Изобретение относится к области производства изделий из строительных смесей.
Известен из Патента Российской Федерации №2220044, кл.7 В 28 В 1/087, 2003 г. агрегат для формования изделий из полусухих строительных смесей, содержащий смонтированный на станине посредством амортизаторов вибростол с дебалансным возбудителем вертикально направленных колебаний, размещенные оппозитно вдоль продольной оси станины правый и левый направляющие столы с основным и вспомогательным раздаточными приспособлениями в виде расходных бункеров для строительной смеси основного и отделочных слоев с расположенными под ними и опертыми на вышеупомянутые направляющие столы соосными ящичными питателями, соединенными кинематически с приводными силовыми цилиндрами их горизонтальных возвратно-поступательных перемещений, жестко соединенные друг с другом по торцам опорными элементами горизонтальные направляющие, установленную на последних при помощи катков приводную горизонтально-подвижную каретку с направляющими втулками, охватывающими верхние и нижние вертикальные скалки, на нижних концах которых соответственно закреплены пуансон и контактирующая с рабочей поверхностью вибростола бездонная матрица, шарнирно связанные со штоками установленных на каретке силовых цилиндров их вертикальных перемещений.
Недостатками указанного устройства являются низкая производительность, плохое качество формуемых изделий, увеличенная трудоемкость работы обслуживающего персонала, повышенный уровень шума.
Наиболее близким к предложенному агрегату для формования изделий из строительных смесей по своей технической сущности и достигаемому эффекту является известный из Патента Российской Федерации №2257999, кл.7 В 28 В 1/087, 2004 г. агрегат для формования изделий из полусухих строительных смесей, содержащий станину из соединенных в единое целое центральной, правой и левой секций, на которых смонтированы соответственно вибростол в виде неподвижной рамы и опертой на последнюю посредством симметричных относительно вертикальной оси матрицы и связанных с источником сжатого воздуха регулируемых по высоте и жесткости пневмоопор, вертикально подвижной рамы со смонтированными на ней возбудителями круговых колебаний, контактирующей в крайнем верхнем положении с технологическим поддоном, размещенные оппозитно вдоль продольной оси станины правый и левый направляющие столы соответственно с основным и дополнительным раздаточными устройствами для строительных смесей основного и отделочных слоев в виде расходных бункеров и размещенных под ними ящичных питателей, кинематически связанных с приводами их горизонтальных возвратно поступательных перемещений, расположенные симметрично поперечной оси станины горизонтальные направляющие, передние и задние концы которых закреплены соответственно на центральной секции станины и задней вертикальной опоре, установленную на горизонтальных направляющих приводную каретку с расположенными симметрично ее продольной оси направляющими втулками, охватывающими верхние и нижние вертикальные скалки, на нижних конца которых закреплены связанные с синхронизатором параллельности их вертикальных относительно друг друга перемещений бездонная матрица с образующим ее рабочую полость вкладышем и пуансон, шарнирно связанные со штоками установленных на каретке силовых цилиндров приводов их перемещений, размещенный вдоль поперечной оси станины магазин технологических поддонов с расположенным вдоль вертикальной оси над находящимися в нем поддонами вертикально подвижным захватом, подвешенным на штоке силового цилиндра, закрепленного посредством кронштейна на центральной секции станины.
Недостатками этого агрегата являются сложность конструкции, повышенная трудоемкость изготовления и недостаточная надежность в эксплуатации.
Задачами изобретения являются повышение качества формуемых изделий, увеличение производительности, надежности и качества изделий, обеспечение снижение трудоемкости работы обслуживающего персонала, уменьшение энергоемкости и уровня шума.
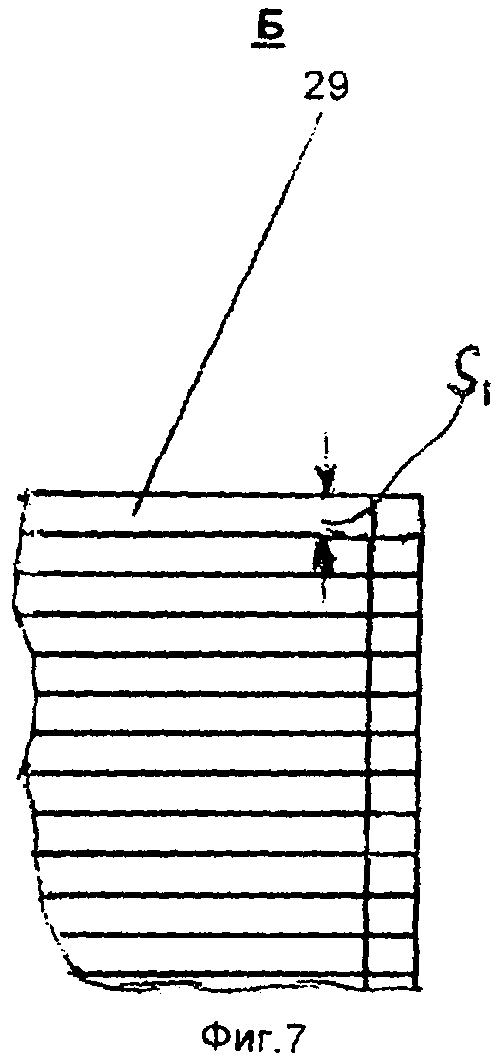
Указанные цели достигаются тем, что агрегат для формования изделий из полусухих строительных смесей, содержащий станину из соединенных в единое целое центральной, правой и левой секций, на которых смонтированы соответственно вибростол в виде неподвижной рамы и опертой на последнюю посредством симметричных относительно вертикальной оси матрицы и связанных с источником сжатого воздуха регулируемых по высоте и жесткости пневмоопор, вертикально подвижной рамы со смонтированными на ней возбудителями круговых колебаний, контактирующей в крайнем верхнем положении с технологическим поддоном, размещенные оппозитно вдоль продольной оси станины правый и левый направляющие столы соответственно с основным и дополнительным раздаточными устройствами для строительных смесей основного и отделочных слоев в виде расходных бункеров и размещенных под ними ящичных питателей, кинематически связанных с приводами их горизонтальных возвратно-поступательных перемещений, расположенные симметрично поперечной оси станины горизонтальные направляющие, передние и задние концы которых закреплены соответственно на центральной секции станины и задней вертикальной опоре, установленную на горизонтальных направляющих приводную каретку с расположенными симметрично ее продольной оси направляющими втулками, охватывающими верхние и нижние вертикальные скалки, на нижних конца которых закреплены связанные с синхронизатором параллельности их вертикальных относительно друг друга перемещений бездонная матрица с образующим ее рабочую полость вкладышем и пуансон, шарнирно связанные со штоками установленных на каретке силовых цилиндров приводов их перемещений, размещенный вдоль поперечной оси станины магазин технологических поддонов с расположенным вдоль вертикальной оси над находящимися в нем поддонами вертикально подвижным захватом, подвешенным на штоке силового цилиндра, закрепленного посредством кронштейна на центральной секции станины, снабжен закрепленным на вертикальной задней опоре горизонтальных направляющих вдоль поперечной оси станины вспомогательным магазином транспортных поддонов с расположенным вдоль вертикальной оси над находящимися в нем поддонами вертикально подвижным вспомогательным захватом, подвешенным на штоке силового цилиндра его перемещений, установленного посредством кронштейна на задней опоре горизонтальных направляющих, основной и вспомогательный захваты - концентрично расположенными относительно их вертикальной оси притяжными постоянными магнитами, контактирующими с расположенными под ними поддонами, каретка - оппозитно расположенными передним и задним манипуляторами горизонтальных перемещений технологических и транспортных поддонов, закрепленными соответственно на ее переднем и заднем поперечных торцах, образующий рабочую полость бездонной матрицы вкладыш выполнен со смонтированными по периметру на его нижнем торце фиксаторами положения технологического поддона в виде контактирующих с его поверхностью притяжных постоянных магнитов, основной и вспомогательный манипуляторы - в виде соединенных поперечиной параллельных L-образных консолей с закрепленными на их горизонтальных частях притяжных электромагнитов, контактирующих соответственно с поверхностями технологического и транспортного поддонов, задняя вертикальная опора горизонтальных направляющих выполнена с окном для прохода транспортного поддона, причем толщина S технологического поддона и величины усилий сцепления основного или вспомогательного захвата или образующего рабочую полость бездонной матрицы вкладыша с технологическим поддоном меньше толщины S1 транспортного поддона и величины усилия сцепления каждого из манипуляторов с поддоном соответственно в 3,5-6,5 и 1,2-1,5 раза, а расстояние Т между вертикальными осями основного и вспомогательного магазинов технологических и транспортных поддонов превышает расстояние T1 между вертикальными осями притяжных электромагнитов переднего и заднего манипуляторов приводной каретки в 1,3-1,8 раза.
Кроме того, в агрегате для формования изделий из полусухих строительных смесей подвижная рама вибростола может быть снабжена фиксаторами положения на ней технологических поддонов, каждый из манипуляторов - датчиками включения притяжных электромагнитов, установленными на нижних поверхностях горизонтальных частей L-образных консолей, а регулируемые по высоте и жесткости пневмоопоры могут быть выполнены в виде пневмоподушек.
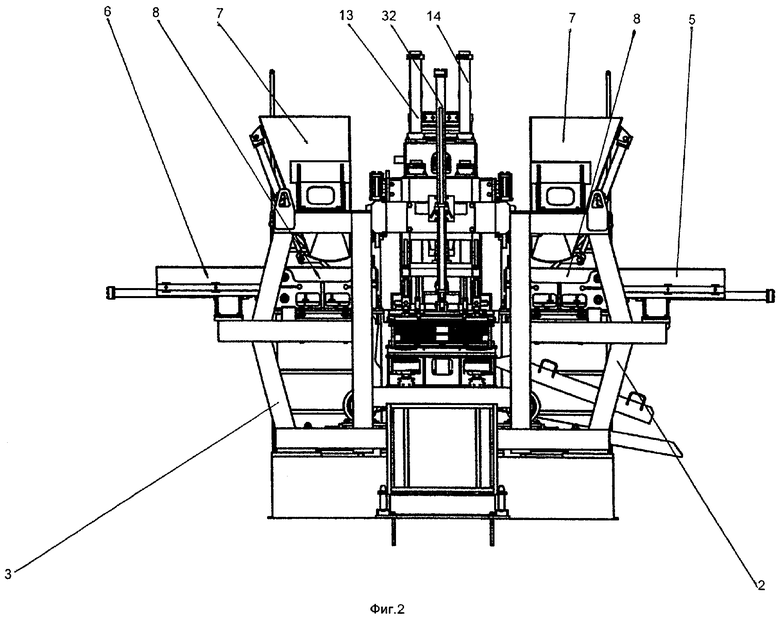
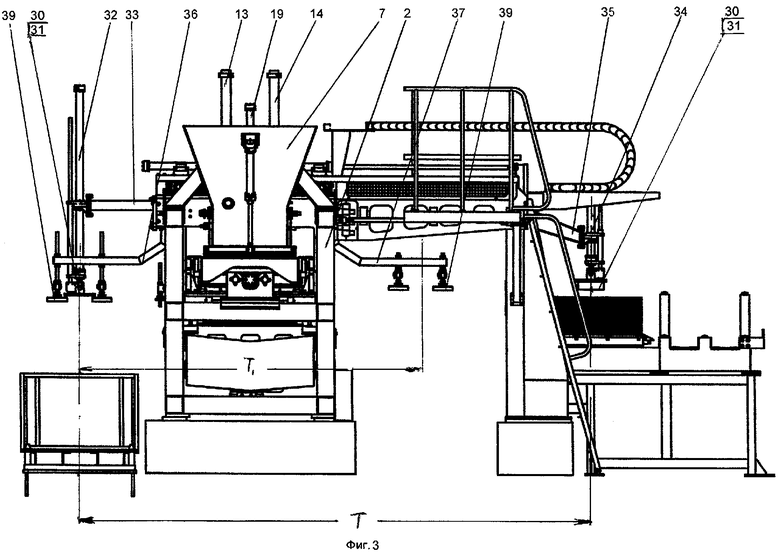
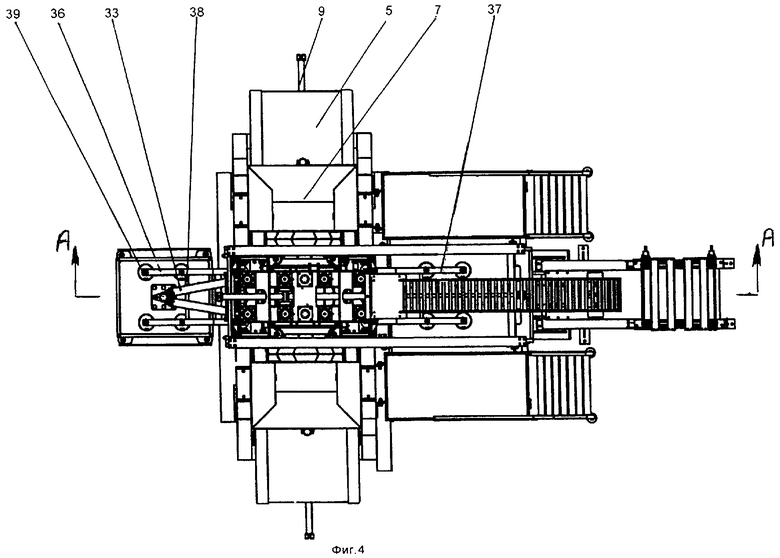
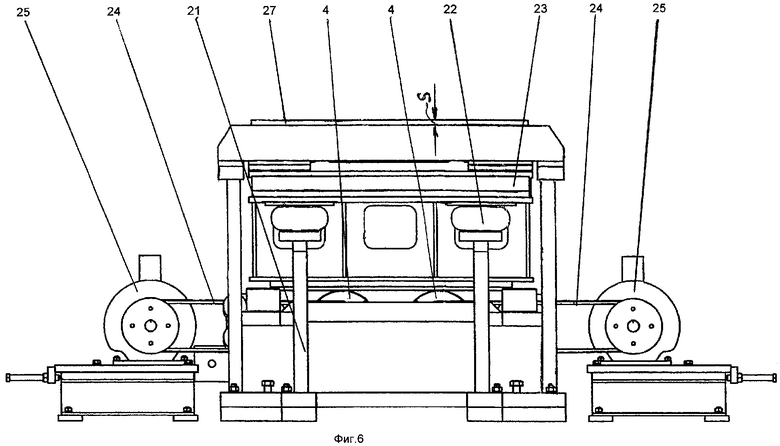
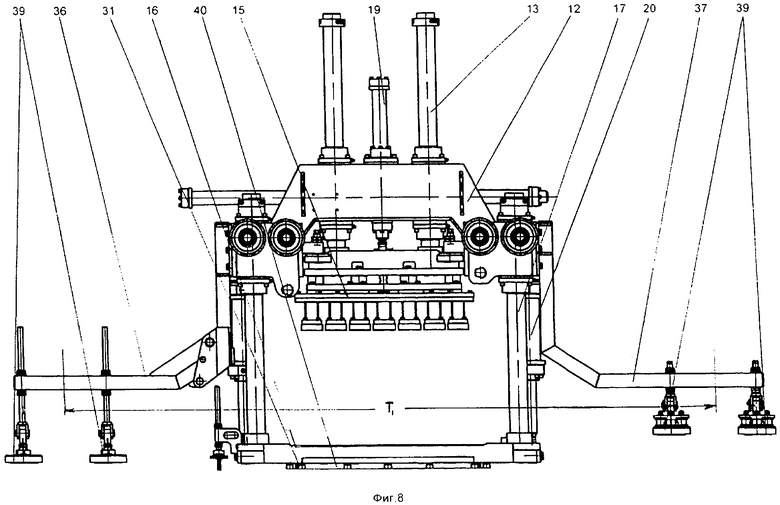
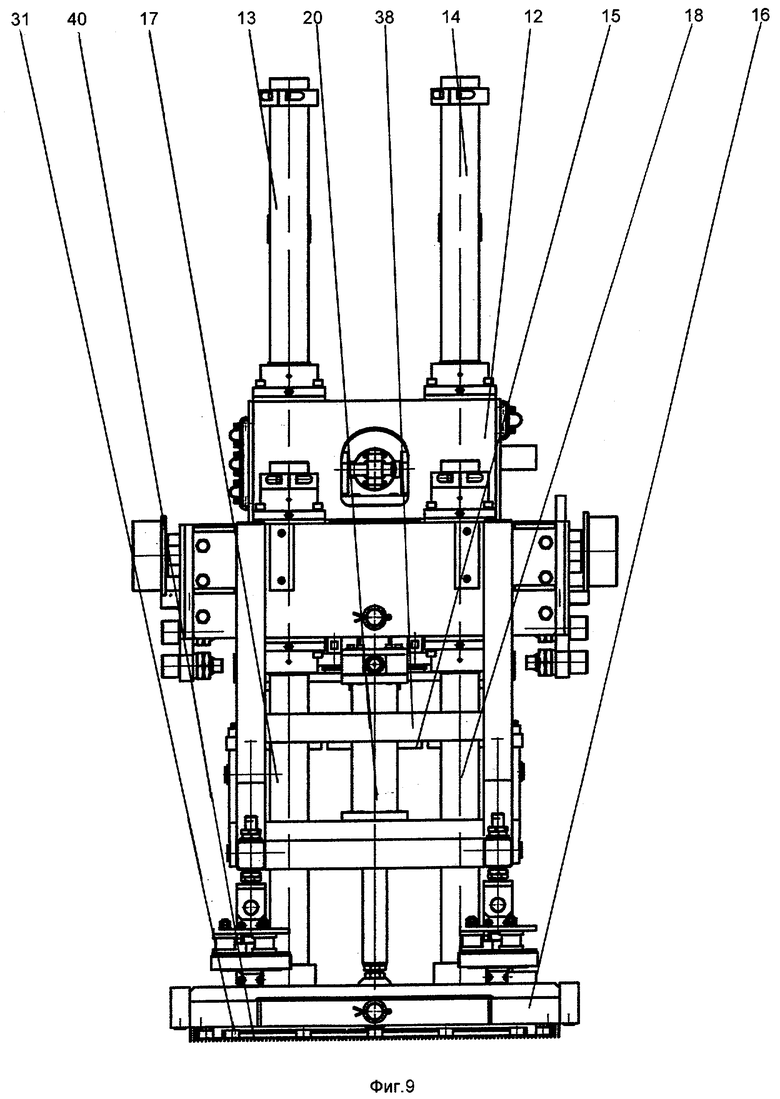
На фиг.1 схематично изображен общий вид агрегата для формования изделий из полусухих строительных смесей в аксонометрии; на фиг.2 - вид спереди на фиг.1; на фиг.3 - вид сбоку на фиг.1; на фиг.4 - вид в плане на фиг.1; на фиг.5 - разрез по А-А на фиг.4; на фиг.6 - общий вид вибростола; на фиг.7 - узел Б в увеличенном масштабе; на фиг.8 - общий вид приводной каретки и на фиг.9 - вид сбоку на фиг.8.
Агрегат для формования изделий из полусухих строительных смесей состоит из закрепленной на основании станины из жестко соединенных друг с другом в единое целое центральной 1, правой 2 и левой 3 боковых секций, соответственно для крепления на них вибростола с возбудителями 4 круговых колебаний и оппозитно расположенных правого 5 и левого 6 направляющих столов. На правом 5 и левом 6 направляющих столах смонтированы расположенные оппозитно друг другу основное и вспомогательное раздаточные устройства соответственно основного и отделочных слоев формуемого изделия. Каждое из раздаточных приспособлений состоит из расходного бункера 7 и расположенного под ним ящичного питателя 8, кинематически связанного со штоком силового цилиндра 9 привода его горизонтальных возвратно-поступательных перемещений. На центральной 1 секции станины и задней вертикальной опоре 10 установлены горизонтальные направляющие 11, на которых установлена приводная каретка 12, которая в переднем и заднем положениях фиксируется посредством замков (на чертежах условно не показанных). Приводная каретка 12 выполнена в виде горизонтальной пространственной рамы с размещенными симметрично ее продольной оси и сблокированными попарно основными и дополнительными направляющими втулками (на чертежах условно не показанных). Часть вышеупомянутых направляющих втулок охватывает основные 13 и дополнительные 14 верхние скалки, к нижним концам которых подвешен пуансон 15. Под пуансоном 15 соосно с ним размещена бездонная матрица 16. Бездонная матрица 16 подвешена к основным 17 и дополнительным 18 нижним скалками, охватываемых другой свободной частью вышеупомянутых направляющих втулок. Пуансон 15 и бездонная матрица 16 шарнирно связаны соответственно через упругие элементы (на чертежах условно не показанных) со штоками закрепленных на приводной подвижной каретке 12 силовых цилиндров 19 и 20 приводов их вертикальных перемещений. На приводной кареткой 12 вдоль ее продольной оси установлен синхронизатор (на чертежах условно не показан) параллельности взаимных вертикальных перемещений бездонной матрицы 16 и пуансона 15. На центральной секции 1 станины вдоль ее вертикальной оси установлен вибростол 4 в виде неподвижной 21 рамы и опертый на последнюю посредством связанных с источником сжатого воздуха (на чертеже условно не показанного) регулируемых по высоте и жесткости пневмоопор 22 вертикально подвижной рамы 23 со смонтированными на ней возбудителями 4 круговых колебаний, дебалансные валы которых посредством гибких передач 24 соединены с установленными на центральной 1 секции станины приводными двигателями 25. Перед вибростолом и с заднего торца вертикальной задней опорой вдоль продольной оси горизонтальных направляющих установлены соответственно основной 26 магазин технологических 27 поддонов и вспомогательный 28 магазин транспортных 29 поддонов. В основном 26 и вспомогательном 28 магазинах расположены над поддонами соответственно основной и вспомогательный захваты, каждый из которых выполнен в виде диска 30 с установленными концентрично притяжными постоянными магнитами 31, контактирующими в рабочем положение с поверхностью верхнего из находящихся в основном 26 или вспомогательном 28 магазинах соответственно технологических 27 или транспортных 29 поддонов. Диски 30 смонтированы на наружных концах штоков силовых цилиндров 32 их вертикальных перемещений. Силовой цилиндр 32 вертикальных перемещений основного захвата технологических 27 поддонов установлен посредством кронштейна 33 на центральной 1 секции станины, а силовой цилиндр 34 вертикальных перемещений вспомогательного захвата транспортных 29 поддонов установлен посредством кронштейна 35 на вертикальной задней опоре 10 горизонтальных направляющих 11. На переднем и заднем поперечных торцах приводной каретки 12 закреплены оппозитно передний 36 и задний 37 манипуляторы горизонтальных перемещений технологических 27 и транспортных 29 поддонов. Передний 36 и задний 37 манипуляторы выполнены в виде соединенных поперечиной 38 параллельных L-образных консолей с закрепленными на их горизонтальных частях симметрично продольной оси горизонтальных направляющих 11 притяжных электромагнитов 39, контактирующих соответственно с поверхностями технологического 27 и транспортного 29 поддонов в процессе их горизонтальных перемещений. Образующий рабочую полость бездонной матрицы 16 вкладыш 40 выполнен со смонтированными по периметру на его нижнем торце фиксаторами рабочего положения технологического 27 поддона в виде контактирующих с его поверхностью притяжных постоянных магнитов 31. Задняя вертикальная опора 10 горизонтальных направляющих 11 имеет окно (на чертеже условно не показано) для прохода горизонтальных частей L-образных консолей заднего 37 манипулятора с транспортным 29 поддоном. Приводная каретка 12 имеет переднее и заднее рабочие положения, в которых она удерживается посредством гидравлических замков или механических фиксаторов (на чертежах условно не показанных). В переднем рабочем положении приводной каретки 12 притяжные электромагниты 39 переднего 36 манипулятора и притяжные постоянные 31 магниты диска 30 и вкладыша 40 располагаются симметрично соответственно вертикальным осям диска 30 и бездонной матрицы 16, сосной подвижной раме 23 вибростола. В заднем рабочем положении приводная горизонтально каретка 12 с пуансоном 15 и бездонной матрицей 16 располагаются при распалубке отформованного изделия над приемным вертикально-подвижным столом стопировщика отформованных изделий или транспортирующим устройством отформованных изделий (на чертежах условно не показанных), а притяжные электромагниты 39 заднего 37 манипулятора размещаются симметрично вертикальной оси диска 30 во вспомогательном 28 магазине. Толщина S технологических 27 поддонов и величины усилий сцепления основного или вспомогательного захвата или образующего рабочую полость бездонной матрицы 21 вкладыша 40 с технологическим поддоном меньше толщины S1 транспортного 29 поддона и величины усилия сцепления каждого из манипуляторов с поддоном соответственно в 3,5-6,5 и 1,2-1,5 раза. Расстояние Т между вертикальными осями основного 26 и вспомогательного 28 магазинов технологических 27 и транспортных 29 поддонов превышает расстояние T1 между вертикальными осями притяжных электромагнитов 39 переднего 36 и заднего 37 манипуляторов приводной каретки 12 в 1,3-1,8 раза.
Работает агрегат для формования изделий из полусухих строительных смесей следующим образом. Перед началом формования изделий из полусухих строительных смесей в основной 26 и вспомогательный 28 магазины укладывают соответственно стопы технологических 27 и транспортных 29 поддонов и заполняют расходные бункеры 7 основного и вспомогательного раздаточных устройств соответственно строительными смесями основного и облицовочного слоев изделия. После чего перемещают приводную каретку 12 с поднятыми в верхнее положение пуансоном 15 и бездонной матрицей 16 и оппозитно расположенными передним 36 и задним 37 манипуляторами в заднее рабочее положение, при котором бездонная матрица 16 располагается соосно с приемным вертикально подвижным столом отформованных изделий (на чертежах условно не показан), а притяжные электромагниты 39 заднего 37 манипулятора располагаются в одном уровне и концентрично относительно притяжных постоянных 31 магнитов вспомогательного захвата над находящейся во вспомогательном 28 магазине стопой транспортных 29 поддонов, и включают их. Затем с помощью силового цилиндра 32 вспомогательного захвата опускают диск 30 с притяжными постоянными магнитами 31 до их контакта с поверхностью верхнего транспортного поддона 29 стопы транспортных 29 поддонов, находящихся во вспомогательном магазине 28, а затем с помощью силового цилиндра 32 вспомогательного захвата поднимают диск 30 с притяжными постоянными магнитами 31 и удерживаемым последними транспортным 29 поддоном до захвата его притяжными электромагнитами 39 заднего 37 манипулятора, в результате чего вспомогательный захват освобождается от транспортного 29 поддона. На следующем этапе перемещают приводную каретку 12 в переднее рабочее положение, располагая притяжные электромагниты 39 заднего манипулятора с захваченными ими транспортным 29 поддоном над приемным вертикально подвижным столом отформованных изделий соосно с ним и, отключив притяжные электромагниты 39 заднего 37 манипулятора, укладывают транспортный 29 поддон на вертикально подвижный стол стопировщика. Затем силовым цилиндром 32 основного захвата опускают его диск 30 до контакта его притяжных постоянных магнитов 31 с верхним технологическим 27 поддоном стопы находящихся в основном 26 магазине технологических 27 поддонов. Зафиксированный на основном захвате технологический 27 поддон затем силовым цилиндром 32 этого захвата поднимают вертикально вверх до контакта и фиксации на включенных при этом притяжных электромагнитах 39 переднего 36 манипулятора, расположенных концентрично относительно притяжных постоянных 31 магнитов основного захвата. В результате чего основной захват освобождается от технологического 27 поддона. Зафиксированный на переднем 36 манипуляторе приводной каретки 12 технологический 27 поддон путем перемещения последней в заднее рабочее положение располагают соосно с подвижной рамой 23 вибростола. После чего подвижную раму 23 вибростола с помощью пневмоопор 22 приподнимают до опирания на нее после отключения притяжных электромагнитов 39 переднего 36 манипулятора технологического 27 поддона, который затем вместе с подвижной рамой 23 опускается в нижнее положение, а приводную каретку 12 вновь перемещают в переднее рабочее положение, располагая при этом в верхнем положении пуансон 15 и бездонную матрицу 16. Затем, вновь подав сжатый воздух в пневмоопоры 22, одновременно приподнимают подвижную раму 23 с технологическим 27 поддоном и опускают силовыми цилиндрами 20 по направляющим нижним основным 18 и дополнительным 19 скалкам бездонную матрицу 16 до контакта нижнего торца образующего рабочую полость бездонной матрицы 16 вкладыша 40 и его притяжных постоянных магнитов 31 с поверхностью технологического 27 поддона, опертого на подвижную раму 23 вибростола. На рабочую полость вкладыша 40 прижатой к технологическому 27 поддону бездонной матрицы 16 надвигают затем ящичный питатель 8 основного раздаточного устройства и заполняют ее полусухой строительной смесью основного слоя изделия. Опорожненный ящичный питатель 8 основного раздаточного устройства возвращают в исходное положение и, включив силовые цилиндры 19, уплотняют строительную смесь пуансоном 15 на этапе предварительного уплотнения в течение 3,0-8,0 секунд до достижения плотности, превышающей 1,1-1,2 раза первоначальную плотность, уложенной в бездонную матрицу 16. По достижении вышеуказанной степени уплотнения строительной смеси основного слоя изделия вновь перемещают силовыми цилиндрами 19 пуансон 15 в крайнее верхнее положение, надвигают на бездонную матрицу 16 ящичный питатель вспомогательного раздаточного устройства, опорожняют его, заполняя образовавшееся свободное пространство в верхней части рабочей полости вкладыша 40 бездонной матрицы 16 строительной смесью отделочного слоя изделия, возвращают этот ящичный питатель 8 в исходное положение и производят окончательное уплотнение формуемого изделия сочетанием прессующих импульсов 110-400 г/см2 пуансона 15 и колебательных силовых импульсов вибростола в течение 15,0-25,0 секунд до достижения окончательной плотности отформованного изделия, превышающей в 1,2-1,4 раза по сравнению с первоначальной плотностью строительных смесей.
По окончании процессов уплотнения выключают возбудители 4 круговых колебаний вибростола и силовыми цилиндрами 19 и 20 одновременно перемещают с одной и той же скоростью пуансон 15 и бездонную матрицу 16 с отформованным изделием и технологическим 27 поддоном в верхнее положение. Затем приводную каретку 12 перемещают в заднее рабочее положение, располагая предварительно зафиксированный притяжными электромагнитами 39 на переднем 36 манипуляторе очередной технологический 27 поддон над подвижной рамой вибростола, а пуансон 15 и бездонную матрицу 16 с отформованным изделием и технологическим поддоном - на приводной вертикально-подвижный приемный стол, соосно с установленным ранее на последнем транспортным 29 поддоном, и, подняв силовым цилиндром 20 бездонную матрицу 16, укладывают на него или на ранее уложенное отформованное изделие вновь отформованное изделие на технологическом 27 поддоне. При этом каждый раз после укладки отформованных изделий вертикально-подвижный приемный стол стопировщика отформованных изделий опускается на один шаг, равный толщине изделия вместе с толщиной S1 технологического 27 поддона. После достижения стопой отформованных изделий установленной высоты ее вместе с транспортным 29 поддоном снимают с платиков (на чертежах условно не показано) вертикально-подвижного приемного стола стопировщика и передают на дальнейшую тепло- и влажностную обработку или выдержку для набора распалубочной прочности отформованными изделиями.
После окончания цикла изготовления изделий производят очистку и смазку рабочих поверхностей агрегата для формования изделий из полусухих строительных смесей.

Изобретение относится к области производства изделий сборного бетона и железобетона из полусухих строительных смесей. Техническим результатом изобретения является повышение качества формуемых изделий, увеличение производительности, надежности и качества изделий, обеспечение снижения трудоемкости работы обслуживающего персонала, уменьшение энергоемкости и уровня шума. Сущность изобретения: агрегат для формования изделий из полусухих строительных смесей состоит из установленного на станине вибростола, правого и левого направляющих столов с установленными на них основным и вспомогательным раздаточными приспособлениями. На станине вдоль ее поперечной оси и к задней опоре закреплены направляющие с установленной на них кареткой. На каретке посредством подвижных скалок подвешены связанные с силовыми цилиндрами пуансон и матрица с вкладышем, имеющим притяжные постоянные магниты для фиксации на нем технологического поддона. Перед вибростолом и сзади задней опоры вдоль продольной оси горизонтальных направляющих установлены соответственно основной магазин технологических поддонов и вспомогательный магазин транспортных поддонов с захватами последних в виде дисков с притяжными постоянными магнитами. Диски закреплены на штоках силовых цилиндров. На поперечных торцах каретки закреплены оппозитно манипуляторы для перемещений поддонов. Манипуляторы выполнены в виде L-образных консолей с притяжными электромагнитами. Образующий рабочую полость матрицы вкладыш имеет на нижнем торце фиксаторы технологических поддонов в виде постоянных магнитов. В задней опоре выполнено окно для прохода манипулятора с поддоном. Каретка удерживается в переднем и заднем рабочем положениях фиксаторами. Причем толщина S технологического поддона и величины усилий сцепления основного или вспомогательного захвата или образующего рабочую полость бездонной матрицы вкладыша с технологическим поддоном меньше толщины S1 транспортного поддона и величины усилия сцепления каждого из манипуляторов с поддоном соответственно в 3,5-6,5 и 1,2-1,5 раза. А также расстояние Т между вертикальными осями основного и вспомогательного магазинов технологических и транспортных поддонов превышает расстояние T1 между вертикальными осями притяжных электромагнитов переднего и заднего манипуляторов приводной каретки в 1,3-1,8 раза. 3 з.п. ф-лы, 9 ил.
| АГРЕГАТ ДЛЯ ФОРМОВАНИЯ ИЗДЕЛИЙ ИЗ ПОЛУСУХИХ СТРОИТЕЛЬНЫХ СМЕСЕЙ | 2004 |
|
RU2257999C1 |
| Агрегат для формования изделий из полусухих строительных смесей | 2003 |
|
RU2220044C1 |
| АГРЕГАТ ДЛЯ ФОРМОВАНИЯ ИЗДЕЛИЙ ИЗ ПОЛУСУХИХ СТРОИТЕЛЬНЫХ СМЕСЕЙ | 2004 |
|
RU2242358C1 |
| АГРЕГАТ ДЛЯ ФОРМОВАНИЯ ИЗДЕЛИЙ ИЗ СТРОИТЕЛЬНЫХ СМЕСЕЙ | 2001 |
|
RU2188122C1 |
| АГРЕГАТ ДЛЯ ФОРМОВАНИЯ ИЗДЕЛИЙ ИЗ СТРОИТЕЛЬНЫХ СМЕСЕЙ | 1999 |
|
RU2152301C1 |
| JP 7227815 A, 29.08.1995. | |||

