Изобретение относится к наплавке и может быть использовано при электрошлаковой наплавке с применением неплавящегося электрода и гранулированного присадочного материала с добавлением жидкого присадочного металла из промежуточного устройства, для получения преимущественно полых цилиндрических деталей, в частности бандажей для биметаллических прокатных валков.
Известные способы получения полых цилиндров предусматривают применение двух кристаллизаторов внутреннего и наружного, которые формируют заданное сечение слитка.
Известен способ производства металлических слитков фирмы "Мицубиси" (Пат. 51-8747 (Япония) приоритет от 04.02.72), в котором регулирование процесса осуществляется путем перемещения стола, на котором расположено наплавляемое изделие, причем плавящиеся электроды перемещаются вдоль кольцевой полости кристаллизатора.
Известно устройство для получения полых слитков для получения ЭШП (Пат. 282846, Австрия, приоритет от 12.02.68), особенностью которого является то, что внутренний кристаллизатор не связан жестко с наружным, а перемещается по принципу встречного движения электродов и кристаллизатора (при неподвижном слитке).
Фирма "Ассошиэйтед электрикэл индастриз" предложила установку для выплавки полых слитков (Пат. 1.500.327, Англия. Усовершенствование производства полых слитков, приоритет от 22.08.75), в которой внутренняя поверхность отливки формируется в длинном неподвижном относительно отливки кристаллизаторе, а наружная поверхность - в коротком скользящем кристаллизаторе с уширенной верхней частью.
К недостаткам способов относится невозможность регулирования заданного химического состава на наружной (или внутренней, в зависимости от того, какая поверхность является рабочей, т.е. должна отличаться повышенной износостойкостью) поверхности цилиндрического полого слитка.
Наиболее близким по технической сущности к предлагаемому является способ электрошлаковой наплавки, при котором наплавку ведут неподвижным электродом в пространстве, ограниченном кристаллизатором, при этом кристаллизатор приводят во вращение вместе с деталью вокруг оси детали. Нагрев ведут неплавящимся электродом. Ширину электрода в радиальном направлении наплавляемой поверхности устанавливают равной Lэ=Dк/2-2b, (b=12...20 мм - расстояние от боковой поверхности электрода до кристаллизатора). Ширину подачи гранулированного присадочного материала в радиальном направлении наплавляемой поверхности принимают равной С=Dк/2-d, (d=15...25 мм - расстояние между зоной подачи и кристаллизатором) (Пат. 2069614, РФ, кл. В 23 К 25/00, 1996 г. "Способ электрошлаковой наплавки").
Способ предназначен для электрошлаковой наплавки плоских торцов деталей цилиндрической формы и непригоден для получения полых цилиндрических деталей с заданным химическим составом наружной (или внутренней) поверхности цилиндрического слитка.
Задача изобретения - создание способа электрошлаковой наплавки полых цилиндрических деталей с заданным химическим составом на наружной (или внутренней) поверхности слитка, с применением неплавящихся электродов, подачи гранулированных присадочных материалов и добавлением жидкого присадочного металла из промежуточного устройства, при этом кристаллизаторы приводят во вращение вместе с деталью вокруг оси детали.
Сущность изобретения заключается в том, что в способе электрошлаковой наплавки полых цилиндрических деталей, включающем наведение шлаковой ванны неплавящимся электродом в плавильном пространстве, ограниченном кристаллизатором и наплавляемой поверхностью детали, подачу гранулированного присадочного материала регулируемым дозатором, при этом кристаллизатор приводят во вращение вместе с деталью вокруг оси детали, согласно изобретению дополнительно подают жидкий присадочный металл из промежуточного устройства, используют кристаллизаторы, внутренний и наружный, и неплавящиеся графитовые, диаметрально расположенные электроды, ширину которых в радиальном направлении наплавляемой поверхности детали устанавливают равной Lэ = Rвн н.к - Rн в.к - 2b, где Rвн н.к - внутренний радиус наружного кристаллизатора, мм, Rн в.к - наружный радиус внутреннего кристаллизатора, мм, b=8... 20 мм - расстояние от боковой поверхности электрода до внутренних поверхностей внутреннего и наружного кристаллизаторов, подачу гранулированного присадочного материала осуществляют диаметрально расположенными дозаторами с шириной подачи в радиальном направлении СД = Rвн н.к - Rн в.к - а - d, где а - и d - расстояние между зоной подачи и стенками кристаллизатора, соответственно внутреннего и наружного, а = 40...80 мм, d=4...10 мм, при этом объемная доля гранулированного присадочного материала к жидкому присадочному металлу в центральной зоне наплавляемой детали составляет 0,2...0,28, а по краям на 9-11% длины от нижнего и верхнего торцов наплавляемой детали составляет 0,1...0,12.
Уменьшение значения b ниже 8 мм приведет к возникновению дугового процесса между электродом и кристаллизатором, а при увеличении b более 20 мм - к недогреву периферии детали.
Уменьшение значения d ниже 4 мм приводит к возникновению горки гранулированных частиц, налипающих на кристаллизатор, а увеличение d более 10 мм приведет к уменьшению концентрации твердых частиц (гранулированного присадочного материала) на наружной (или внутренней) наплавляемой поверхности полого цилиндра.
Значение величины a выбирается в зависимости от размеров наплавляемой детали с таким расчетом, чтобы обеспечить сосредоточение твердых частиц (гранулированного присадочного материала) шириной не менее 1/3 толщины наплавляемой детали.
Наплавка полого цилиндра с армированной твердыми частицами наружной (или внутренней) поверхностью достигается:
- во-первых, путем ведения электрошлакового процесса в пространстве, ограниченном снизу поддоном с заглушкой, на которой начинают процесс наплавки, а с боков - водоохлаждаемыми кристаллизаторами (внутренним и наружным);
- во-вторых, путем нагрева с использованием диаметрально расположенных неплавящихся графитовых электродов сплошного сечения;
- в-третьих, путем подачи гранулированного присадочного материала (представляющего собой частицы спеченного твердого сплава на основе карбидов титана типа ТН 20) и заливки жидкого присадочного металла в пропорциях (объемная доля) гранулированного присадочного материала к жидкому присадочному металлу 0,2...0,28 (для обеспечения концентрации твердых частиц на изнашиваемой поверхности до 50-60%);
- в-четвертых, для более равномерного распределения гранулированных твердых частиц по периметру наплавляемой детали в процессе ЭШН включают вращение стола, с закрепленным на нем поддоном, вызывая при этом вращение металлической и шлаковой ванночек, что приводит к сосредоточению твердых частиц на наплавляемой поверхности.
Повышение качества наплавленного слоя достигается путем регулирования объемной доли подаваемого дозатором гранулированного присадочного материала (твердых частиц) и заливаемого из промежуточного устройства жидкого присадочного металла в соотношениях, обеспечивающих концентрацию гранулированного присадочного материала (твердых частиц) на изнашиваемой поверхности наплавляемого слоя (1/3 общей толщины) до 50-60%, при этом объемная доля гранулированного присадочного материала по отношению к заливаемому жидкому присадочному металлу составляет 0,2...0,28.
Уменьшение объемной доли гранулированного присадочного материала ниже 0,2 приведет к уменьшению концентрации твердых частиц в металлической ванне и нежелательному растворению твердых частиц в жидком металле, что при кристаллизации наплавленного сплава вызывает его охрупчивание, а при эксплуатации может привести к сколам наплавленного слоя под действием значительных усилий в центральной зоне детали.
Увеличение объемной доли гранулированного присадочного металла выше 0,28 приведет к возможному несплавлению твердых частиц жидким присадочным металлом, вследствие ускоренной кристаллизации макрообъема с повышенной концентрацией твердых частиц, а следовательно, может вызвать снижение износостойкости наплавленной детали, в результате выкрашивания несплавленных твердых частиц.
Подача объема гранулированного присадочного материала в пределах 0,2... 0,28 в долевом отношении к объему жидкого присадочного металла приводит к своевременной кристаллизации образовавшегося композиционного сплава в макрообъеме, предотвращающей растворение твердых частиц в жидком металле и исключающей образование сложнолегированных микроструктур, вызывающих охрупчивание наплавленного композиционного сплава. Причем концентрация твердых частиц в этом макрообъеме будет достигать 50-60%, что приближается к максимально возможной при ЭШН.
Сравнение заявленного решения с другими техническими решениями показывает, что вновь введенные операции известны по своим единичным признакам, однако их введение и конкретизация в указанной связи с другими операциями заявляемого способа приводит к появлению новых вышеуказанных свойств, позволяющих наплавлять наружную (равно как и внутреннюю) поверхность полых цилиндрических деталей, повысить качество наплавленного слоя (за счет предотвращения растворения твердых частиц в жидком металле и исключения образования сложнолегированных микроструктур, вызывающих охрупчивание наплавленного металла), а также повысить эксплуатационную надежность и увеличить износостойкость наплавленной детали, а следовательно, повысить срок службы агрегата в 3-4 раза. Заявляемый способ позволяет повысить производительность наплавки за счет применения комбинированной подачи гранулированного присадочного материала и заливки жидкого присадочного металла из промежуточного устройства.
Устройство для реализации предложенного способа электрошлаковой наплавки полых цилиндрических деталей представлено на чертеже. Устройство состоит из наружного водоохлаждаемого кристаллизатора 1, внутреннего водоохлаждаемого кристаллизатора 2, полученной в результате ЭШН наплавляемой детали (полого цилиндра) 3, неплавящихся графитовых электродов 4, регулируемых щелевых дозаторов 5 для подачи гранулированного присадочного материала 6, промежуточного устройства 7 для накопления и слива жидкого присадочного металла 8, подаваемого через шлаковую ванну 9 посредством сливного патрубка 10 непосредственно в металлическую ванну 11.
Процесс ЭШН начинается на затравке-заглушке 12, закрепленной на столе-поддоне 13, путем наведения шлаковой ванны 9 определенной глубины (25-45 мм). После наведения шлаковой ванны начинают заливку жидкого присадочного металла 8 (через сливной патрубок 10) и через некоторое время открывают дозатор 5, регулируя подачу гранулированного присадочного материала 6 из расчета 0,1... 0,12 долевого объема жидкой металлической ванны 11. По мере подъема уровня шлаковой ванны 9 до верхнего среза внутреннего кристаллизатора 2 включают механизм опускания стола-поддона 13, т.е. выполняют протяжку изделия 3 относительно кристаллизаторов наружного 1 и внутреннего 2. Для более равномерного распределения гранулированных твердых частиц 6 по периметру наружной поверхности 14 наплавляемой детали 3 в процессе ЭШН включают вращение стола-поддона 13, вызывая при этом вращение металлической 11 и шлаковой 9 ванночек.
Первоначальные 10% общей длины полого цилиндра 3 подачу гранулированного присадочного материала (твердых частиц) 6 ведут из расчета 0,1...0,12 долевого объема подачи жидкого присадочного металла 8. Наплавив 10% длины полого цилиндра 3, дозатор 5 настраивается на подачу гранулированного присадочного материала (твердых частиц) 6 из расчета 0,2...0,28 долевого объема подачи жидкого присадочного металла 8 и продолжают наплавку центральной зоны полого цилиндра 3. Оставшиеся 10% длины наплавляемой детали 3 наплавку ведут с долевым объемом 0,1...0,12, т.е. как и первую часть.
Неравномерная подача гранулированного присадочного материала (твердых частиц) обусловлена условиями износа наплавляемой детали, например, бандажа биметаллического валка прокатного стана, у которого более интенсивно изнашивается центральная часть бочки валка (бандажа). Все остальные процессы более подробно описаны в патенте 2069614, принятом за прототип.
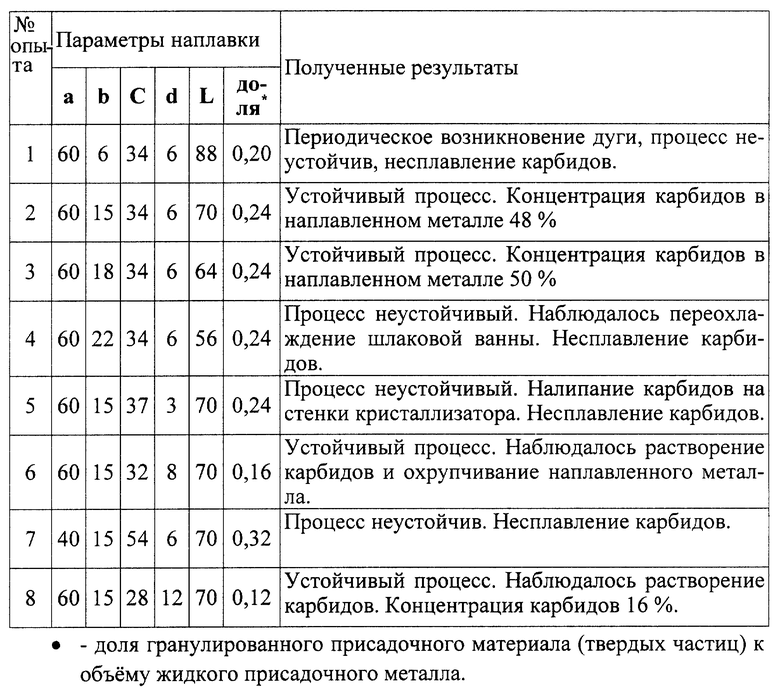
Для поиска оптимального диапазона изменения параметров ЭШН детали полого цилиндра (например, бандажа) производилась электрошлаковая наплавка с их различными значениями. Результаты эксперимента приведены в таблице.
Начальные стабильные параметры электрошлаковой наплавки (ЭШН): Rвн н.к = 200 мм, Rн в.к = 100 мм, в качестве гранулированного присадочного материала использовались сфероидезированные частицы спеченного твердого сплава на основе TiC типа ТН 20, в качестве присадочного жидкого металла использовался сплав типа У30Х28Н4С4.
После наплавки, образцы разрезали на темплеты, готовили микрошлифы и проводили металлографические исследования. Объемную долю твердых частиц определяли с помощью структурного анализатора "Эпиквант", который работает на основе метода линейного анализа. Структурно-фазовый анализ, а именно образование сложнолегированных микроструктур (ответственных за хрупкость наплавленного металла) при растворении твердых частиц в матрице композиционного сплава, выполняли методом рентгеноструктурного анализа на установке "УРС-554" в излучении Kα1Fe и Kα1Cu.
Анализ результатов опытов показал, что оптимальными параметрами являются показатели 2-го и 3-го опытов, которые можно рекомендовать для использования. Они обеспечивают высокое качество наплавленного металла и высокую производительность процесса ЭШН получения полых слитков.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЭЛЕКТРОШЛАКОВОЙ НАПЛАВКИ | 1993 |
|
RU2069614C1 |
| СПОСОБ ЭЛЕКТРОШЛАКОВОЙ НАПЛАВКИ КРУПНОГАБАРИТНЫХ ТОРЦОВ | 2004 |
|
RU2271267C1 |
| СПОСОБ ЭЛЕКТРОШЛАКОВОЙ НАПЛАВКИ МАЛОГАБАРИТНЫХ ТОРЦОВ | 2002 |
|
RU2232669C1 |
| СПОСОБ ЭЛЕКТРОШЛАКОВОЙ НАПЛАВКИ ПЛОСКИХ ПОВЕРХНОСТЕЙ | 2008 |
|
RU2397851C1 |
| СПОСОБ ЭЛЕКТРОШЛАКОВОЙ НАПЛАВКИ | 2006 |
|
RU2321482C2 |
| СПОСОБ ЭЛЕКТРОШЛАКОВОЙ НАПЛАВКИ ЗЕРНИСТЫМ ПРИСАДОЧНЫМ МАТЕРИАЛОМ | 2006 |
|
RU2336971C2 |
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОШЛАКОВОЙ НАПЛАВКИ | 2012 |
|
RU2514245C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ДЕТАЛЕЙ ЭЛЕКТРОШЛАКОВОЙ НАПЛАВКОЙ | 2006 |
|
RU2346796C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗНОСОСТОЙКИХ ОТЛИВОК | 2001 |
|
RU2201312C2 |
| СПОСОБ РЕМОНТА, СПОСОБ ЭЛЕКТРОШЛАКОВОЙ НАПЛАВКИ, УСТРОЙСТВО ДЛЯ ЭЛЕКТРОШЛАКОВОЙ НАПЛАВКИ И КРИСТАЛЛИЗАТОР УСТРОЙСТВА ДЛЯ ЭЛЕКТРОШЛАКОВОЙ НАПЛАВКИ ЧУГУННЫХ ПРОКАТНЫХ ВАЛКОВ | 1998 |
|
RU2139155C1 |
Изобретение относится к наплавке и может быть использовано при электрошлаковой наплавке для получения преимущественно полых цилиндрических деталей, в частности бандажей для биметаллических прокатных валков. Способ включает наведение шлаковой ванны неплавящимся электродом в плавильном пространстве, ограниченном кристаллизатором и наплавляемой поверхностью детали, подачу гранулированного присадочного материала регулируемым дозатором. Дополнительно подают жидкий присадочный металл из промежуточного устройства. Используют кристаллизаторы, внутренний и наружный, и неплавящиеся графитовые диаметрально расположенные электроды. Ширину электродов в радиальном направлении наплавляемой поверхности детали устанавливают равной Lэ = Rн.к вн - Rв.к н - 2b, где Rн.к вн - внутренний радиус наружного кристаллизатора, мм; Rв.к н - наружный радиус внутреннего кристаллизатора, мм; b=8...20 мм - расстояние от боковой поверхности электрода до внутренних поверхностей внутреннего и наружного кристаллизаторов. Подачу гранулированного присадочного материала осуществляют диаметрально расположенными дозаторами с шириной подачи в радиальном направлении CД = Rн.к вн - Rв.к н - a - d, где a и d - расстояние между зоной подачи и стенками кристаллизатора, соответственно внутреннего и наружного; а=40...80 мм; d=4...10 мм. При этом объемная доля гранулированного присадочного материала к жидкому присадочному металлу в центральной зоне наплавляемой детали составляет 0,2...0,28, а по краям на 9-11% длины от нижнего и верхнего торцов наплавляемой детали составляет 0,1. ..0,12. Способ позволяет повысить качество наплавляемого слоя за счет применения комбинированной подачи гранулированного присадочного материала и жидкого присадочного металла в соотношениях, обеспечивающих концентрацию гранулированного присадочного материала на изнашиваемой поверхности наплавляемого слоя до 50-60%. 1 ил., 1 табл.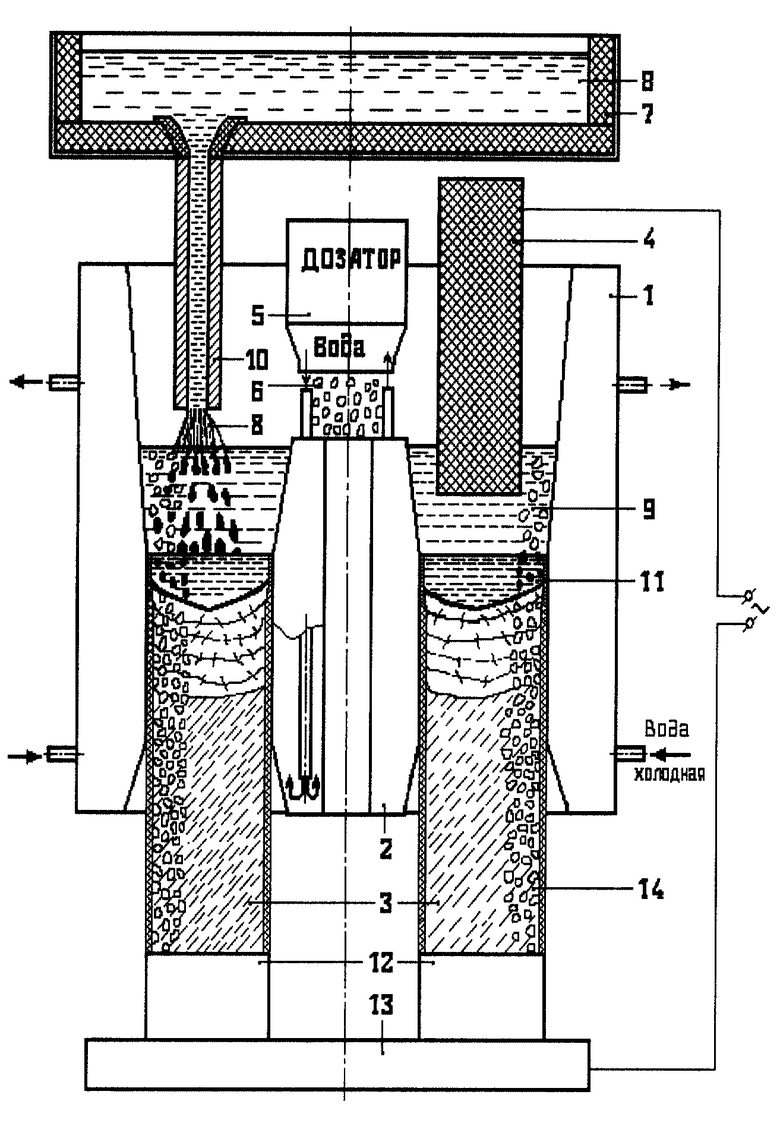
Способ электрошлаковой наплавки полых цилиндрических деталей, включающий наведение шлаковой ванны неплавящимся электродом в плавильном пространстве, ограниченном кристаллизатором и наплавляемой поверхностью детали, подачу гранулированного присадочного материала регулируемым дозатором, при этом кристаллизатор приводят во вращение вместе с деталью вокруг оси детали, отличающийся тем, что дополнительно подают жидкий присадочный металл из промежуточного устройства, используют кристаллизаторы, внутренний и наружный, и неплавящиеся графитовые диаметрально расположенные электроды, ширину которых в радиальном направлении наплавляемой поверхности детали устанавливают равной Lэ= Rн.к вн•Rв.к н-2b, где Rн.к вн - внутренний радиус наружного кристаллизатора, мм; Rв.к н - наружный радиус внутреннего кристаллизатора, мм; b= 8. . . 20 мм - расстояние от боковой поверхности электрода до внутренних поверхностей внутреннего и наружного кристаллизаторов, подачу гранулированного присадочного материала осуществляют диаметрально расположенными дозаторами с шириной подачи в радиальном направлении CД= Rн.к вн-Rв.к н-a-d, где а и d - расстояние между зоной подачи и стенками кристаллизатора, соответственно внутреннего и наружного; а= 40. . . 80 мм; d= 4. . . 10 мм, при этом объемная доля гранулированного присадочного материала к жидкому присадочному металлу в центральной зоне наплавляемой детали составляет 0,2. . . 0,28, а по краям на 9-11% длины от нижнего и верхнего торцов наплавляемой детали составляет 0,1. . . 0,12.
| СПОСОБ ЭЛЕКТРОШЛАКОВОЙ НАПЛАВКИ | 1993 |
|
RU2069614C1 |
| SU 1557842, 25.10.1988 | |||
| Устройство для электрошлаковой наплавки | 1968 |
|
SU266973A1 |
| US 5799721, 01.09.1998 | |||
| Устройство измерения параметров перемещения спортсмена | 1987 |
|
SU1500327A1 |
| КСЕНДЗЫКА Г.В | |||
| Оборудование для электрошлаковой наплавки цилиндрических деталей с использованием водоохлаждаемых кристаллизаторов | |||
| В сборнике "Оборудование и материалы для наплавки" | |||
| - Киев: ИЭС Е.О | |||
| Патона, 1990, с.25-28. | |||
