Изобретение относится к технологии получения стойких в агрессивных средах покрытий на деталях преимущественно сложной конфигурации и выполненных из высоколегированных сплавов, содержащих легко испаряющиеся компоненты, и может использоваться при изготовлении конструкций, работающих в энергетических установках при экстремальных условиях.
Конструкции, применяемые в энергетических установках, например ротора, для успешной работы в экстремальных условиях должны быть защищены от воздействия агрессивной среды покрытиями, обладающими высокой коррозионной стойкостью, повышенной степенью сцепления с подложкой и толщиной слоя не менее 100 мкм. Наиболее приемлемым для получения таких покрытий является способ ионно-плазменного осаждения, так называемая конденсация с ионной бомбардировкой подложки, поскольку позволяет получать относительно плотные и равномерные по толщине покрытия.
Известен способ ионно-плазменного нанесения покрытий, включающий испарение в вакууме катода, выполненного из материала покрытия, под воздействием низковольтовой электродуги, при котором в камере образуется плазменный поток, содержащий ионы инертного газа, ионы и атомы материала покрытия, создание между катодом и подложкой напряжения, обеспечивающего ускорение в электрическом поле заряженных частиц плазмы и движение их к подложке, образуя на ее поверхности тонкий слой покрытия (см. "Справочник оператора установок по нанесению покрытий в вакууме" М., Машиностроение, 1991, стр. 79-83). Ускорение частиц плазменного потока создается за счет увеличения напряжения между катодом и подложкой, при этом происходит ионная бомбардировка поверхности подложки, приводящая к ее очистке, а также к осаждению частиц покрытия на ее разогретой поверхности. Создание слоя покрытия протекает при небольшом напряжении между катодом и подложкой. Были получены на стальных деталях слои, например, карбида титана толщиной до 30 мкм.
Однако при использовании указанного способа покрытия толщиной слоя более 100 мкм имеют недостаточную плотность и адгезию к поверхности подложки, что не позволяет применить их в энергетических установках.
Известен способ ионно-плазменного нанесения покрытий на стальные детали в вакуумной камере в тлеющем разряде инертного газа, при котором после формирования плазменного потока проводят ионную бомбардировку поверхности подложки ионами покрываемого материала с энергией порядка 20 кэВ, сообщенной им электрическим полем большого напряжения, в результате чего происходит как очистка поверхности подложки, так и внедрение в нее материала покрытия. После снижения напряжения между катодом и подложкой проводят нанесение покрытия на ее поверхность материала покрытия, при этом внедренные атомы сцепляются с этим материалом, что способствует повышению адгезии покрытия к детали. Напыленные детали, не вынимая из камеры, подвергают термическому отжигу при температуре ниже температуры плавления материалов подложки и покрытия (см. авторское свидетельство СССР 738424, С 23 С 14/48).
Данный способ позволяет достичь диффузионного сцепления покрытия с подложкой при нанесении относительно толстых слоев.
Однако известный способ не позволяет использовать в качестве подложки деталей, выполненных из высоколегированных сплавов, содержащих такие элементы, как алюминий, титан, вольфрам, молибден, ниобий, поскольку плазменный поток ионов с энергией в 20 кэВ, внедряясь в подложку, селективно выбивает с поверхности атомы компонентов сплава и в первую очередь атомы с меньшей энергией связи в кристаллической решетке материала подложки. Атомы с большей энергией связи, оставшиеся на поверхности подложки, приходят в активное состояние и при достаточно высоком сродстве их к остаточным в камере газам способны образовать химические соединения, например окислы, нитриды. В результате поверхность подложки из высоколегированного сплава насыщается высокотемпературными соединениями, имеющими рыхлую структуру в виде мелкодисперсных частиц. Кроме того, содержащиеся в плазменном потоке атомы катода в процессе ионной очистки закрывают часть поверхности подложки, оставляя ее неочищенной от окислов и других трудно удаляемых загрязнений. Эти обстоятельства не позволяют получить покрытие с прочным сцеплением по всей поверхности подложки, в особенности имеющей сложную конфигурацию.
Задача изобретения - дальнейшее совершенствование технологического процесса ионно-плазменного нанесения покрытий на деталях, который обеспечил бы повышение плотности и равномерности распределения по всей поверхности детали слоев покрытия толщиной 100 мкм с высокой адгезией покрытия.
Задача решена за счет того, что в способе вакуумного ионно-плазменного нанесения покрытий на подложку в среде инертного газа, включающем создание разности электрических потенциалов между подложкой и катодом и очистку поверхности подложки потоком ионов, снижение разности потенциалов и нанесение покрытия, проведение отжига покрытия путем повышения разности потенциалов, ионный поток и поток испаряющегося материала, идущий от катода к подложке, экранируют, очистку подложки проводят ионами инертного газа, после очистки экраны отводят и наносят покрытие с последующим отжигом неоднократно до требуемой толщины.
Другими отличиями является то, что
- экранирование ионного потока и потока испаряющегося материала прекращают после завершения процесса очистки поверхности подложки;
- подложка выполнена из высоколегированного сплава на никелевой основе;
- в качестве материала катода используют никель;
- в качестве инертного газа используют аргон;
- для подложек сложной конфигурации очистку поверхности, нанесение покрытия и отжиг осуществляют при вращении подложки;
- очистку поверхности подложки проводят при напряжении между катодом и подложкой 1000-1500 В при разрежении в камере 5•10-3-1•10-4 мм рт.ст.;
- нанесение покрытия на подложку проводят при напряжении 100 200 В между ней и катодом;
- отжиги слоев покрытия проводят при напряжении 1250 - 1500 В между подложкой и катодом.
Технический результат - повышение плотности покрытия, степени его равномерности по толщине слоя более 100 мкм, а также прочности сцепления с подложкой, которая может быть выполнена из высоколегированного сплава, содержащего легко испаряющиеся компоненты, и имеющей сложную конфигурацию.
Предложенный способ осуществляют следующим образом.
В камере создают высокий вакуум порядка 1•10-5 мм рт.ст., через дозатор вводят в нее инертный газ до давления 1•10-3-1•10-4 мм рт.ст. и располагают экраны между катодом и подложкой. Если подложка имеет сложную конфигурацию, то перед созданием разности потенциалов между подложкой и катодом для проведения ионной очистки поверхности подложки ей придают вращение. Далее на катоде поджигают низковольтную дугу, с помощью которой формируется на нем плазменный поток, содержащий ионы и атомы распыляемого материала. Одновременно происходит ионизация инертного газа во всем объеме вакуумной камеры. Бомбардировку поверхности подложки с целью очистки ее от загрязнений проводят преимущественно ионами инертного газа. Для этого между катодом и подложкой поднимают напряжение выше 1000 В. В результате создается поток ионов инертного газа с высокой энергией, который вместе с частицами материала катода направляется к поверхности подложки, выполненной из высоколегированного сплава, например, на никелевой основе. Ионы и атомы частиц покрываемого материала ударяются об экраны и основное их количество осаждается на поверхности этих экранов. В результате происходит бомбардировка подложки преимущественно ионами инертного газа и незначительной частью плазменного потока ионов испаряемого материала. Процесс, протекающий в высоком вакууме, вызывает физическую и химическую очистку поверхности подложки от загрязнений. При этом энергия ионного потока такова, что селективного испарения легирующих элементов со слабой энергией связи в кристаллической решетке не происходит. По окончании процесса очистки напряжение между катодом и подложкой снижают, экраны между ними отводят и далее осуществляют ионно-плазменное нанесение покрытия. При этом ионы и нейтральные частицы покрываемого материала под действием электрического поля достигают поверхности подложки, конденсируясь на ней. Процесс проводят до образования слоя толщиной не менее 10 мкм. Выбор указанной толщины слоя обусловлен необходимостью избежать селективного испарения легирующих компонентов, которое может произойти при толщине слоя менее 10 мкм под воздействием температуры и высокоэнергетического потока частиц покрываемого материала во время дальнейшего разогрева подложки. Полученный слой покрытия подвергают отжигу при температуре выше температуры его нанесения. Подъем температуры осуществляют путем повышения напряжения между катодом и подложкой. При отжиге происходит упорядочение кристаллической решетки покрытия и формирование первичного диффузионного слоя. Далее процесс продолжают при пониженном напряжении между катодом и подложкой, например, в два или более циклов до получения слоя заданной толщины. Полученный слой покрытия отжигают при той же температуре, что и предыдущий, что способствует улучшению структуры нанесенного материала. После охлаждения подложки и удаления из камеры ее подвергают диффузионному отжигу в вакууме не ниже 1•10-3 мм рт.ст. для формирования заданной толщины диффузионной зоны на границе слоя покрытия и подложки.
Описанный выше способ нанесения покрытий может быть также применен при использовании подложки, выполненной из однородного металла или малолегированного сплава, с целью получения слоев покрытия толщиной до 300 мм и более.
Ниже приведен пример осуществления предложенного способа.
В качестве подложки использовано рабочее колесо турбины энергетической установки, имеющее сложную конфигурацию и выполненное из высоколегированного сплава на основе никеля, содержащего такие компоненты, как алюминий, титан, вольфрам, ниобий и другие легко окисляемые элементы. В качестве материала катода использован никель.
Перед началом проведения процесса нанесения покрытия между катодом и деталью - колесом газовой турбины - располагали экраны, в камере создавали вакуум 1•10-5 мм рт. ст. и после этого вводили в нее аргон до достижения давления 4•10-4 мм рт. ст. и подвергали деталь вращению. Далее на катоде поджигали злектродугу напряжением около 30 В, обеспечивающую формирование ионно-плазменного потока, содержащего ионы аргона, ионы и атомы никеля. С увеличением напряжения до 1000-1500 В между катодом и деталью осуществлялся процесс очистки поверхности детали ионами аргона. После полной очистки ее поверхности от загрязнений и удаления экранов проводили ионно-плазменное нанесение никелевого покрытия толщиной 10-35 мкм при разности потенциалов между катодом и деталью, равной 200 В. Затем разность потенциалов повышали до 1300 В и проводили термический отжиг покрытия при температуре ниже температуры фазовых превращений сплава рабочего колеса турбины. Далее напряжение снижали и проводили процесс нанесения покрытия до получения слоя толщиной 50±20 мкм. Полученный слой отжигали по тому же режиму, что и первый. Процесс нанесения слоя покрытия с последующим отжигом осуществляли неоднократно до получения покрытия заданной толщины. Приведенный выше технологический процесс представлен на чертеже. Из данной иллюстрации процесса видно, что вся технология получения слоя покрытия, равного 200-300 мкм, был осуществлен за 3 цикла.
Отожженную деталь охлаждали до комнатной температуры, после чего удаляли из камеры, а затем в вакуумной печи подвергали диффузионному отжигу при температуре 1000±50oС при разрежении не ниже 1•10-3 мм рт.ст.
Были проведены испытания на определение плотности полученного покрытия, его прочности сцепления с деталью и степени равномерности по толщине по всей геометрии поверхности. Металлографические исследования показали на отсутствие пористости и трещин по толщине слоя покрытия, а также на удовлетворительную его равномерность по всей поверхности детали. При механических испытаниях покрытия на разрыв было установлено, что адгезия имела величину не менее 25 кг/мм, что доказывает достаточную прочность его сцепления с деталью и возможность ее использования в экстремальных условиях.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ВАКУУМНОГО ИОННО-ПЛАЗМЕННОГО НАНЕСЕНИЯ ПОКРЫТИЙ | 2010 |
|
RU2451770C2 |
| СПОСОБ ПОЛУЧЕНИЯ ЗАЩИТНЫХ ПОКРЫТИЙ НА ИЗДЕЛИЯХ | 1994 |
|
RU2066715C1 |
| СПОСОБ НАПЛАВКИ НА ПОВЕРХНОСТЬ ИЗДЕЛИЙ | 1999 |
|
RU2164196C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕТАЛЛИЧЕСКИХ УПЛОТНЯЮЩИХ ЭЛЕМЕНТОВ | 1984 |
|
RU2152549C1 |
| СПОСОБ ИСПЫТАНИЯ ОБРАЗЦОВ ТВЕРДЫХ МАТЕРИАЛОВ | 2000 |
|
RU2194968C2 |
| СПОСОБ МНОГОСЛОЙНОГО НАНЕСЕНИЯ ПОКРЫТИЙ НА ПОДЛОЖКУ | 2011 |
|
RU2492276C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБРАЗЦА МЕТАЛЛА | 1998 |
|
RU2150095C1 |
| СПОСОБ КОМБИНИРОВАННОЙ ИОННО-ПЛАЗМЕННОЙ ОБРАБОТКИ ИЗДЕЛИЙ ИЗ СТАЛЕЙ И ТВЕРДЫХ СПЛАВОВ | 2008 |
|
RU2370570C1 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ДЕТАЛЕЙ С ГАЛЬВАНИЧЕСКИМ НИКЕЛЕВЫМ ПОКРЫТИЕМ | 1993 |
|
RU2064536C1 |
| СПОСОБ ПАЙКИ ТЕЛЕСКОПИЧЕСКИХ КОНСТРУКЦИЙ | 2001 |
|
RU2221679C2 |
Изобретение может быть использовано при изготовлении конструкций, работающих в энергетических установках при экстремальных условиях. Способ включает создание разности электрических потенциалов между подложкой и катодом и очистку поверхности подложки потоком ионов, снижение разности потенциалов и нанесение покрытия, проведение отжига покрытия путем повышения разности потенциалов, при этом ионный поток и поток испаряющегося материала, идущий от катода к подложке при очистке, экранируют, очистку проводят ионами инертного газа, после очистки экраны отводят и наносят покрытие с последующим отжигом неоднократно до требуемой толщины. Изобретение направлено на повышение плотности покрытия, прочности сцепления с подложкой и однородности по толщине. 7 з.п.ф-лы, 1 ил.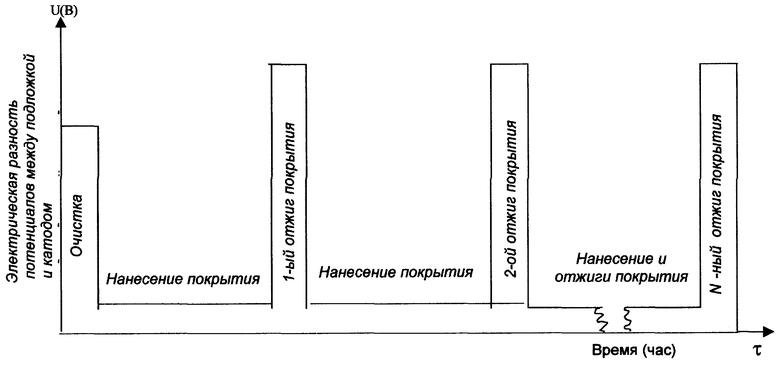
| Справочник оператора установок по нанесению покрытий в вакууме | |||
| - М.: Машиностроение, 1991, с | |||
| Цилиндрический сушильный шкаф с двойными стенками | 0 |
|
SU79A1 |
| СПОСОБ ОБРАБОТКИ ДЕТАЛИ | 1994 |
|
RU2096493C1 |
| ВВОДНАЯ РОЛИКОВАЯ КОРОБКА ПРОВОЛОЧНЫХ И СОРТОВЫХ СТАНОВ | 0 |
|
SU242100A1 |
| АВИАЦИОННЫЙ РАКЕТНЫЙ КОМПЛЕКС | 2006 |
|
RU2323855C2 |
| US 4622919 А, 18.11.1986 | |||
| Домовый номерной фонарь, служащий одновременно для указания названия улицы и номера дома и для освещения прилежащего участка улицы | 1917 |
|
SU93A1 |
