Изобретение относится к микроэлектронике и электронной технике, в частности - к технологическим процессам изготовления пленочных резисторов.
Известен способ индивидуальной подгонки пленочных резисторов, основанный на воздействии высоковольтных разрядных импульсов напряжения на резистивный слой (авт. свид. 402073).
Предлагаемый способ электроискровой подгонки позволяет увеличить точность подгонки.
Это достигается тем, что в способе подгонки величины сопротивления пленочных резисторов, основанном на воздействии электроискрового разряда на резистивный слой, процесс подгонки осуществляют в два этапа: на первом этапе разрядный электрод неподвижен и подгонку осуществляют до достижения сопротивлением подгоняемого резистора значения, равного 0,99Rн, где Rн - требуемое номинальное сопротивление резистора, на втором этапе разрядный электрод сдвигают в горизонтальном направлении на расстояние, равное радиусу зоны разрушения: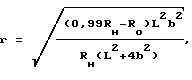
где R0 - начальное значение сопротивления подгоняемого резистора, a L и b - длина и ширина подгоняемого резистора.
Дальнейшую окончательную подгонку осуществляют в теневой зоне реза, что снижает градиент изменения величины сопротивления и соответственно улучшает точность подгонки. Коэффициент 0,99 выбран по причине достаточно малых относительных приращений, получаемых после сдвига разрядного электрода, в пределах изменения сопротивления ΔR/R<1%. Таким образом, новизна заключается в том, что предлагается дополнительно перемещать электрод в горизонтальном направлении на расстояние, определяемое по формуле.
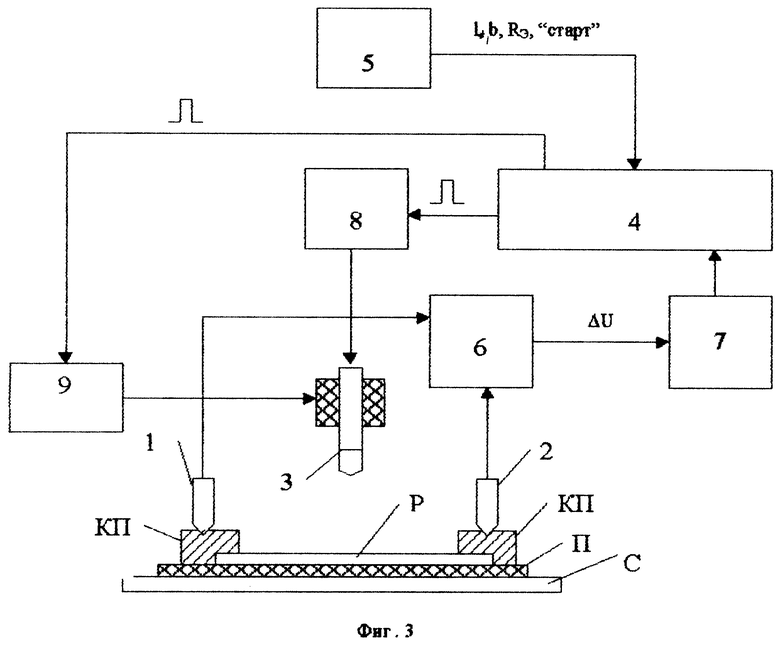
На фиг. 1а изображено изменение относительного отклонения сопротивления от требуемого значения при подгонке по заявляемому способу. Пунктирной линией показан вариант графика в случае неподвижного электрода. На фиг. 1б изображен увеличенный фрагмент графика, изображенного на фиг.1а. Данные для приведенного примера получены на установке электроискровой подгонки, сопряженной с компьютером. Фиксация результатов подгонки осуществлялась в реальном масштабе времени после каждого цикла подгонки с точностью измерения сопротивления не хуже 0,01%. На фиг. 2 показан вид подгоночного реза по способу подгонки, радиус r1 соответствует зоне разрушений на первом этапе подгонки до смещения электрода, r2 - после смещения электрода. На фиг.3 показана структурная схема устройства для осуществления данного способа подгонки, где 1, 2 - контактные зонды; 3 - разрядный электрод; 4 - блок управления; 5 - устройство ввода; 6 - измерительный мост; 7 - аналого-цифровой преобразователь; 8 - высоковольтный преобразователь; 9 - блок управления приводом разрядного электрода.
Способ осуществляется следующим образом. Подложку П с пленочным резистором Р (например, с пленочной резистивной микросхемой) устанавливают на координатном столике С. К контактным площадкам КП резистора подводят контактные зонды 1, 2. Разрядный электрод 3 располагают над поверхностью резистора Р. В память блока управления 4 с устройства ввода 5 заносят значения параметров L, b, Rн. После команды "Старт" напряжение ΔU, получаемое с измерительного моста 6 и преобразованное в двоичный код с помощью аналого-цифрового преобразователя 7, используется блоком управления 4 для вычисления величины сопротивления R0, эта величина сохраняется в памяти блока управления 4. Далее блок управления 4 производит подгонку путем подачи пачек импульсов на высоковольтный преобразователь 8. Импульсы высокого напряжения с высоковольтного преобразователя 8 поступают на разрядный электрод 3, в результате происходит пробой воздушного зазора. Под воздействием высоковольтных разрядных импульсов происходит удаление резистивного материала с поверхности резистора и его сопротивление увеличивается. В процессе подгонки напряжение разбаланса моста ΔU контролируется блокам управления 4 после завершения очередной пачки импульсов для определения момента равенства Rп= 0,99Rн, где Rп - текущее значение сопротивления подгоняемого резистора. В момент, когда Rп=0,99Rн, блок управления 4 вычисляет радиус зоны с удаленным резистивным слоем:
а затем выдает импульсы в блок управления приводом разрядного электрода 9 для смещения разрядного электрода 3 на расстояние r. После смешения разрядного электрода 3 градиент изменения сопротивления уменьшается, что повышает точность подгонки. Подгонка прекращается при Rп=Rн.
Рассмотрим пример конкретной реализации cпособа. В качестве образцов использовались тонкопленочные резисторы на основе резистивного сплава РС5406К. Данные по результатам подгонки приведены на фиг. 1. Скорость (градиент) изменения величины сопротивления можно записать как V = dδ/dT, где dδ = δ2-δ1 - относительное приращение сопротивления в процентах; dT=T2-T1 - время в циклах подгонки. В приведенном примере электрод был смещен при достижении отклонения 0,99Rн, что соответствует на фиг. 1а 392 циклу подгонки (точка А). фиг. 1б видно, что до момента смещения электрода средняя скорость подгонки равна
Средняя скорость подгонки после смещения электрода
Отношение скоростей изменения сопротивления до и после смещения электрода
Таким образом, в данном примере изменение наклона кривой после смещения электрода дает примерно четырехкратное уменьшение скорости приращения сопротивления, вследствие чего точность возрастает также в четыре раза.
Таким образом, предлагаемый способ позволяет увеличить точность подгонки. Преимущество способа будет возрастать с увеличением требуемого Кп.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЭЛЕКТРОИСКРОВОЙ ПОДГОНКИ ПЛЕНОЧНЫХ РЕЗИСТОРОВ | 2001 |
|
RU2190274C1 |
| СПОСОБ ПОДГОНКИ ВЕЛИЧИНЫ СОПРОТИВЛЕНИЯ ТОЛСТОПЛЕНОЧНЫХ РЕЗИСТОРОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2000 |
|
RU2185674C2 |
| СПОСОБ ПОДГОНКИ ВЕЛИЧИНЫ СОПРОТИВЛЕНИЯ ПЛЕНОЧНЫХ РЕЗИСТОРОВ | 1999 |
|
RU2158979C1 |
| СПОСОБ КОРРЕКТИРОВКИ ХАРАКТЕРИСТИКИ ДАТЧИКА УГЛА ПОВОРОТА РЕЗИСТОРНОГО ТИПА | 2001 |
|
RU2199756C2 |
| Устройство для неразрушающей подгонки толстопленочных резисторов | 2016 |
|
RU2620263C1 |
| УСТРОЙСТВО ДЛЯ ПОДГОНКИ РЕЗИСТОРОВ | 1991 |
|
RU2012936C1 |
| УСТРОЙСТВО ДЛЯ ПОДГОНКИ РЕЗИСТОРОВ | 1991 |
|
RU2036522C1 |
| УСТРОЙСТВО ДЛЯ ЛАЗЕРНОЙ ПОДГОНКИ РЕЗИСТОРОВ | 1995 |
|
RU2098877C1 |
| УСТРОЙСТВО ДЛЯ ПОДГОНКИ ТОЛСТОПЛЕНОЧНЫХ РЕЗИСТОРОВ | 2008 |
|
RU2371798C1 |
| УСТРОЙСТВО ДЛЯ ПОДГОНКИ ТОЛСТОПЛЕНОЧНЫХ РЕЗИСТОРОВ | 2008 |
|
RU2371797C1 |


Изобретение относится к микроэлектронике и электронной технике, в частности к технологическим процессам изготовления пленочных резисторов. Способ подгонки величины сопротивления пленочных резисторов основан на воздействии электроискрового разряда на резистивную пленку, в нем процесс подгонки проводят в 2 этапа. На первом этапе разрядный электрод неподвижен, и подгонка осуществляется до достижения сопротивлением подгоняемого резистора величины 0,99Rн, где Rн - требуемое номинальное сопротивление резистора, на втором этапе электрод сдвигают горизонтально на расстояние, равное радиусу зоны разрушения, определяемому из математического выражения. Техническим результатом является то, что способ электроискровой подгонки позволяет увеличить точность подгонки по сравнению со способом, когда разрядный электрод неподвижен. 3 ил.
Способ подгонки величины сопротивления пленочных резисторов, основанный на воздействии электроискрового разряда на резистивный слой, отличающийся тем, что процесс подгонки осуществляют в два этапа: на первом этапе разрядный электрод неподвижен и подгонку осуществляют до достижения величины сопротивлением подгоняемого резистора значения, равного 0,99Rн, где Rн - требуемое номинальное сопротивление резистора, на втором этапе разрядный электрод сдвигают в горизонтальном направлении на расстояние, равное радиусу зоны разрушения:
где Ro - начальное значение сопротивления подгоняемого резистора;
L и b - длина и ширина подгоняемого резистора соответственно.
| 0 |
|
SU402073A1 | |
| УСТРОЙСТВО ДЛЯ ЮСТИРОВКИ ПЛЕНОЧНЫХ РЕЗИСТОРОВ | 0 |
|
SU326645A1 |
| Способ смазки масляным туманом | 1984 |
|
SU1208394A1 |
| Подшипниковый узел | 1989 |
|
SU1765567A1 |
| US 3979823 А, 14.09.1976 | |||
| US 4455744 А, 26.06.1984. | |||
