние 17 скалки с бездонной матрицей 19 до контакта ее нижнего торца с поверхностью вибростола 6. После чего на бездонную матрицу 19 надвигают ящичный питатель 10 основного раздаточного приспособления для заполнения ее рабочей полости полусухой строительной смесью основного слоя изделия. Опорожненный ящичный питатель 10 основного раздаточного приспособления возвращают в исходное попожение и, включив силовой цилиндр 20, уплотняют строительную смесь пуансоном 18 на этапе предварительного уплотнения в течение 3,0-8,0 с до достижения плотности, превышающей в 1,1-1,2 раза первоначальную плотность уложенной в матрицу 19. По достижении вышеуказанной степени уплотнения строительной смеси основного слоя изделия перемещают силовым цилиндром 20 пуансон 18 в крайне верхнее положение и надвигают на бездонную матрицу 19 ящичный питатель 10 вспомогательного раздаточного приспособления и опорожняют его, заполняя образовавшееся свободное пространство в верхней части рабочей полости бездонной матрицы 19 строительной смесью отделочного слоя изделия и возвращают этот ящичный питатель 10 в исходное положение и, включив возбудитель колебаний вибростола 6 и силовый цилиндры 20, производят пуансоном 18 окончательное уплотнение формуемого изделия сочетанием прессующих импульсов 110-400 г/см2 и вибрационных колебательных импульсов в течение 15,0-25,0 с до достижения окончательной плотности отформованного изделия, превышающей в 1,2-1,4 раза по сравнению с первоначальной плотностью строительных смесей. По окончании процессов уплотнения выключают возбудитель колебаний вибростола 6 и силовыми цилиндрами 20 и 21 одновременно перемещают с одной и той же скоростью пуансон 18 и бездонную матрицу 18 с отформованным изделием в верхнее положение. Затем горизонтально-подвижную каретку 14 перемещают силовыми цилиндрами 24 в заднее положение, располагая пуансон 18 и бездонную матрицу 19 с отформованным изделием над сменным инвентарным поддоном 26, установленным на приводном вертикально-подвижном приемном столе 25 стопировщика отформованных изделий, соосно с ним, и, подняв бездонную матрицу 19, укладывают на него или на ранее уложенное изделие вновь отформованное изделие, для чего каждый раз после укладки отформованного изделия вертикально-подвижный приемный стол 25 опускается силовым цилиндром 28 на один шаг, равный толщине изделия. После достижения стопой отформованных изделий установленной высоты ее вместе со сменным инвентарным поддоном 26 снимают с платиков (не показано) вертикально-подвижного приемного стола 25 и передают на дальнейшую тепловлажностную обработку или выдержку для набора распалубочной прочности. После окончания цикла изготовления изделий производят очистку и смазку рабочих поверхностей бездонной матрицы 19 и пуансона 18, для чего они, в случае необходимости, могут быть снабжены приспособлениями для обдува и смазки (условно не показаны).
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТАНОВКА ДЛЯ ПРЕССОВАНИЯ ИЗДЕЛИЙ ИЗ СТРОИТЕЛЬНЫХ СМЕСЕЙ Д.К.СЕМЕНОВА | 1998 |
|
RU2135353C1 |
| Агрегат для формования изделий из полусухих строительных смесей | 2003 |
|
RU2220044C1 |
| АГРЕГАТ ДЛЯ ФОРМОВАНИЯ ИЗДЕЛИЙ ИЗ СТРОИТЕЛЬНЫХ СМЕСЕЙ | 1999 |
|
RU2150377C1 |
| АГРЕГАТ ДЛЯ ФОРМОВАНИЯ ИЗДЕЛИЙ ИЗ СТРОИТЕЛЬНЫХ СМЕСЕЙ | 2000 |
|
RU2158678C1 |
| АГРЕГАТ ДЛЯ ФОРМОВАНИЯ ИЗДЕЛИЙ ИЗ СТРОИТЕЛЬНЫХ СМЕСЕЙ | 1999 |
|
RU2149753C1 |
| АГРЕГАТ ДЛЯ ФОРМОВАНИЯ ИЗДЕЛИЙ ИЗ ПОЛУСУХИХ СТРОИТЕЛЬНЫХ СМЕСЕЙ | 2005 |
|
RU2279974C1 |
| АГРЕГАТ ДЛЯ ФОРМОВАНИЯ ИЗДЕЛИЙ ИЗ ПОЛУСУХИХ СТРОИТЕЛЬНЫХ СМЕСЕЙ | 2005 |
|
RU2280557C1 |
| АГРЕГАТ ДЛЯ ФОРМОВАНИЯ ИЗДЕЛИЙ ИЗ ПОЛУСУХИХ СТРОИТЕЛЬНЫХ СМЕСЕЙ | 2004 |
|
RU2242358C1 |
| АГРЕГАТ ДЛЯ ФОРМОВАНИЯ ИЗДЕЛИЙ ИЗ ПОЛУСУХИХ СТРОИТЕЛЬНЫХ СМЕСЕЙ | 2004 |
|
RU2257999C1 |
| АГРЕГАТ ДЛЯ ФОРМОВАНИЯ ИЗДЕЛИЙ ИЗ СТРОИТЕЛЬНЫХ СМЕСЕЙ | 2001 |
|
RU2203802C1 |
Изобретение относится к производству изделий из строительных смесей. Агрегат для формования изделий из строительных смесей состоит из станины с расположенным вдоль ее вертикальной оси вибростолом. Оппозитно вибростолу на станине смонтированы основное и вспомогательное раздаточные приспособления соответственно для строительных смесей основного и отделочных слоев изделия. Вдоль внутренних торцов расходных бункеров раздаточных устройств размещены закрепленные на станины передние концы горизонтальных направляющих, на которые оперта посредством катков каретка с охватываемыми установленными на ней вдоль ее продольной оси направляющими втулками верхними и нижними скалками. На нижних концах верхних и нижних скалок соосно закреплены соответственно пуансон и матрица, связанные со штоками закрепленных на каретке силовых цилиндров приводов перемещений. Каретка выполнена в виде жестко связанных друг с другом и симметричных ее продольной оси вертикальных пластин с расположенными между ними направляющими втулками. На торцах вертикальных пластин закреплены поперечные балки с катками, опертыми на горизонтальные направляющие. Под задними концами горизонтальных направляющих на станине размещен стопировщик с вертикально-подвижным приемным столом со сменным инвентарным поддоном, размещенным вдоль продольной оси каретки. Длина L горизонтальных направляющих и расстояние S от рабочей поверхности пуансона в крайне верхнем положении до поверхности вибростола превышают длину L1 горизонтально подвижной каретки и высоту h матрицы соответственно в 2,1-2,5 и 1,3-2,6 раз, при этом межосевое расстояние Т между верхними скалками меньше межосевого расстояния Т1 нижних скалок в 1,25-2,5 раз. Технический результат - упрощение конструкции, повышение производительности. 3 з.п. ф-лы, 3 ил.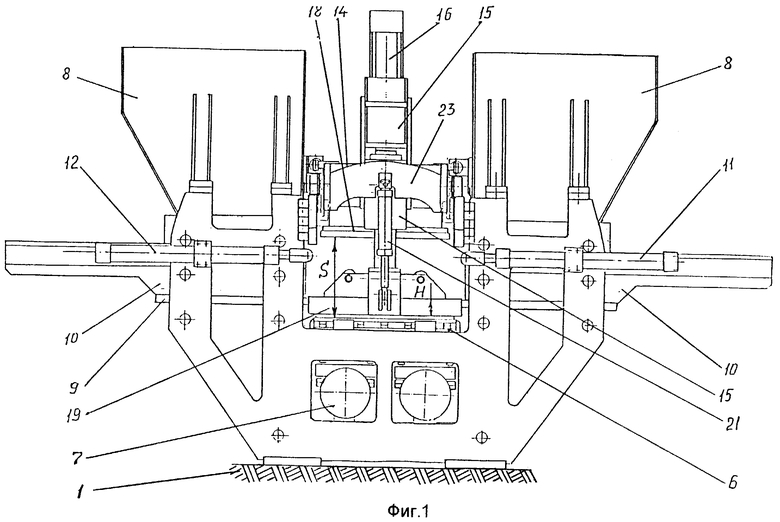
| УСТАНОВКА ДЛЯ ПРЕССОВАНИЯ ИЗДЕЛИЙ ИЗ СТРОИТЕЛЬНЫХ СМЕСЕЙ Д.К.СЕМЕНОВА | 1998 |
|
RU2135353C1 |
| АГРЕГАТ ДЛЯ ФОРМОВАНИЯ ИЗДЕЛИЙ ИЗ СТРОИТЕЛЬНЫХ СМЕСЕЙ | 1999 |
|
RU2149753C1 |
| АГРЕГАТ ДЛЯ ФОРМОВАНИЯ ИЗДЕЛИЙ ИЗ СТРОИТЕЛЬНЫХ СМЕСЕЙ | 2000 |
|
RU2158678C1 |
| АГРЕГАТ ДЛЯ ФОРМОВАНИЯ ИЗДЕЛИЙ ИЗ СТРОИТЕЛЬНЫХ СМЕСЕЙ | 1999 |
|
RU2150377C1 |
| US 5277853 А, 11.01.1994 | |||
| DE 3119154 A1, 09.12.1982 | |||
| DE 3638207 А1, 11.05.1988. | |||

