Изобретение относится к способам изготовления изделий из древесины, предназначенных для изготовления, например декоративных изделий.
Известен способ изготовления изделий из древесины (RU патент 2063869, 1996). В известном способе заготовку помещают в сушильную камеру, где пары наполнителя вытесняют из древесины воду, создавая защитный слой, при этом наполнитель вводят в парообразном состоянии при температуре выше кипения воды и не более температуры начала обугливания данного сорта древесины.
Недостатками указанного способа являются его сложность, дороговизна и невысокое качество готовых изделий из-за наличия внутренних напряжений, что приводит их к короблению.
Известен также способ изготовления изделий из древесины, включающий заполнение автоклава с древесиной нагретым антисептиком, сушку под вакуумом, увеличивающимся ступенчато, пропитку под давлением с последующим удалением антисептика из автоклава и вакуумирование (SU, авторское свидетельство 651948, 1979).
Недостатком указанного способа является низкое качество изделий из древесины и сложность изготовления.
Наиболее близким техническим решением к предложенному изобретению является способ изготовления изделий из древесины, заключающийся в загрузке штабеля в сушильную камеру, сушке и последующей подаче антисептической среды (RU, патент 2119426, 1998).
Недостатком известного способа является низкое качество изделий из древесины.
Техническим результатом изобретения является повышение качества изделий из древесины.
Указанный технический результат достигается тем, что в способе изготовления изделий из древесины, заключающемся в загрузке заготовок в сушильную камеру, сушке и подаче антисептической среды, заготовки размещают в камере в приспособлении, причем в процессе сушки осуществляют подачу антисептической среды и одновременное механическое воздействие в вертикальном направлении на среднюю часть и концы заготовок в два этапа и с их чередованием, при этом на одном этапе осуществляют механическое воздействие на среднюю часть заготовок снизу вверх, а на их концы - сверху вниз, на другом этапе воздействие на среднюю часть заготовок осуществляют сверху вниз, а на их концы в направлении снизу вверх, а в качестве антисептической среды используют продукты горения топлива дизельного двигателя.
Кроме того, согласно изобретению величину механического воздействия задают в зависимости от толщины заготовок и вида материала древесины.
Кроме того, согласно изобретению сушку осуществляют при температуре 40-50oС в течение 3-14 дней.
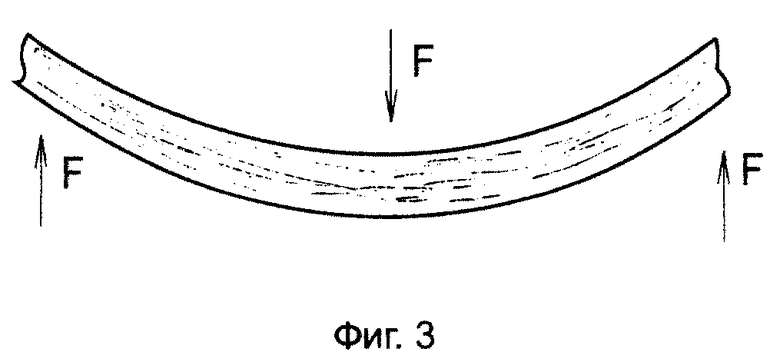
Сущность изобретения поясняется чертежами где, на фиг.1 представлена сушильная камера в разрезе, вид спереди; на фиг.2 представлено продольное сечение штабеля на первом этапе механического воздействия; на фиг.3 - продольное сечение штабель на втором этапе механического воздействия.
Для осуществления способа изготовления изделий из древесины используют сушильную камеру 1 с входным отверстием 2 для подачи в нее антисептической среды, выпускным отверстием 3 для ее удаления и фиксирующим приспособлением, выполненным, например, в виде трех металлических рамок 4 прямоугольной формы, нижняя часть которых связана с источниками механического воздействия 5, 6, размещеными на основании камеры 1. При этом один источник механического 6 воздействия жестко установлен в середине камеры, а два других источника 5 установлены на основании камеры 1 с возможностью их перемещения. Это позволяет фиксировать в приспособлении заготовки, например пиломатериалы разных размеров. В качестве источника механического воздействия используют любой известный прибор, технологически разработанный для этих целей, например пневматический насос или гидравлический насос. Работу насосов, включающую величину механического усилия, и их периодичность, задают исходя из размера изделий и вида материала древесины с помощью блока управления 7 и датчиков 8. Вне сушильной камеры установлен двигатель внутреннего сгорания, а именно дизельный двигатель 9, связанный с источниками механического воздействия 5,6. В качестве антисептической среды используют продукты горения топлива дизельного двигателя 9, которые по газоводу 10 подают в сушильную камеру 1 через отверстие 2.
Способ осуществляют следующим образом.
В сушильную камеру загружают изделия из древесины, например штабель пиломатериалов, и фиксируют его в приспособлении (фиг.1). Затем осуществляют процесс сушки при температуре 40-50oС с одновременной подачей по газоводу в сушильную камеру антисептической среды в виде продуктов горения топлива дизельного двигателя. Подачу продуктов горения в камеру осуществляют до создания в ней давления газовой среды, равного 1,1-1,2 атмосферы. При превышении этой величины автоматически происходит открытие выпускного отверстия 3, и излишки антисептической среды удаляются из камеры до заданной рабочей величины давления. Температуру сушки из указанного диапазона выбирают в зависимости от толщины изделий, а также вида материала древесины. В процессе сушки осуществляют механическое воздействие в вертикальном направлении на среднюю часть и концы штабеля пиломатериалов в два чередующихся этапа, изгибая последовательно пиломатериалы то вверх, то вниз, таким образом, осуществляя сжатие и растягивание волокон древесины. Сначала на первом этапе одновременно подают механическое усилие на среднюю часть штабеля пиломатериалов снизу вверх, а на его концы в направлении сверху вниз, изгибая штабель вверх (фиг.2). Затем осуществляют второй этап. Посредством блока управления подают другую команду на приводы 5, 6: на среднюю часть штабеля подают механическое воздействие вниз, а на его концы - усилие в направлении снизу вверх, и штабель изгибается вниз (фиг.3), после чего процесс механического воздействия повторяют, начиная с первого этапа. Частоту, длительность и величину перемещения средней части в вертикальном направлении и концов штабеля относительно горизонтали определяют заранее. Эти величины рассчитывают исходя из размеров изделий из древесины, например пиломатериалов, и вида древесины (сосна, дуб, лиственница и т.д.). Частоту и длительность механического воздействия задают в каждом конкретном случае с помощью блока управления. Такое изменяющееся во времени воздействие на древесину приводит к снятию остаточных внутренних напряжений в готовых (товарных) изделиях, делая их более пластичными. Кроме того, сжатие с последующей растяжкой волокон древесины облегчает выход влаги из древесины и увеличивает глубину поступления внутрь волокон древесины антисептической среды продуктов горения топлива дизельного двигателя.
Процесс сушки длится oт 3 до 14 дней и зависит также от вида древесины и толщины изделий. Так, например, для лиственных пород время сушки в сушильной камере до транспортного состояния при толщине пиломатериалов 30-50 мм составляет 7-14 дней, а в случае сушки пиломатериалов из хвойных пород время сушки при той же толщине пиломатериалов составляет 3-7 суток.
Необходимо отметить, что совмещение процесса горячей сушки с обработкой изделий из древесины продуктами горения дизельного топлива с чередующимся изгибом изделий (штабеля) вверх, а затем вниз, создаст эффект "копчения" древесины, что увеличивает срок ее службы, т.к. закрывает доступ влаги извне в уже просушенную древесину. Поскольку антисептическая среда выполняет роль также и наполнителя, подаваемого под давлением, на поверхности древесины образуется защитный слой, препятствующий проникновению влаги, и товарная древесина, прошедшая такую сушку, не теряет своих свойств и сохраняет свою форму, что особенно важно при обработке коробливых пород древесины, например березы.
Кроме того, указанное воздействие создает дополнительный эффект - обеспечивает изменение окраски пиломатериалов в коричневый цвет, что в некоторых случаях важно при использовании в декоративных целях, т.к. исключает дополнительную обработку древесины морилкой. Глубина окраса (от светлого до темно-коричневого) зависит от параметров теплового (длительности) и породы дерева.
Таким образом, способ согласно изобретению повышает качество изделий из древесины за счет снятия остаточных напряжений, исключения их растрескивания с одновременным образованием защитного слоя для предотвращения проникновения в них влаги.
Промышленная применимость.
Изобретение может быть использовано при изготовлении изделий, например, в деревообрабатывающей промышленности.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ СУШКИ ПИЛОМАТЕРИАЛА (ВАРИАНТЫ) И СУШИЛКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2004 |
|
RU2277682C2 |
| СПОСОБ СУШКИ ДРЕВЕСНЫХ ИЗДЕЛИЙ - ДОСОК ИЛИ ПЛАНОК И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1991 |
|
RU2092756C1 |
| Камера для сушки древесных отходов в среде топочных газов | 2023 |
|
RU2806939C1 |
| СПОСОБ СУШКИ ДРЕВЕСИНЫ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1996 |
|
RU2116588C1 |
| СПОСОБ КОМБИНИРОВАННОЙ СУШКИ ДРЕВЕСИНЫ С ИСПОЛЬЗОВАНИЕМ ВОЛН РАЗЛИЧНОЙ ФИЗИЧЕСКОЙ ПРИРОДЫ | 2009 |
|
RU2423655C1 |
| Устройство для термической обработки древесины | 2018 |
|
RU2694109C1 |
| СПОСОБ ОБРАБОТКИ ИЗДЕЛИЙ ИЗ ДРЕВЕСИНЫ (ВАРИАНТЫ) | 2003 |
|
RU2268139C2 |
| СПОСОБ СУШКИ ПИЛОМАТЕРИАЛОВ (ВАРИАНТЫ) И КОНТЕЙНЕР ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2005 |
|
RU2335708C2 |
| СПОСОБ ОБРАБОТКИ ДРЕВЕСИНЫ | 2001 |
|
RU2192348C1 |
| СПОСОБ АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ РЕЖИМАМИ СУШКИ ПИЛОМАТЕРИАЛОВ | 2004 |
|
RU2282805C1 |

Способ изготовления изделий из древесины для повышения качества изделий заключается в том, что заготовки размещают в камере в приспособлении, причем в процессе сушки осуществляют подачу антисептической среды с одновременным механическим воздействием в вертикальном направлении на среднюю часть и концы заготовок в два этапа и с их чередованием. 2 з.п. ф-лы, 3 ил.
| СПОСОБ ОБРАБОТКИ ДРЕВЕСИНЫ | 1997 |
|
RU2119426C1 |
| СПОСОБ КОНТРОЛЯ ГРАНУЛОМЕТРИЧЕСКОГО СОСТАВА ШИХТЫ, ЗАГРУЖАЕМОЙ В ДОМЕННУЮ ПЕЧЬ | 1992 |
|
RU2022026C1 |
| US 3544353 A, 01.12.1970 | |||
| ПЕРЕНОСНАЯ ЗАЗЕМЛЯЮЩАЯ ШТАНГА КОНТАКТНОЙ СЕТИ | 2020 |
|
RU2744066C1 |
| СПОСОБ ПОЛУЧЕНИЯ НИЗКОЗАСТЫВАЮЩЕГО ДИЗЕЛЬНОГО ТОПЛИВА | 2013 |
|
RU2527564C1 |

