Изобретение относится к коксохимической промышленности, в частности к способам уплотнения дверных проемов коксовых печей.
Известен способ уплотнения проема коксовой печи, включающий прижатие контактной поверхности мембраны двери коксовой печи к контактной поверхности рамы коксовой печи посредством элементов, на которые воздействуют усилиями от винтов ригелей двери коксовой печи через рычажную систему (патент США 4647342, С 10 В 25/06, 03.03.87).
При использовании известного способа уплотнения дверного проема коксовой печи надежное его уплотнение можно получить только по вертикальным контактным поверхностям мембраны двери и рамы коксовой печи. На верхней и нижней горизонтальных контактных поверхностях мембраны двери и рамы коксовой печи гарантированной газоплотности не достигается.
Известен также способ уплотнения проема коксовой печи, включающий прижатие контактной поверхности мембраны двери коксовой печи к контактной поверхности рамы коксовой печи по всему периметру посредством прижимных элементов, на которые воздействуют усилиями от ригельных запирающих устройств двери коксовой печи через рычажную систему (А.С. СССР 1723092, С 10 В 25/06, опубл. 30.03.92. Бюл. 12).
Однако при уплотнении проема коксовой печи для обеспечения его гарантированной газоплотности необходимо знать длину прижимных элементов, зависящую от величины термической деформации рамы.
Задачей изобретения является обеспечение стабильной газоплотности проема коксовой печи с учетом термической деформации рамы.
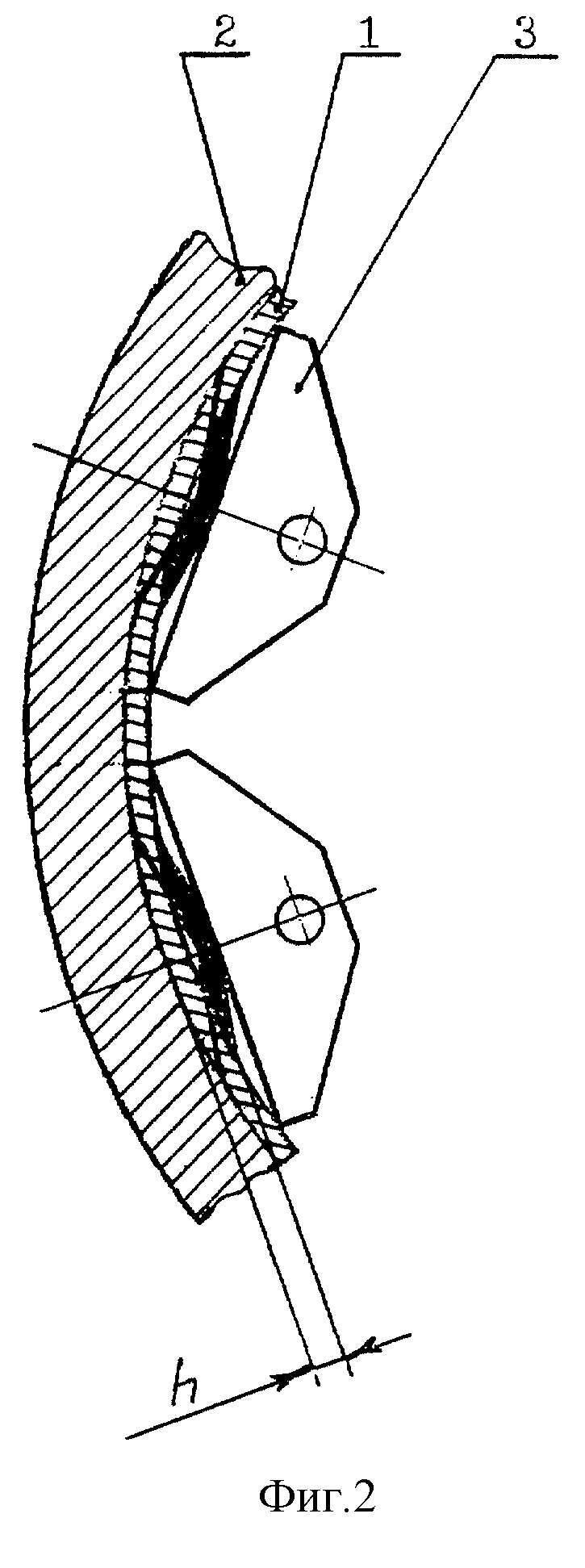
Поставленная задача достигается тем, что в способе уплотнения проема коксовой печи, включающем прижатие контактной поверхности мембраны двери коксовой печи к контактной поверхности рамы коксовой печи по всему периметру посредством прижимных элементов, на которые воздействуют усилиями от ригельных запирающих устройств двери коксовой печи через рычажную систему, согласно изобретению предварительно определяют радиус кривизны (R) рамы коксовой печи и, исходя из полученного значения и заданного зазора (h) между рамой и мембраной двери, рассчитывают длину (L) прижимного элемента по выражению 
Из анализа исследований влияния ширины зазора между контактной поверхностью рамы коксовой печи и мембраной на самопроизвольный уплотняющий эффект двери коксовой печи установлено, что зазоры до 0,1 мм приводят лишь к незначительным утечкам и по истечении 2-5 мин полностью закрываются скопившимся конденсатом.
Кроме того, экспериментально установлено, что необходимая подгонка мембраны к контактирующей поверхности рамы коксовой печи зависит от длины прижимного элемента. Чем больше деформация рамы, тем короче должен быть элемент.
При таком способе уплотнения деформация двери в результате термического воздействия при эксплуатации компенсируется распределением регулируемых уплотняющих усилий по периметру двери, что позволяет получить зазор между мембраной и рамой печи менее 0,1 мм, гарантирующий газоплотность проема коксовой печи при уплотнении "металл по металлу".
Предлагаемый способ уплотнения проема коксовой печи с указанной совокупностью признаков обеспечивает достижение технического результата, заключающегося в полной газоплотности проема коксовой печи за счет определения оптимальной длины прижимных элементов с учетом термической деформации рамы коксовой печи.
Получение данного технического результата достигнуто решением задачи на изобретательском уровне, в частности определением радиуса кривизны рамы коксовой печи и, исходя из полученной величины радиуса и заданного зазора между рамой и мембраной двери, расчетом длины прижимного элемента по выражению  что не следует из известного уровня техники.
что не следует из известного уровня техники.
Реализация способа уплотнения проема коксовой печи осуществлялась на ОАО "ЗСМК".
Предлагаемый способ реализован на дверях, известных по авторскому свидетельству СССР 1723092, С 10 В 25/06, и поясняется чертежами, где на фиг. 1 изображена дверь коксовой печи в разрезе в рабочем положении на раме коксовой печи, на фиг. 2 - положение прижимных элементов на мембране при деформации рамы в направлении коксовой печи.
Пример.
Для создания плотного прилегания мембраны 1 к раме 2 печи с зазором, не превышающем 0,09 мм, на коксовых батареях 5 и 6, имеющих рамы 2 высотой 6 м, измерили с помощью, например, отвеса максимальную деформацию рамы 2, которая составила -30 мм, и рассчитали известным способом радиус кривизны, который равен 150 м (Анурьев В.И., т.1. Справочник конструктора машиностроителя, стр. 44, М.: Машиностроитель, 1992).
Длину прижимного элемента 3, гарантирующего зазор не более 0,09 мм, определили по выражению  которая в данном случае равна 328 мм. Зная величину рамы 2 и длину прижимного элемента 3, определили количество прижимных элементов 3. Затем прижимные элементы 3 рассчитанной длины смонтировали на рычажной системе 4 двери 5. Затем дверь 5 установили в проем коксовой печи и обеспечили заданное усилие прижатия от ригельного запирающего устройства 6. При этом под воздействием усилия от ригельных запирающих устройств 6 прижимные элементы 3 своими краями прижимали мембрану 1 двери 5 к раме 2 коксовой печи, образуя зазор, равный 0,09 мм. В процессе эксплуатации коксовой печи зазор между мембраной 1 и рамой 2 коксовой печи не превысил 0,09 мм, так как длина прижимного элемента 3 была рассчитана, исходя из реальных эксплуатационных параметров деформации рамы 2 коксовой печи.
которая в данном случае равна 328 мм. Зная величину рамы 2 и длину прижимного элемента 3, определили количество прижимных элементов 3. Затем прижимные элементы 3 рассчитанной длины смонтировали на рычажной системе 4 двери 5. Затем дверь 5 установили в проем коксовой печи и обеспечили заданное усилие прижатия от ригельного запирающего устройства 6. При этом под воздействием усилия от ригельных запирающих устройств 6 прижимные элементы 3 своими краями прижимали мембрану 1 двери 5 к раме 2 коксовой печи, образуя зазор, равный 0,09 мм. В процессе эксплуатации коксовой печи зазор между мембраной 1 и рамой 2 коксовой печи не превысил 0,09 мм, так как длина прижимного элемента 3 была рассчитана, исходя из реальных эксплуатационных параметров деформации рамы 2 коксовой печи.
Подобным образом рассчитывается длина прижимных элементов для рам коксовой печи с различной степенью деформации и различным направлением.
Применение данного способа уплотнения проема коксовой печи позволяет обеспечить стабильную газоплотность коксовой печи с учетом термической деформации рамы, достигающей ±30 мм при радиусе кривизны 140...150 м.
Предлагаемый способ уплотнения проема коксовой печи применим в коксохимической промышленности и может быть использован при любых деформациях рам коксовых печей, в том числе и для высококамерных печей.
| название | год | авторы | номер документа |
|---|---|---|---|
| Дверь коксовой печи | 1989 |
|
SU1723092A1 |
| УСТРОЙСТВО ДЛЯ УПЛОТНЕНИЯ ДВЕРНЫХ ПРОЕМОВ КОКСОВЫХ ПЕЧЕЙ | 2004 |
|
RU2287008C2 |
| ДВЕРЬ КОКСОВОЙ ПЕЧИ | 2018 |
|
RU2719837C1 |
| Дверца планирного лючка двери коксовой печи | 1989 |
|
SU1721073A1 |
| УСТРОЙСТВО ДЛЯ УПЛОТНЕНИЯ ДВЕРНЫХ ПРОЕМОВ КОКСОВЫХ ПЕЧЕЙ | 1991 |
|
RU2016042C1 |
| Дверь коксовой печи | 1987 |
|
SU1437380A1 |
| Дверь коксовой печи | 1990 |
|
SU1839175A1 |
| Устройство для уплотнения дверных проемов коксовой печи | 1980 |
|
SU883144A1 |
| ДВЕРЬ КОКСОВОЙ ПЕЧИ | 2004 |
|
RU2292377C2 |
| Устройство для уплотнения дверных проемов коксовых печей | 1989 |
|
SU1723093A1 |
Способ включает прижатие контактной поверхности мембраны двери коксовой печи к контактной поверхности рамы коксовой печи по всему периметру посредством прижимных элементов, на которые воздействуют усилием от ригельных запирающих устройств коксовой печи через рычажную систему, предварительное определение радиуса кривизны рамы, и, исходя из полученного значения и заданного зазора между рамой и мембраной двери, рассчитывают длину прижимного элемента по выражению  где R - радиус кривизны рамы, h - значение заданного зазора. Использование данного изобретения обеспечивает стабильную газоплотность проема коксовой печи с учетом термической деформации рамы. 2 ил.
где R - радиус кривизны рамы, h - значение заданного зазора. Использование данного изобретения обеспечивает стабильную газоплотность проема коксовой печи с учетом термической деформации рамы. 2 ил.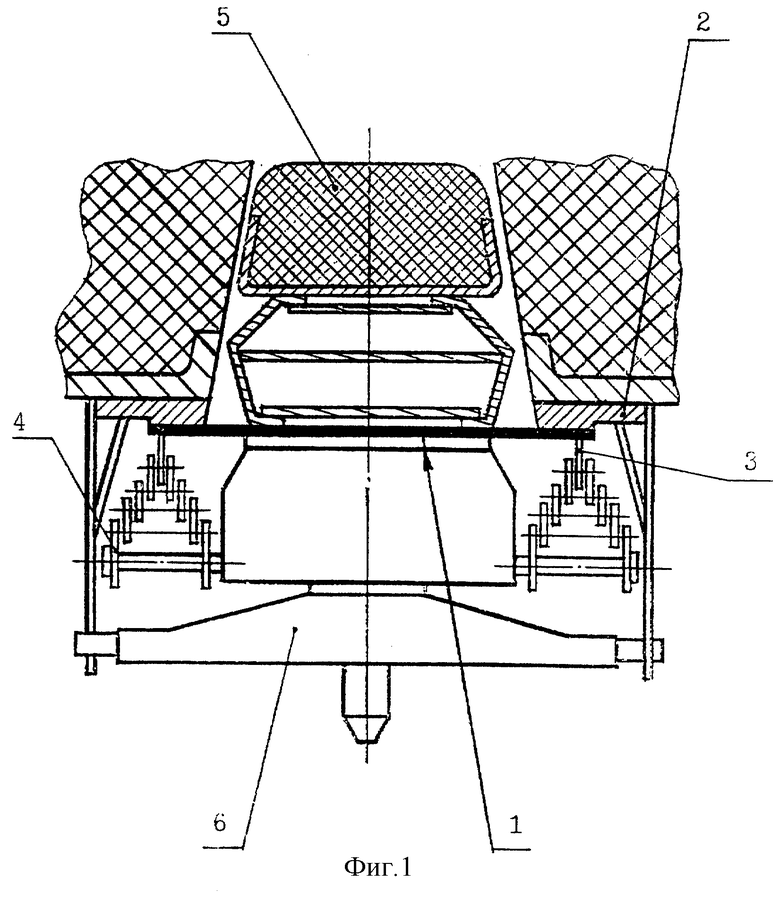
Способ уплотнения проема коксовой печи, включающий прижатие контактной поверхности мембраны двери коксовой печи к контактной поверхности рамы коксовой печи по всему периметру посредством прижимных элементов, на которые воздействуют усилиями от ригельных запирающих устройств двери коксовой печи через рычажную систему, отличающийся тем, что предварительно определяют радиус кривизны (R) рамы коксовой печи и исходя из полученного значения и заданного зазора (h) между рамой и мембраной двери рассчитывают длину (L) прижимного элемента по выражению  з
з
| Дверь коксовой печи | 1989 |
|
SU1723092A1 |
| Самоуплотняющаяся дверь коксовальных печей | 1936 |
|
SU52041A1 |
| Дверь коксовой печи | 1985 |
|
SU1321743A1 |
| US 4647343 А, 03.03.1987 | |||
| Устройство для компенсации термо- э.д.с. свободных концов термопары | 1977 |
|
SU711380A1 |
| СПОСОБ ПОЛУЧЕНИЯ СЛОЕВ ГИДРОКСИДОВ МЕТАЛЛОВ | 1992 |
|
RU2051207C1 |
| DE 3145065 A1, 26.05.1983. | |||

