Изобретение относится к области машиностроения и может быть использовано для обработки поверхности в электронной, оптической и других отраслях промышленности.
Известен способ обработки металлических поверхностей тлеющим разрядом, включающий обработку детали, являющейся одним из электродов, в газовой среде при давлении ниже атмосферного, для повышения производительности процесса и однородности обработки в газовой среде создают высокотурбулентный закрученный поток с околозвуковым уровнем тангенциальных скоростей, высокотурбулентный закрученный поток создает положительное магнитное поле ортогональным линиям тока в тлеющем разряде [1]
Известен способ, реализуемый установкой для химико-термической обработки металлических деталей в условиях электрического тлеющего разряда, состоящей из рабочей камеры с анодом и катодом с подсоединенным к ней газовакуумным блоком и блоком для охлаждения, блока питания с сетевым выключателем, силового трансформатора, тиристора, управления тиристором, а анод соединен с анодом рабочей камеры, сглаживающего дросселя, датчика тока в рабочей камере, реактивного элемента, двух выпрямителей моста с блоком управления, насыщающего трансформатора, анод и конденсатор, причем одна вторичная обмотка соединена с первым выпрямителем непосредственно, а другая со вторым выпрямительным мостом через реактивный элемент [2]
Общим недостатком аналогов является сложность оборудования, сложность изготовления.
Наиболее близким по технической сущности к заявляемому является способ обработки детали, включающий очистку и активацию ее поверхности плазмой повышенной плотности, создаваемой с помощью системы, реализующей эффект полого катода [3]
Недостатками прототипа является сложность оборудования для реализации способа, сложность проведения процесса, длительность обработки.
Задачей, на решение которой направлено заявляемое изобретение, является повышение качества обработки, снижение длительности, упрощение способа, равномерность нагрева поверхности.
Задача решается тем, что в способе обработки детали, включающем очистку и активацию ее поверхности плазмой повышенной плотности, создаваемой с помощью системы, реализующей эффект полого катода, плазму повышенной плотности создают в системе, образованной деталью и экраном.
Катод образован обрабатываемой деталью и экраном, к ним подводится отрицательный потенциал, к аноду подводится положительный, эффект полого катода проявляется в значительном повышении плотности тока, увеличении степени ионизации плазмы, при одновременном снижении напряжения горения разряда.
Сущность способа поясняется чертежом.
Устройство для реализации способа обработки поверхности тлеющим разрядом содержит источник 1, анод 2, систему 3, состоящую из катод-детали 4, экрана 5, экран установлен на определенном расстоянии от катод-детали 4.
Пример конкретной реализации способа.
Способ осуществляется при напряжении Up 600 В, давлении P 1 - 3 Па. Размеры экрана, его конфигурация, расстояние между экраном и катод-деталью является "ноу-хау".
Способ позволяет в несколько раз уменьшить время ионной очистки, позволяет получить более качественно чистую поверхность, уменьшить шероховатость поверхности.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ АЗОТИРОВАНИЯ ИЗДЕЛИЙ В ТЛЕЮЩЕМ РАЗРЯДЕ | 1994 |
|
RU2095462C1 |
| УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ ВАКУУМНО-ПЛАЗМЕННЫХ ПОКРЫТИЙ | 1993 |
|
RU2075538C1 |
| СПОСОБ КАТОДНОГО РАСПЫЛЕНИЯ | 1995 |
|
RU2101383C1 |
| СПОСОБ ИОННОЙ ИМПЛАНТАЦИИ | 1994 |
|
RU2087586C1 |
| СПОСОБ ВАКУУМНО-ПЛАЗМЕННОГО НАНЕСЕНИЯ ПОКРЫТИЙ | 1997 |
|
RU2145362C1 |
| СПОСОБ АЗОТИРОВАНИЯ В ПЛАЗМЕ ТЛЕЮЩЕГО РАЗРЯДА | 2009 |
|
RU2409700C1 |
| СПОСОБ ВАКУУМНОГО ИОННО-ПЛАЗМЕННОГО НАНЕСЕНИЯ МНОГОСЛОЙНЫХ КОМПОЗИТОВ, СОДЕРЖАЩИХ СЛОЖНЫЕ КАРБИДЫ | 2004 |
|
RU2272088C1 |
| СПОСОБ СВЕТЛОЙ ЗАКАЛКИ ИЗДЕЛИЙ В ТЛЕЮЩЕМ РАЗРЯДЕ С ЭФФЕКТОМ ПОЛОГО КАТОДА | 2004 |
|
RU2277592C2 |
| СПОСОБ ТЕРМИЧЕСКОЙ И ХИМИКО-ТЕРМИЧЕСКОЙ ОБРАБОТКИ СТАЛЬНЫХ ИЗДЕЛИЙ В ВАКУУМЕ | 2006 |
|
RU2324001C1 |
| СПОСОБ ИОННОГО АЗОТИРОВАНИЯ СТАЛИ | 2009 |
|
RU2413784C1 |
Изобретение относится к области машиностроения и может быть использовано для обработки поверхности в электронной, оптической и других отраслях промышленности. Способ позволяет в несколько раз уменьшить время обработки, позволяет получить качественно более чистую поверхность, значительно уменьшить шероховатость поверхности. Сущность способа: катод образован деталью и экраном, к ним подводят отрицательный потенциал, к аноду подводят положительный. Эффект ионного катода проявляется в повышении плотности тока. Размеры экрана, его конфигурация, расстояние между экраном и катод-деталью являются "ноу-хау". 1 ил.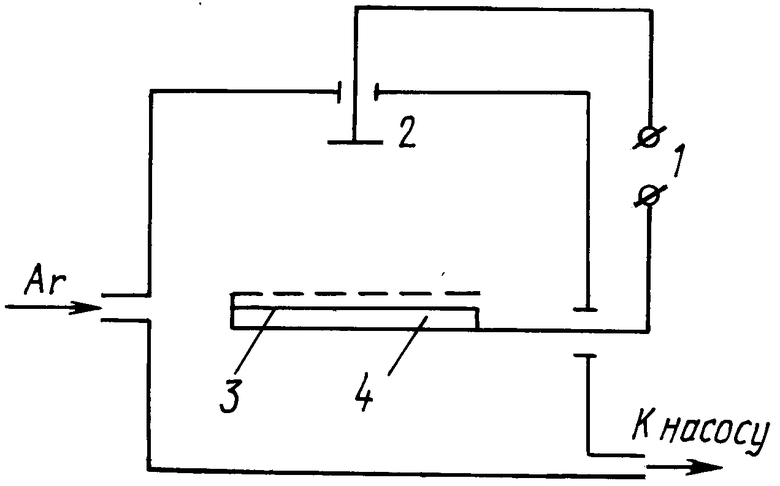
Способ обработки детали, включающий очистку и активацию ее поверхности плазмой повышенной плотности, создаваемой с помощью системы, реализующей эффект полого катода, отличающийся тем, что плазму повышенной плотности создают в системе, реализующей эффект полого катода, образованной деталью и экраном.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Авторское свидетельство СССР, 1770447, кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Авторское свидетельство СССР, 1198132, кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Авторское свидетельство СССР, 241196, кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
