Изобретение относится к металлообработке, металлургии и может быть использовано при изготовлении наплавкой деталей машин и инструментов.
Известен способ электрошлаковой наплавки (ЭШН) торцов изделий проволочным электродом (Бондарчук Н. А., Патока А. И., Маркин Ю. В. Применение проволоки типа ЭП-567 для наплавки оправок прошивного стана. - В сб. научн. трудов: Теоретические и технологические основы наплавки. Наплавочные материалы. - Киев: ИЭС им. Е. О. Патона, 1978, с.104-106) малогабаритных цилиндров с площадью торцов 3-5 см2, при котором электродный плавящийся материал, подаваемый в шлаковую ванну, плавится в ограниченном объеме шлака, прилегающем к его поверхности, температура в котором достигает 1900-2300°С.
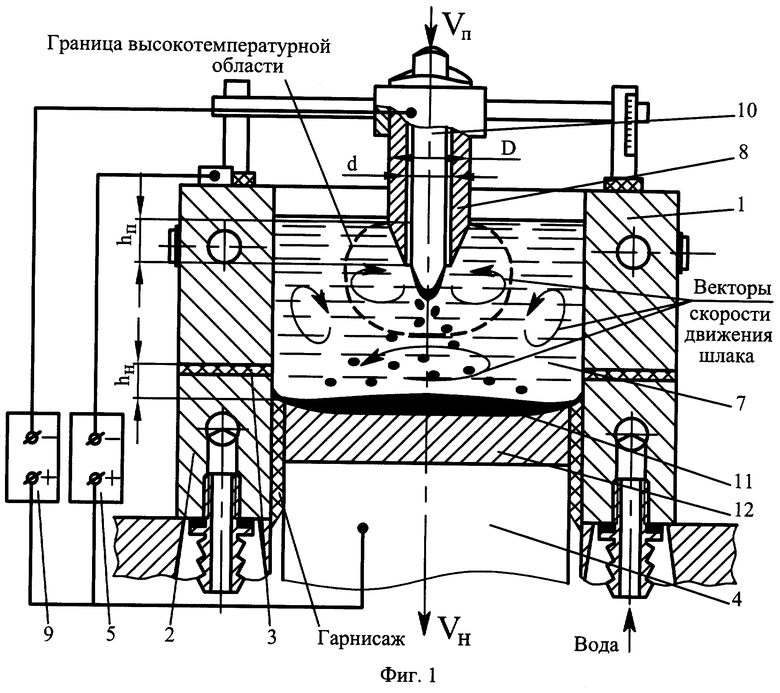
Недостатком такой схемы наплавки является то, что при подаче в шлаковую ванну наплавочного материала содержащего компоненты с высокой температурой плавления (к примеру, W, Tпл=3450°C; Та, Tпл=2996°C; Мо, Tпл=2625°C; Nb, Тпл=2415°С) наблюдается неравномерное их плавление, что не позволяет получить наплавленный металл заданного химического состава.
Известен способ электрошлаковой наплавки (ЭШН) и сварки металла (см. авторское свидетельство СССР, № 184337, 21H, 32/01, (H 05 b), публ. 1967 г.), при котором нагрев и расплавление металла осуществляются за счет тепла, выделяющегося в расплавленном шлаке при пропускании электрического тока, причем нагрев шлака производят неплавящимся электродом.
При наплавке по такой схеме неплавящийся электрод обеспечивает лишь поддержание температуры шлака в требуемых пределах, вследствие чего невозможно достичь равномерного плавления наплавочного материала, содержащего тугоплавкие компоненты. Другим отрицательным моментом является то, что подать наплавочный материал точно в тепловой центр шлаковой ванны затруднительно.
Наиболее близким к изобретению является способ электрошлаковой наплавки чугунных прокатных валков (см. патент Российской Федерации, №2139155, В 23 К 25/00, публ. 1999 г.). По этому способу шлаковую ванну наводят в объеме, ограниченном наплавляемой поверхностью и секционным кристаллизатором, содержащим токоподводящую и формовочную секции, поддерживают температуру поверхности кристаллизатора выше температуры резкого повышения вязкости используемого шлака, осуществляют вращение шлаковой ванны, поддержание нижнего уровня шлаковой ванны на расстоянии не более толщины наплавляемого слоя от нижнего края токоподводящей секции и величины сварочного тока в секционном кристаллизаторе.
Процесс ЭШН в секционном кристаллизаторе (СК) позволяет исключить влияние электродного материала на формирование структуры металла, поскольку наплавочные материалы в этом случае электронейтральны. Но при таком процессе скорость плавления наплавочного материала определяется температурой шлака, которая в рассматриваемом случае не превышает 1800°С. Это не позволяет использовать наплавочные материалы в виде композиционных стержней, содержащих тонкие проволоки, металлические порошки и другие компоненты (дробь, стружка), содержащие тугоплавкие (Тпл>2000°С) элементы (W; Та; Мо и др.), так как не обеспечивается их равномерное плавление.
Поэтому задачей предлагаемого технического решения является создание такого способа ЭШН, который обеспечивал бы равномерное плавление наплавочных материалов, содержащих тугоплавкие компоненты.
Технический результат заключается в достижении эффекта равномерного плавления композиционных наплавочных материалов, содержащих тугоплавкие компоненты, за счет образования в шлаке, в зоне погружения неплавящегося полого электрода высокотемпературной области, в которой шлак нагрет до температуры кипения и интенсивно перемешивается.
Технический результат достигается тем, что шлаковую ванну наводят в объеме, ограниченном наплавляемой поверхностью и секционным кристаллизатором, содержащим токоподводящую и формовочную секции, поддерживают температуру поверхности кристаллизатора выше температуры резкого повышения вязкости используемого шлака, осуществляют вращение шлаковой ванны, поддержание нижнего уровня шлаковой ванны на расстоянии не более толщины наплавляемого слоя от нижнего края токоподводящей секции и заданной величины сварочного тока. При этом электрошлаковую наплавку осуществляют за счет введения в шлаковую ванну подключенного к независимому источнику питания неплавящегося полого электрода, выполненного с конусом на рабочей части, на глубину, равную высоте конуса, с образованием в шлаковой ванне высокотемпературной области, размер которой ограничен 2-2,5 диаметрами упомянутого электрода, при этом через полость неплавящегося электрода в образовавшуюся высокотемпературную область подают наплавочный материал, а соотношение сварочного тока и тока, подаваемого на неплавящийся электрод, выбирают в пределах 1,3-2,0. Вращение шлаковой ванны осуществляют со скоростью 60-150 об/мин. Величину сварочного тока поддерживают в диапазоне 0,8-1,2 от Jном, где Jнoм - номинальное значение сварочного тока.
Номинальный сварочный ток выбирается из интервала 200-350 А. За границами указанного интервала нарушается устойчивость ЭШН, что объясняется конструктивными особенностями СК и составом наплавочных материалов.
Отличительной особенностью предлагаемого способа является то, что расплавление наплавочного материала происходит за счет введения в шлаковую ванну запитанного от независимого источника питания неплавящегося полого электрода, в зоне погружения которого образуется высокотемпературная область в шлаке, где он нагрет до температуры кипения и интенсивно перемешивается. Образование такой высокотемпературной области в шлаковой ванне позволяет равномерно плавить композиционные присадочные материалы, содержащие компоненты с низкой и повышенной до 3500°С температурой плавления.
Образующаяся высокотемпературная область в шлаковой ванне ограничена 2-2,5 диаметрами электрода и имеет температуру, в которой шлак нагрет до температуры кипения. Указанное обстоятельство обусловлено рядом факторов: глубиной погружения неплавящегося полого электрода, геометрической формой его рабочей части, соотношением сварочного тока и тока с неплавящегося полого электрода и электросопротивлением шлака. Увеличение размеров высокотемпературной области свыше 2,5D приводит к вскипанию и выплескам шлаковой ванны, а уменьшение ниже 2,0D непозволяет осуществить равномерное плавление наплавочного материала.
Величина погружения неплавящегося полого электрода hн в шлаковую ванну поддерживается постоянной и равна высоте конуса на его рабочей части.
При конической форме торца электрода уменьшается площадь его активной поверхности, что позволяет получить повышенную плотность тока, и приводит к увеличению температуры шлака до температуры кипения в зоне погружения электрода, влияет на температурный градиент шлаковой ванны и определяет размеры в ней высокотемпературной области, в которой шлак нагрет до температуры кипения (около 3500°С для шлака АНФ-6).
Соотношение сварочного тока Jном в СК и тока с неплавящегося полого электрода Jн.э.-k1 находится в пределах 1,3-2,0 и поддерживается постоянным, что обусловливает образование высокотемпературной области в зоне погружения электрода. Увеличение этого соотношения более 2,0 не позволяет получить высокотемпературную область в шлаковой ванне. Уменьшение соотношения k1 менее 1,3 приводит к перегреву шлаковой ванны и выплескам.
Сварочный ток при наплавке поддерживают в пределах k2=0,8-1,2 от Jном. Увеличение k2 более 1,2 ухудшает устойчивость процесса ЭШН и приводит к выплескам шлака, а уменьшение менее 0,8 вызывает рост гарнисажа у стенок СК, ведет к переохлаждению шлака и прекращению процесса наплавки.
Нахождение соотношения k1 и k2 в указанных пределах обеспечивает надежное перемешивание шлаковой ванны и устойчивое существование высокотемпературной области.
Вращение шлаковой ванны при наплавке осуществляют со скоростью 60-150 об/мин. Такая скорость вращения позволят увеличить время жизни капель жидкого металла в шлаковой ванне, благодаря чему более полно осуществляется металлургическая обработка металла. При уменьшении скорости вращения шлаковой ванны менее 60 об/мин уменьшается время пребывания капель в шлаке, в результате чего уменьшается продолжительность теплообмена на границе капля - шлак и воздействие шлака на процесс расплавления наплавочного материала снижается. Увеличение скорости вращения шлаковой ванны более чем 150 об/мин приводит к трансформации формы ее поверхности, частичному обнажению зеркала металлической ванны и нарушению устойчивости электрошлакового процесса по причине изменения соотношений k1 и k2.
При подаче в отверстие полого неплавящегося электрода наплавочного материала в образовавшуюся высокотемпературную область шлаковой ванны происходит его равномерное плавление, сопровождающееся образованием капель и их равномерным распределением по ее объему с последующим переносом в сварочную ванну.
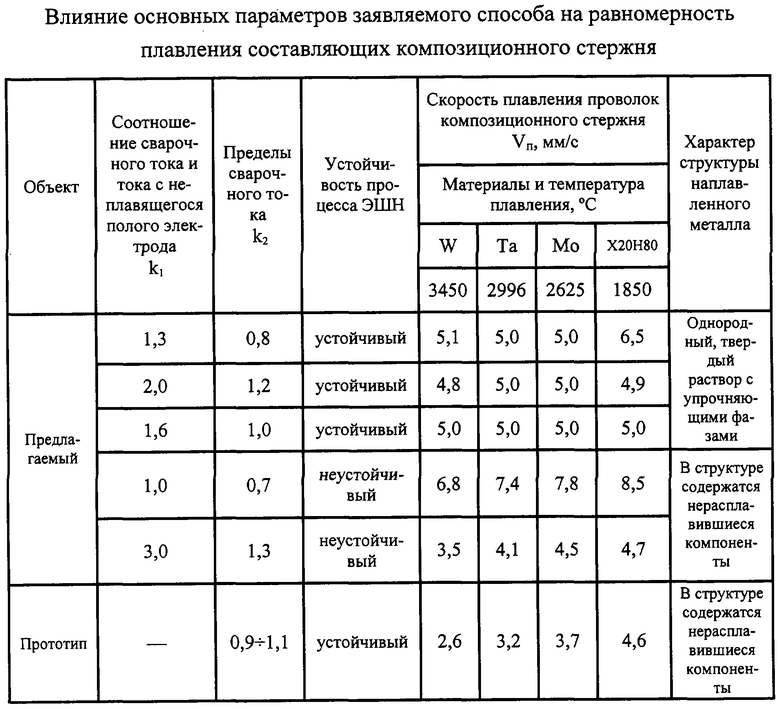
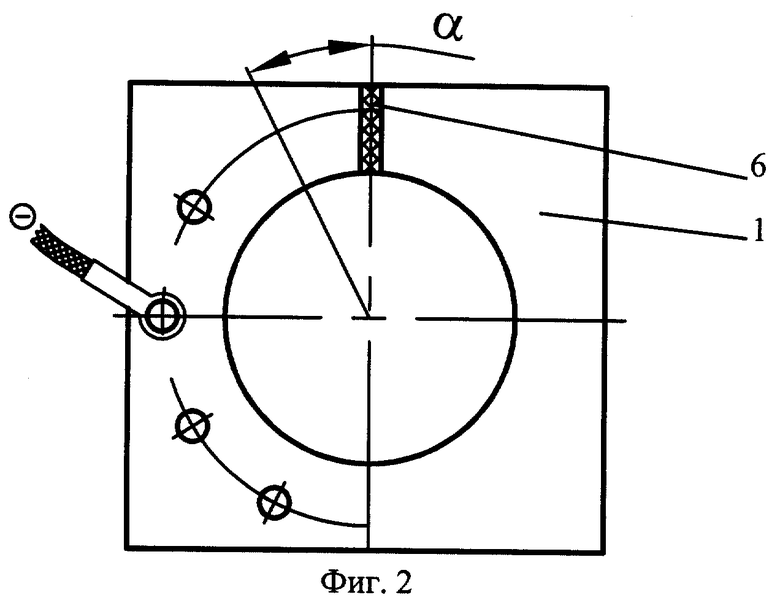
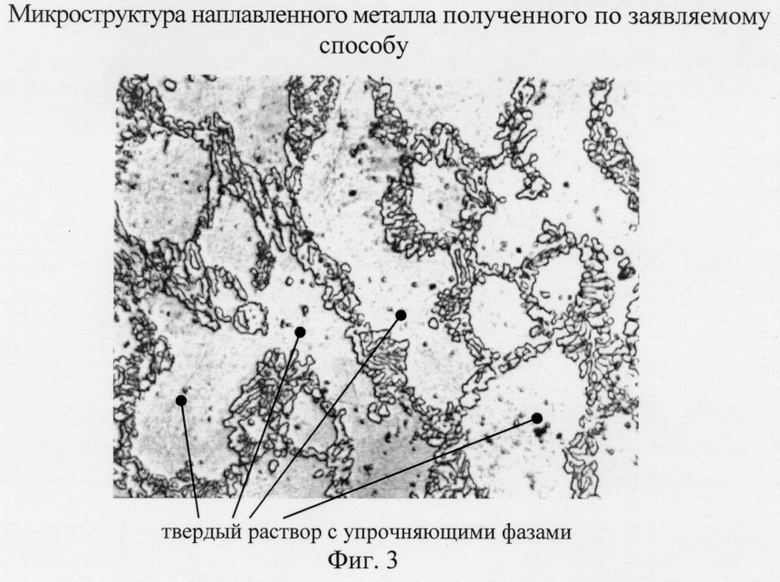
Сущность изобретения поясняется чертежами. На фиг.1 изображена схема электрошлаковой наплавки; на фиг.2 - схема расположения токоподвода в СК; на фиг.3 - микроструктура наплавленного металла, полученного по заявляемому способу; на фиг.4 - микроструктура наплавленного металла полученного на запредельных для заявляемого способа режимах.
Способ реализуется следующим образом. Включается водяное охлаждение токоподводящей 1 и формовочной 2 секций СК, изолированных между собой прокладкой 3, для поддержания температуры поверхности кристаллизатора выше температуры резкого повышения вязкости используемого шлака. Для старта ЭШН заливают шлак в полость между изделием 4 и СК и подают начальное, повышенное в сравнение с номинальным, напряжение между токоподводящей секцией 1 и изделием 4 от основного источника питания 5. Количество шлака зависит от диаметра наплавляемого изделия, причем верхний уровень шлаковой ванны должен быть выше нижнего края токоподводящей секции на 15-20 мм. За счет протекания сварочного тока Jном через токоподводящую секцию 1, выполняющую функцию нерасходуемого электрода, поддерживается постоянной температура шлака, и так как в ней имеется технологический разъем 6, шлак начинает вращаться со скоростью 60-150 об/мин, обеспечивая тем самым равномерное распределение температуры по его объему. На вращение шлаковой ванны оказывает влияние место расположения токоподвода относительно технологического разъема 6, определяемое углом α (фиг.2), причем с увеличением угла α скорость вращения шлака увеличивается. С началом вращения шлака в полости токоподводящей секции 1 в центр поверхности шлаковой ванны 7 вводят полый неплавящийся электрод 8 с конусом на рабочей части на глубину, равную высоте конуса hп. Величину погружения hп поддерживают постоянной и в случае ее уменьшения доливают шлак до первоначального уровня. Неплавящийся полый электрод 8 запитан от независимого источника питания постоянного тока обратной полярности 9, при которой уменьшается эрозия электрода. Причем соотношение сварочного тока Jном и тока с неплавящегося электрода Jн.э. находятся в пределах 1,3-2,0. В зоне погружения неплавящегося полого электрода 8 образуется высокотемпературная область, ограниченная 2-2,5 диаметрами электрода, в которой шлак нагрет до температуры кипения. Затем в отверстие полого неплавящегося электрода 8 подают наплавочный материал 10 (композиционные стержни, проволоки, прутки, дробь, стружку и др.) в образовавшуюся высокотемпературную область шлаковой ванны. В ней благодаря обработке перегретым и интенсивно смешивающемся шлаком равномерно плавятся составляющие наплавочного материала 10 с разной, в том числе повышенной, температурой плавления. Процесс плавления наплавочного материала 10 сопровождается образованием капель и их равномерным распределением по объему шлаковой ванны 7 с последующим переносом в сварочную ванну 11. В процессе наплавки обеспечивают поддержание нижнего уровня шлаковой ванны на расстоянии hн (не более толщины наплавляемого слоя) от нижнего края токоподводящей секции. При уменьшении величины hн происходит короткое замыкание токоподводящей секции СК с наплавленным металлом 12. Это приводит к резкому увеличению сварочного тока Jном, нарушению соотношения k2 и прекращению электрошлакового процесса. В этом случае движение наплавляемого изделия ускоряется (скорость Vн увеличивается) с целью стабилизации величины hн. При увеличении величины hн плотность тока у стенок СК уменьшается, что приводит к уменьшению сварочного тока Jном и образованию гарнисажа у стенок токо-подводящей секции. Также нарушается соотношение k2, что ведет к неудовлетворительному формированию наплавленного металла. При этом скорость Vн замедляется для восстановления номинального режима наплавки.
Пример 1.
Проводилась электрошлаковая наплавка торцов цилиндрической формы в СК. Для эксперимента были использованы заготовки диаметром 25 мм, изготовленные из стали 20. В качестве наплавочного материала использовали композиционный стержень диаметром 5 мм, состоящий из никелевой оболочки, в полость которой помещены порошки и проволоки из металлов с разной температурой плавления, порошки: А1, Тпл=660°С; Zr, Тпл=1750°С; проволоки: W, Тпл=3450°С; Та, Тпл=2996°С; Мо, Тпл=2625°С; Х20Н80 Тпл=1850°С.
Для ЭШН на постоянном токе прямой полярности использовали флюс АНФ-6 (так как он является безокислительным, что предотвращает потерю компонентов плавящегося композиционного стержня в результате окисления), который предварительно расплавляли и заливали в полость между изделием и СК. Для защиты шлаковой ванны от атмосферы ее поверхность обдували аргоном. При старте ЭШН подавали начальное повышенное напряжение (~50 В) на токоподводящую секцию. Шлак в кристаллизатор заливали так, чтобы верхний уровень шлаковой ванны был выше нижнего края токоподводящей секции на 15-20 мм. За счет протекания сварочного тока (Iнoм=300 А) через токоподводящую секцию, выполняющую функцию нерасходуемого электрода, поддерживали постоянную температуру шлака, равную 1900°С при номинальном напряжении на нем 36 В. Максимальная скорость вращения шлака составляла 150 об/мин. С началом вращения шлака в полости токоподводящей секции в центр поверхности шлаковой ванны вводили полый неплавящийся электрод с наружным D=15 мм и внутренним d=6 мм диаметрами с конусом на рабочей части на глубину, равную высоте конуса hп=15 мм. Величину погружения hп=15 мм поддерживали постоянной и при уменьшении высоты шлаковой ванны шлак доливали до первоначального уровня. Неплавящийся полый электрод был запитан постоянным током обратной полярности от независимого источника питания, при этом величину тока Jн.э устанавливали равной (~190 А), чтобы удовлетворить соотношению k1=Jном/Jн.э.=1,6. Такое соотношение токов обусловливало образование высокотемпературной области, в которой шлак нагрет до температуры кипения (около 3500°С для шлака АНФ-6). Затем в отверстие полого неплавящегося электрода подавали композиционный стержень в образовавшуюся высокотемпературную область шлаковой ванны со скоростью Vп, близкой к скорости его плавления. В ней благодаря перегретому и интенсивно смешивающемуся шлаку равномерно со скоростью Vн=5 мм/с плавятся составляющие наплавочного материала с разной, в том числе повышенной, температурой плавления (см. таблицу). Характер структуры наплавленного металла однородный, с содержанием твердого раствора с упрочняющими фазами (фиг.3).
Пример 2.
В условиях эксперимента, аналогичных примеру 1, выполняли ЭШН при значениях k1 и k2, соответствующих нижним и верхним границам заявляемых соотношений. Полученные данные свидетельствуют, что процесс ЭШН устойчив, и, как видно из таблицы скорости плавления составляющих композиционного стержня, незначительно отличаются друг от друга, причем при значениях k1=1,3, k2=0,8 скорости плавления проволок из вольфрама и Х20Н80 выше оптимальной Vп, обуславливающей получение качественного наплавленного металла (W, Vп=5,l мм/с; Х20Н80, Vп=6,5 мм/с), а при значениях k1=2,0, k2=1,2 - ниже оптимальной Vп (W, Vп=4,8 мм/с; Х20Н80, Vп=4,9 мм/с). Структура наплавленного металла соответствует структуре, полученной в примере 1 (фиг.3).
Пример 3.
В условиях эксперимента, аналогичных примеру 1, выполняли ЭШН при значениях k1 и k2, находящихся за границами заявляемых соотношений. Полученные данные свидетельствуют, что процесс ЭШН устойчив, и, как видно из таблицы скорости плавления составляющих композиционного стержня, значительно отличаются друг от друга, причем при значениях k1=1,0, k2=0,7 скорости плавления всех проволок выше оптимальной Vп (W, Vп=6,8 мм/с; Та, Vп=7,4 мм/с; Мо, Vп=7,8 мм/с; Х20Н80, Vп=8,5 мм/с), а при значениях k1=3,0, k2=1,3 ниже оптимальной Vп (W, Vп=3,5 мм/с; Та, Vп=4,1 мм/с; Мо, Vп=4,5 мм/с; Х20Н80, Vп=4,7 мм/с). В структуре наплавленного металла содержатся не расплавившиеся компоненты композиционного стержня (фиг.4).
Пример 4.
Выполняли ЭШН по способу, описанному в прототипе. Наплавочный материал подавали в шлаковую ванну и определяли скорость плавления составляющих. Результаты эксперимента показывают, что электрошлаковый процесс устойчив и при соотношении k2=0,9-1,1 наблюдается неравномерное плавление составляющих композиционного стержня (W, Vп=2,6 мм/с; Та, Vп=3,2 мм/с; Мо, Vп=3,7 мм/с; Х20Н80, Vп=4,6 мм/с). В этом случае скорости плавления значительно меньше оптимальной Vп (см. таблицу), а структура наплавленного металла соответствует структуре полученной в примере 3 (фиг.4).
Равномерность плавления составляющих композиционного стержня контролировали по характеру и последовательности расплавления компонентов стержня визуально и по характеру структуры наплавленного металла.
Сравнительные данные предлагаемого способа электрошлаковой наплавки малогабаритных торцов в сравнении с прототипом приведены в таблице, из которой следует, что заявляемый способ ЭШН характеризуется равномерностью плавления составляющих композиционного стержня с разной, в том числе повышенной, температурой плавления, однородной структурой, содержащей твердый раствор с упрочняющими фазами.
Использование предлагаемого способа электрошлаковой наплавки малогабаритных торцов дает в сравнении с известными способами электрошлаковой наплавки следующий технический результат:
1. Возможность применять для ЭШН присадочные композиционные наплавочные материалы, содержащие тугоплавкие компоненты.
2. Достижение равномерного плавления композиционных наплавочных материалов, содержащих тугоплавкие компоненты за счет образования в шлаке, в зоне погружения электрода высокотемпературной области, в которой шлак нагрет до температуры кипения и интенсивно смешивается.
3. Возможность получить высокооднородный, хорошо металлургически обработанный наплавленный металл на поверхности малогабаритных торцов за счет увеличения времени пребывания капель металла в перегретом вращающемся шлаке.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЭЛЕКТРОШЛАКОВОЙ НАПЛАВКИ КРУПНОГАБАРИТНЫХ ТОРЦОВ | 2004 |
|
RU2271267C1 |
| СПОСОБ ЭЛЕКТРОШЛАКОВОЙ НАПЛАВКИ ПЛОСКИХ ПОВЕРХНОСТЕЙ | 2008 |
|
RU2397851C1 |
| СПОСОБ ЭЛЕКТРОШЛАКОВОЙ НАПЛАВКИ | 1993 |
|
RU2069614C1 |
| СПОСОБ РЕМОНТА, СПОСОБ ЭЛЕКТРОШЛАКОВОЙ НАПЛАВКИ, УСТРОЙСТВО ДЛЯ ЭЛЕКТРОШЛАКОВОЙ НАПЛАВКИ И КРИСТАЛЛИЗАТОР УСТРОЙСТВА ДЛЯ ЭЛЕКТРОШЛАКОВОЙ НАПЛАВКИ ЧУГУННЫХ ПРОКАТНЫХ ВАЛКОВ | 1998 |
|
RU2139155C1 |
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОШЛАКОВОЙ НАПЛАВКИ | 2012 |
|
RU2514245C1 |
| СПОСОБ ВЕРТИКАЛЬНОЙ ЭЛЕКТРОШЛАКОВОЙ НАПЛАВКИ | 1991 |
|
RU2022741C1 |
| СПОСОБ ЭЛЕКТРОШЛАКОВОЙ НАПЛАВКИ ПРОКАТНЫХ ВАЛКОВ | 2000 |
|
RU2174153C1 |
| СПОСОБ ЭЛЕКТРОШЛАКОВОЙ НАПЛАВКИ | 2006 |
|
RU2321482C2 |
| СПОСОБ ЭЛЕКТРОШЛАКОВОЙ НАПЛАВКИ ПРОКАТНЫХ ВАЛКОВ | 2004 |
|
RU2279954C2 |
| СПОСОБ ПОЛУЧЕНИЯ ПОЛЫХ СЛИТКОВ ЭЛЕКТРОШЛАКОВОЙ НАПЛАВКОЙ | 2000 |
|
RU2190029C2 |

Изобретение может быть использовано при изготовлении с применением наплавки деталей машин и инструментов. В объеме, ограниченном наплавляемой поверхностью и секционным кристаллизатором, наводят шлаковую ванну. Температуру поверхности кристаллизатора поддерживают выше температуры резкого повышения вязкости используемого шлака. Электрошлаковую наплавку осуществляют за счет введения во вращающуюся шлаковую ванну подключенного к независимому источнику питания неплавящегося полого электрода с конусом на рабочей части на глубину, равную высоте конуса. В шлаковой ванне образуется высокотемпературная область размером 2-2,5 диаметра упомянутого электрода. Через полость неплавящегося электрода в образовавшуюся высокотемпературную область подают наплавочный материал. Соотношение сварочного тока и тока, подаваемого на неплавящийся электрод, выбирают в пределах 1,3-2,0. За счет высокой температуры нагрева и интенсивного перемешивания происходит равномерное плавление наплавочных материалов с тугоплавками компонентами. 2 з.п. ф-лы, 4 ил., 1 табл.
| СПОСОБ РЕМОНТА, СПОСОБ ЭЛЕКТРОШЛАКОВОЙ НАПЛАВКИ, УСТРОЙСТВО ДЛЯ ЭЛЕКТРОШЛАКОВОЙ НАПЛАВКИ И КРИСТАЛЛИЗАТОР УСТРОЙСТВА ДЛЯ ЭЛЕКТРОШЛАКОВОЙ НАПЛАВКИ ЧУГУННЫХ ПРОКАТНЫХ ВАЛКОВ | 1998 |
|
RU2139155C1 |
| СПОСОБ ЭЛЕКТРОШЛАКОВОЙ НАПЛАВКИ | 1993 |
|
RU2069614C1 |
| Устройство для электрошлаковой наплавки | 1968 |
|
SU266973A1 |
| Устройство измерения параметров перемещения спортсмена | 1987 |
|
SU1500327A1 |

