Изобретение относится к области строительства и может быть использовано при производстве изделий из строительных смесей.
Известна из авторского свидетельства СССР N 2112643, кл. В 28 В 1/08, 1999 г. установка для прессования изделий из строительных смесей, содержащая смонтированный посредством амортизаторов вибростол с дебалансным возбудителем колебаний, размещенный между оппозитно расположенными основным и вспомогательным раздаточными приспособлениями в виде установленных на опорных рамах расходных бункеров, ящичных питателей, соединенных посредством рычажных систем с силовыми цилиндрами их горизонтальных возвратно-поступательных перемещений, и размещенные соосно над поверхностью вибростола пуансон и бездонную матрицу, связанные со штоками силовых цилиндров их вертикальных перемещений.
Недостатками известной установки является низкая производительность, невысокое качество формуемых изделий и плохие условия работы обслуживающего персонала.
Наиболее близким по своей сути к предложенному агрегату для формования изделий из строительных смесей техническим решением является известная из патента Российской Федерации N 2135353, кл. В 28 В 1/08, 1998 г. установка для прессования изделий из строительных смесей, содержащая смонтированную на основании станины посредством амортизаторов подвижную раму с возбудителем колебаний в виде симметричных его оси дебалансных валов, размещенную между оппозитно расположенными основным и вспомогательным раздаточными приспособлениями в виде установленных на опорных рамах расходных бункеров, ящичных питателей, связанных с силовыми цилиндрами их горизонтальных возвратно-поступательных перемещений, расположенные соосно над поверхностью подвижной рамы вдоль центральной оси станины на сблокированных попарно и симметрично вертикальной оси станины скалках пуансон и матрицу, шарнирно соединенные со штоками силовых цилиндров их вертикальных перемещений, и стопировщик отформованных изделий с инвентарным сменным поддоном.
Недостатками этой установки являются низкая производительность, плохое качество формуемых изделий, увеличенная трудоемкость работы обслуживающего персонала, большая энергоемкость и повышенный уровень шума.
Задачей изобретения является повышение производительности и качества изделий, обеспечение снижения трудоемкости работы обслуживающего персонала, уменьшение энергоемкости и уровня шума.
Указанная задача достигается тем, что в агрегате для формования изделий из строительных смесей, содержащем смонтированную на основании станины посредством амортизаторов подвижную раму с возбудителем колебаний в виде симметричных его оси дебалансных валов, размещенную между оппозитно расположенными основным и вспомогательным раздаточными приспособлениями в виде установленных на опорных рамах расходных бункеров, ящичных питателей, связанных с силовыми цилиндрами их горизонтальных возвратно-поступательных перемещений, расположенные соосно над поверхностью подвижной рамы вдоль центральной оси станины на сблокированных попарно и симметрично вертикальной оси станины скалках пуансон и матрицу, шарнирно соединенные со штоками силовых цилиндров их вертикальных перемещений, и стопировщик отформованных изделий с инвентарным сменным поддоном, расходные бункеры основного и вспомогательного раздаточных приспособлений снабжены промежуточными емкостями в виде проставков, контактирующими с верхними торцами ящичных питателей, матрица - приводным горизонтально-подвижным днищем, станина - неподвижной упорной рамой с направляющими втулками, соединяющей опорные рамы раздаточных приспособлений друг с другом, верхние и нижние скалки закреплены соответственно на пуансоне и матрице и размещены в направляющих втулках неподвижной упорной рамы, стопировщик установлен на основании под подвижной рамой, в которой образовано соосное с матрицей окно для прохода опертого на него сменного инвентарного поддона, при этом одновальные дебалансные возбудители колебаний расположены симметрично относительно упомянутого окна, при этом силовые цилиндры вертикальных перемещений пуансона и матрицы установлены на неподвижной упорной раме, длина L и ширина S окна подвижной рамы превышают соответственно в 1,01 - 1,25 раза длину m продольных и ширину n поперечных рабочих поверхностей матрицы, расстояние H от подвижного днища, контактирующего с подвижной рамой, до рабочей поверхности пуансона в крайне верхнем положении превышает в 1,2 - 2,1 раза высоту h матрицы, а межосевое расстояние g между верхними скалками меньше в 1,25 - 2,5 раз межосевого расстояния G между нижними скалками.
Кроме того, агрегат для формования изделий из строительных смесей может быть снабжен установленными на нижней части матрицы и опорной раме основного раздаточного устройства направляющими роликами, контактирующими с нижней поверхностью приводного горизонтально-подвижного днища, а каждый горизонтально-подвижный ящичный питатель может быть выполнен с закрепленной на его наружном торцевом борту шиберной заслонкой проставка.
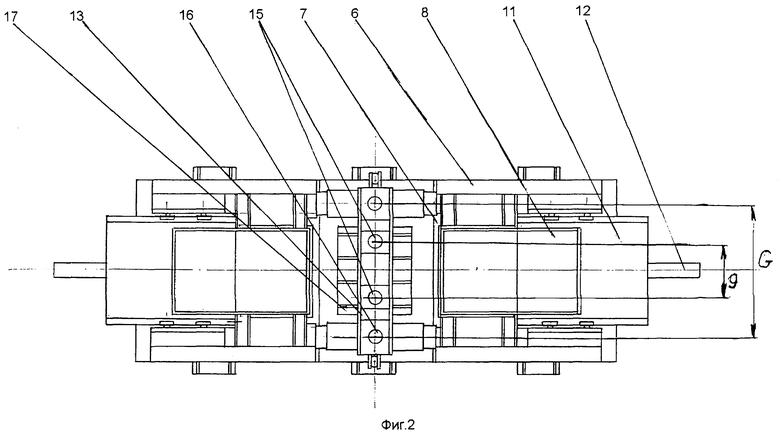
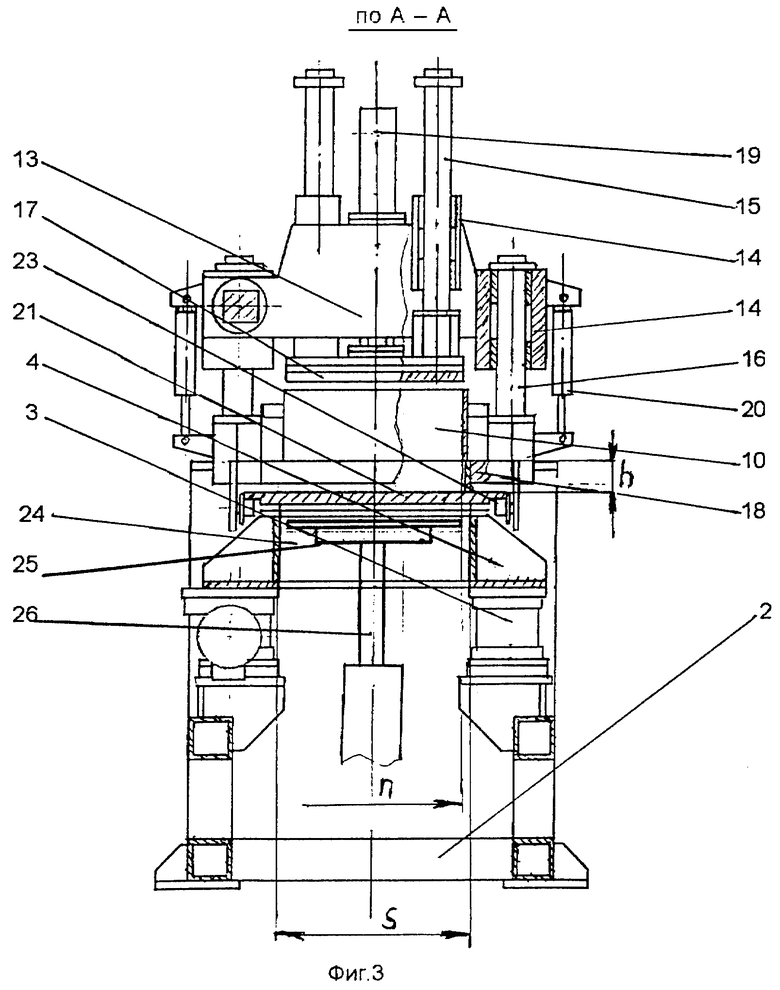
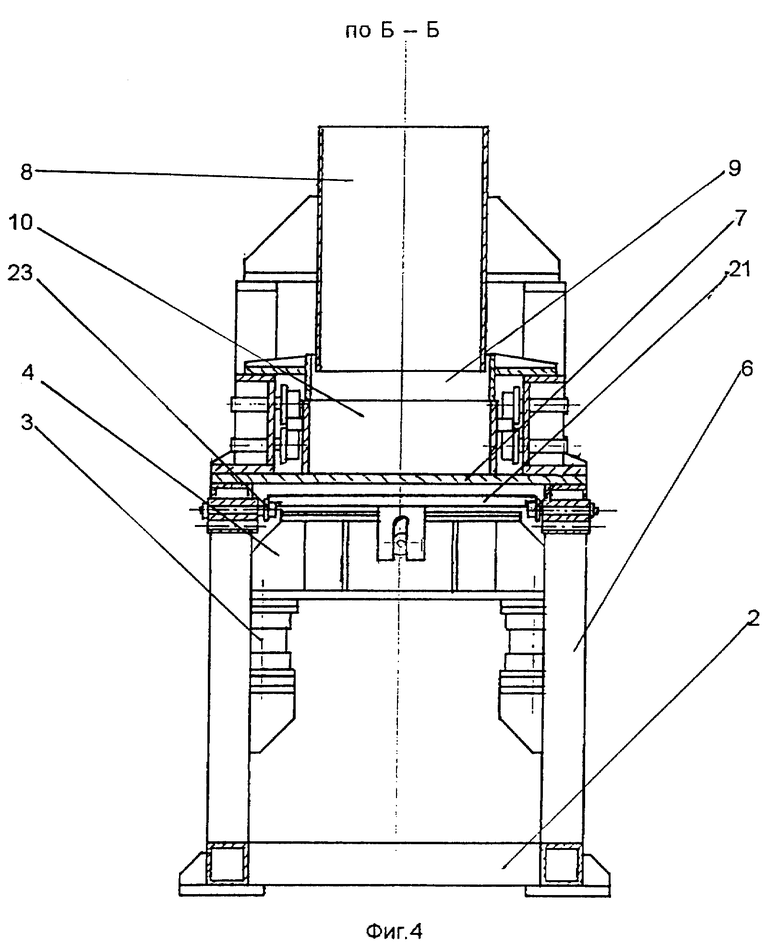
Сущность изобретения поясняется чертежами, где на фиг. 1 схематично изображен общий вид агрегата для формования изделий из строительных смесей без стопировщика; на фиг. 2 - вид в плане на фиг. 1; на фиг. 3 - разрез по А-А на фиг. 1 и на фиг. 4 - разрез Б-Б на фиг. 1.
Агрегат для формования изделий из строительных смесей состоит из станины 1 с установленной на ее основании 2 посредством амортизаторов 3 подвижной рамой 4 с одновальными дебалансными вибраторами 5 и расположенными симметрично центральной оси станины 1 основным и вспомогательным раздаточными приспособлениями. Каждое раздаточное приспособление включает установленный на опорной раме 6 с направляющим столом 7 расходный бункер 8 с проставком 9, контактирующим с верхним торцом размещенного под ним на направляющем столе 7 ящичного питателя 10 с шиберной заслонкой 11 проставка 9, установленной на наружном торцевом борту каждого ящичного питателя 10. Ящичные питатели 10 соединены со штоками силовых цилиндров 12 их горизонтальных возвратно-поступательных перемещений, смонтированных оппозитно на опорных рамах 6 основного и вспомогательного раздаточных приспособлений. Верхние части опорных рам 6 соединены друг с другом неподвижной упорной рамой 13 с направляющими втулками 14, охватывающими верхние 15 и нижние 16 скалки, которые сблокированы попарно и симметрично относительно вертикальной оси станины 1. Верхние 15 и нижние 16 скалки закреплены симметрично соответственно на расположенных вдоль вертикальной оси станины 1 пуансоне 17 и матрице 18. На неподвижной упорной раме 13 установлены также силовые цилиндры 19 и 20 вертикальных перемещений, штоки которых шарнирно соединены соответственно с пуансоном 17 и матрицей 18. Матрица 18 снабжена горизонтально-подвижным днищем 21, кинематически связанным со штоком силового цилиндра 22, закрепленного на опорной раме 6 основного раздаточного приспособления. В нижней части матрицы 18 и опорной раме 6 основного раздаточного приспособления симметрично ее горизонтальной оси установлены направляющие с ребордами ролики 23, контактирующие с подвижным днищем 21, в процессе его горизонтальных перемещений. Под матрицей 18 соосно с ней расположена подвижная рама 4, в которой образовано окно 24 для прохода при распалубке готового изделия из матрицы 18 сменного инвентарного поддона 25, опертого на приводной вертикально-подвижный стопировщик 26, который установлен на основании 2 под подвижной рамой 4 соосно с матрицей 18. Одновальные дебалансные вибраторы 5 смонтированы на подвижной раме 4 симметрично упомянутому окну 24. Длина L и ширина S окна 24 подвижной рамы 4 превышают соответственно в 1,01 - 1,25 раза длину m продольных и ширину n поперечных рабочих поверхностей бортов матрицы 18, а расстояние H от подвижного днища 21, контактирующего с подвижной рамой 4, до рабочей поверхности пуансона 17 в крайне верхнем положении превышает в 1,2 - 2,1 раза высоту h матрицы 18. Межосевое расстояние g между верхними 15 скалками меньше в 1,25 - 2,5 раз межосевого расстояния G между нижними 16 скалками.
Работает агрегат для формования изделий из строительных смесей следующим образом. Перед началом работы расходные бункера 8 основного и вспомогательного раздаточных приспособлений заполняют соответственно строительными смесями основного и облицовочного слоев изделия и перемещают силовым цилиндром 19 пуансон 17 с верхними 15 скалками в крайне верхнее положение по направляющим втулкам 14 неподвижной упорной рамы 13. Одновременно с перемещением пуансона 17 вверх с помощью силовых цилиндров 20 вертикальных перемещений подымают матрицу 18 с нижними 16 скалками в крайне верхнее положение относительно неподвижной упорной рамы 13. После этого горизонтально-подвижное днище 21 матрицы 18 перемещают по направляющим роликам 23 силовым цилиндром 22 в рабочее положение для перекрытия проема рабочей полости матрицы 18. Затем на находящийся в крайне нижнем положении приводной вертикально-подвижный стопировщик 26 устанавливают соосно с окном 24 подвижной рамы 4 и матрицей 18 сменный инвентарный поддон 25. На следующем этапе матрицу 18 перемещают вниз до прижима горизонтально-подвижного днища 21 к подвижной раме 4 и выхода его из контакта с направляющими роликами 23. Затем, предварительно включив дебалансные вибраторы 5 подвижной рамы 4, на матрицу 18 надвигают ящичный питатель 10 основного раздаточного приспособления для заполнения рабочей полости матрицы 18 строительной смесью основного слоя изделия. Опорожненный ящичный питатель 10 основного раздаточного приспособления после чего возвращают в исходное положение и, включив силовой цилиндр 19, уплотняют строительную смесь пуансоном 17 на этапе предварительного уплотнения в течение 3,0 - 8,0 секунд до достижения плотности, превышающей в 1,1 - 1,2 раза первоначальную плотность уложенной в матрицу 18 строительной смеси основного слоя изделия. По достижении вышеуказанной степени уплотнения строительной смеси основного слоя изделия подымают силовым цилиндром 19 пуансон 17 в крайне верхнее положение и надвигают на матрицу 18 ящичный питатель 10 вспомогательного раздаточного приспособления и опорожняют его, заполняя образовавшееся свободное пространство в верхней части матрицы 18 строительной смесью отделочного слоя изделия, и возвращают затем этот ящичный питатель 10 в исходное положение и, включив дебалансные вибраторы 5 подвижной рамы 42 и силовой цилиндр 19, производят пуансоном 17 окончательное уплотнение формуемого изделия сочетанием прессующих импульсов 110 - 400 г/см2 и вибрационных колебательных импульсов в течение 15,0 - 25,0 секунд до достижения окончательной плотности отформованного изделия, превышающей в 1,2 - 1,4 раза по сравнению с первоначальной плотностью строительных смесей. По окончании процессов уплотнения выключают дебалансные вибраторы 5 и силовыми цилиндрами 19 и 20 поднимают пуансон 17 и матрицу 18 с изделием без смещения относительно друг друга, обеспечивая тем самым предохранение кромок отформованного изделия и вывод подвижного днища 21 из контакта с подвижной рамой 4, а затем производят распалубку отформованного изделия. Для чего вышеупомянутое подвижное днище 21 выводят силовым цилиндром 22 из матрицы 18, а сменный инвентарный поддон 25 перемещают вверх через окно 24 подвижной рамы 4 стопировщиком 26 до контакта с отформованным изделием. После контакта сменного инвентарного поддона 25 с отформованным изделием перемещают матрицу 18 и пуансон 17 вверх со смещением относительно друг друга в исходное положение, благодаря чему отформованное изделие остается на сменном инвентарном поддоне 25, который затем опускается вниз через окно 24 подвижной рамы 4 стопировщиком 26, причем после образования на сменном инвентарном поддоне 25 стопы последовательно отформованных изделий, последняя на нем передается на пост тепловой обработки или выдержки с целью набора необходимой прочности, а на освободившееся место на стопировщике 26 устанавливают очередной сменный инвентарный поддон 25. После окончания цикла изготовления изделий производят очистку и смазку рабочих поверхностей матрицы 18 и пуансона 17, для чего они, в случае необходимости, могут быть снабжены приспособлениями для обдува и смазки (на чертежах условно не показаны).
| название | год | авторы | номер документа |
|---|---|---|---|
| АГРЕГАТ ДЛЯ ФОРМОВАНИЯ ИЗДЕЛИЙ ИЗ СТРОИТЕЛЬНЫХ СМЕСЕЙ | 1999 |
|
RU2150377C1 |
| АГРЕГАТ ДЛЯ ФОРМОВАНИЯ ИЗДЕЛИЙ ИЗ СТРОИТЕЛЬНЫХ СМЕСЕЙ | 2001 |
|
RU2188122C1 |
| УСТАНОВКА ДЛЯ ПРЕССОВАНИЯ ИЗДЕЛИЙ ИЗ СТРОИТЕЛЬНЫХ СМЕСЕЙ Д.К.СЕМЕНОВА | 1998 |
|
RU2135353C1 |
| АГРЕГАТ ДЛЯ ФОРМОВАНИЯ ИЗДЕЛИЙ ИЗ СТРОИТЕЛЬНЫХ СМЕСЕЙ | 2000 |
|
RU2158678C1 |
| АГРЕГАТ ДЛЯ ФОРМОВАНИЯ ИЗДЕЛИЙ ИЗ ПОЛУСУХИХ СТРОИТЕЛЬНЫХ СМЕСЕЙ | 2004 |
|
RU2242358C1 |
| Агрегат для формования изделий из полусухих строительных смесей | 2003 |
|
RU2220044C1 |
| АГРЕГАТ ДЛЯ ФОРМОВАНИЯ ИЗДЕЛИЙ ИЗ ПОЛУСУХИХ СТРОИТЕЛЬНЫХ СМЕСЕЙ | 2004 |
|
RU2257999C1 |
| АГРЕГАТ ДЛЯ ФОРМОВАНИЯ ИЗДЕЛИЙ ИЗ ПОЛУСУХИХ СТРОИТЕЛЬНЫХ СМЕСЕЙ | 2005 |
|
RU2279974C1 |
| АГРЕГАТ ДЛЯ ФОРМОВАНИЯ ИЗДЕЛИЙ ИЗ ПОЛУСУХИХ СТРОИТЕЛЬНЫХ СМЕСЕЙ | 2005 |
|
RU2280557C1 |
| АГРЕГАТ ДЛЯ ФОРМОВАНИЯ ИЗДЕЛИЙ ИЗ СТРОИТЕЛЬНЫХ СМЕСЕЙ | 2001 |
|
RU2203802C1 |
Изобретение относится к промышленности строительных материалов, а именно для производства изделий из строительных смесей. Агрегат для формования изделий из строительных смесей состоит из станины с подвижной рамой, имеющей вибраторы, и раздаточными приспособлениями. Каждое раздаточное приспособление состоит из установленного на опорной раме расходного бункера и ящичного питателя. Питатели соединены со штоками силовых цилиндров их перемещений. Верхние части опорных рам связаны друг с другом упорной рамой с направляющими втулками, охватывающими верхние и нижние скалки, закрепленные соответственно на пуансоне и матрице. На упорной раме также установлены силовые цилиндры, соединенные штоками с пуансоном и матрицей, имеющей горизонтально-подвижное приводное днище. В нижней части матрицы и опорной рамы основного раздаточного приспособления установлены направляющие ролики, контактирующие с подвижным днищем. Под матрицей размещена подвижная рама, имеющая окно для прохода при распалубке готового изделия из матрицы инвентарного поддона на стопировщик. Силовые цилиндры вертикальных перемещений пуансона и матрицы установлены на неподвижной упорной раме, длина и ширина окна подвижной рамы превышают соответственно в 1,01-1,25 раза длину продольных и ширину поперечных рабочих поверхностей матрицы. Расстояние от подвижного днища, контактирующего с подвижной рамой, до рабочей поверхности пуансона в крайне верхнем положении превышает в 1,2-2,1 раза высоту матрицы. Межосевое расстояние между скалками меньше в 1,25-2,5 раза межосевого расстояния между нижними скалками. Обеспечивается повышение производительности и качества изделий. 2 з. п. ф-лы, 4 ил.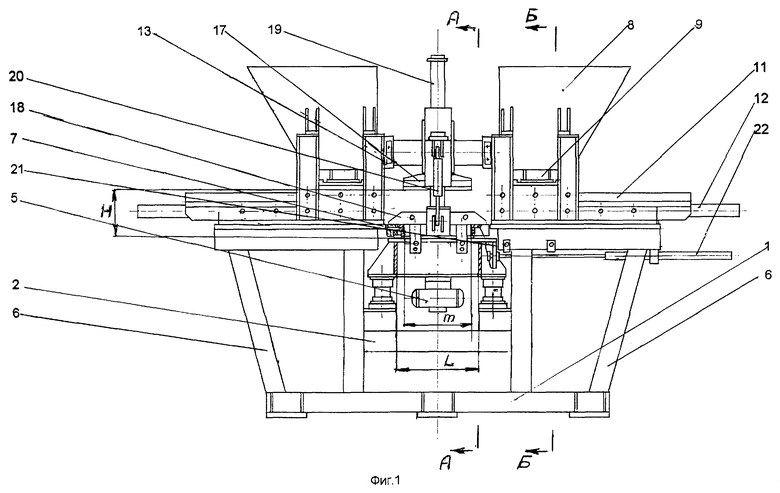
| УСТАНОВКА ДЛЯ ПРЕССОВАНИЯ ИЗДЕЛИЙ ИЗ СТРОИТЕЛЬНЫХ СМЕСЕЙ Д.К.СЕМЕНОВА | 1998 |
|
RU2135353C1 |
| УСТАНОВКА ДЛЯ ПРЕССОВАНИЯ ИЗДЕЛИЙ ИЗ СТРОИТЕЛЬНЫХ СМЕСЕЙ Д.К.СЕМЕНОВА | 1996 |
|
RU2112643C1 |
| DE 3119154 А1, 09.12.1982 | |||
| RU 2005066 С1, 30.12.1993 | |||
| Устройство для формования изделий из бетонных смесей | 1980 |
|
SU1004097A1 |
| DE 3638207 А1, 11.05.1988 | |||
| US 5219591 А, 15.06.1993. | |||
