Изобретение относится к области металловедения, в частности к изготовлению металлических образцов для исследования процессов взаимодействия поверхностного слоя металла с жидкометаллической средой, например жидким припоем при пайке.
Известен способ изготовления образца металла для исследования процессов взаимодействия его поверхностного слоя с жидким припоем, заключающийся в том, что на боковой поверхности плоского или цилиндрического образца выполняют углубление в виде надреза, на эту поверхность располагают припой в виде фольги, прижимают его пластиной, имеющей конфигурацию, повторяющую рабочую часть образца. Изготовленный образец нагревают в вакууме до температуры пайки, выдерживают при ней заданное время, охлаждают и подвергают металлографическому исследованию для фиксирования появления и роста трещин в месте контакта металла с припоем (см. авторское свидетельство СССР N 1753347, кл. G 01 N 3/18, 1990).
Однако в данном способе при нагреве до температуры пайки часть припоя вытекает через зазор, что может вызвать окисление поверхности образца. Кроме того, на рост трещины, образованной в углублении образца при пайке, может влиять наличие в печи оставшихся после откачки таких газов, как кислород, водород. Эти обстоятельства не позволяют обеспечить точность иммитации условий, при которых протекают реальные процессы между исследуемыми металлом и припоем, то есть не достигается достаточная чистота эксперимента.
Задача изобретения - создание технологии изготовления образца металла, которая позволила бы обеспечить при температуре пайки реальные условия взаимодействия его поверхности с расплавленным припоем в процессе зарождения и роста трещины.
Задача решена за счет того, что образец выполняют в виде емкости, имеющей отверстие, через которое размещают в ее углублении исследуемое вещество - припой в измельченном виде, затем помещают емкость в электронно-лучевую установку, в ней создают вакуум, герметично заваривают отверстие с помощью электронно-лучевой сварки и полученный образец удаляют из установки.
Технический результат - снижение влияния газовой среды на появление и рост трещин в образце при испытаниях, обеспечивающее повышение степени чистоты эксперимента.
На чертеже представлен испытуемый образец.
Образец представляет собой емкость 1, содержащую крышку 2. Последнюю выполняют с отверстием 3. Крышка 2 герметично соединена с емкостью 1 аргоно-дуговой сваркой. Емкость 1 может быть выполнена и без крышки, то есть цельной, зависит это от выбранных конструктивных особенностей образца. Отверстие 3 герметично закрыто с помощью электронно-лучевой сварки. При диаметре отверстия не более 1,0 мм оно заварено швом 4, а при большем диаметре оно может быть закрыто пробкой и заварено. Емкость 1 выполнена с цилиндрическим углублением 5, на дне которого размещен припой 6 в виде измельченной стружки или порошка.
Способ, согласно изобретению, осуществляют следующим образом.
Изготавливают образец для исследования взаимодействия поверхностного слоя высоколегированной стали в процессе пайки с расплавленным припоем, содержащим медь и серебро. Для изготовления образца используют сталь, содержащую хром, никель и другие элементы, например марки ВНС-25. Из испытуемой стали изготавливают емкость 1 с цилиндрическим углублением 5. Если при пайке в процессе взаимодействия стали и припоя участвует никель, то на всю поверхность цилиндрического углубления 5 гальваническим методом наносят слой никелевого покрытия толщиной, например, 7-15 мкм в зависимости от технических требований. На дно цилиндрического углубления помещают припой в виде измельченной стружки или порошка. Предварительно из стали той же марки изготавливают крышку 2, а в ней - отверстие 3. Емкость 1 закрывают крышкой 2 и приваривают их друг к другу с помощью аргоно-дуговой сварки. Сваренную конструкцию помещают в электронно-лучевую установку. В камере установки создают вакуум 1•10-4 мм рт.ст. При достижении указанного вакуума в цилиндрическом углублении 5 емкости 1 заваривают отверстие 3 электронно-лучевой сваркой с получением сварного шва 4. При значительном диаметре отверстия 3 оно может быть закрыто специальной пробкой. После заварки отверстия 3 изготовленный образец удаляют из установки.
Полученный образец подвергают испытаниям на предмет исследования взаимодействия поверхностного слоя стали с расплавленным медно-серебряным припоем. Для этого образец нагревают до температуры пайки (970±5oC) и выдерживают заданное время. Используют индукционный нагрев. После охлаждения образца зоны контакта стали с расплавленным припоем подвергают металлографическому исследованию.
Можно утверждать, что полученные результаты исследований отражают истинную картину процесса взаимодействия при пайке поверхностного слоя стали с припоем. Это утверждение основано на следующих соображениях. Созданный в углублении образца вакуум (1•10-4 мм рт.ст.) при температуре пайки еще более возрастает за счет того, что испаряющиеся при нагреве элементы припоя захватывают неоткаченную часть газа, находящуюся в углублении образца, создавая тем самым высокую чистоту эксперимента. По полученным металлографическим исследованиям можно судить о том, как протекает процесс взаимодействия металлов между собой в глубоком вакууме. Это, в свою очередь, позволяет выявить реальные условия, при которых зарождается и растет трещина.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ КОНУСНОЙ КОНСТРУКЦИИ | 1998 |
|
RU2156181C2 |
| СПОСОБ ПАЙКИ ТРУБНОЙ ДОСКИ С ТОНКОСТЕННЫМИ ТРУБКАМИ | 1998 |
|
RU2153407C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПАЯНО-СВАРНОЙ КОНСТРУКЦИИ | 2000 |
|
RU2184021C2 |
| СПОСОБ ПАЙКИ ТЕЛЕСКОПИЧЕСКИХ КОНСТРУКЦИЙ | 2001 |
|
RU2221679C2 |
| СПОСОБ ПАЙКИ ТЕЛЕСКОПИЧЕСКИХ КОНСТРУКЦИЙ | 1998 |
|
RU2156182C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПАЯНО-СВАРНОЙ КОНСТРУКЦИИ | 2000 |
|
RU2184022C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПАЯНО-СВАРНОЙ КОНСТРУКЦИИ ТОРООБРАЗНЫХ ГАЗОВОДОВ | 2001 |
|
RU2221678C2 |
| СПОСОБ ПАЙКИ ТРУБ | 1998 |
|
RU2156183C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СИЛЬФОННОГО КОМПЕНСАТОРА | 2001 |
|
RU2224167C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПАЯНЫХ КОНСТРУКЦИЙ ЭНЕРГЕТИЧЕСКИХ УСТАНОВОК | 1999 |
|
RU2156678C1 |
Изобретение относится к металловедению, в частности к изготовлению металлических образцов для исследования процессов взаимодействия поверхностного слоя металла с жидкометаллической средой, например жидким припоем, в процессе пайки. Способ изготовления образца металла заключается в том, что из металла, например легированной стали, изготавливают емкость с цилиндрическим углублением. В углублении образца помещают припой в виде измельченной стружки или порошка. Емкость закрывают крышкой, имеющей отверстие, и приваривают друг к другу. Полученный образец помещают в камеру электронно-лучевой установки, в которой создают вакуум 1х10-4 мм рт. ст., и заваривают отверстие электронно-лучевой сваркой с получением сварного шва. Технический результат - снижение влияния газовой среды на появление и рост трещин в образце при испытаниях, обеспечивающее повышение степени чистоты эксперимента. 6 з.п. ф-лы, 1 ил.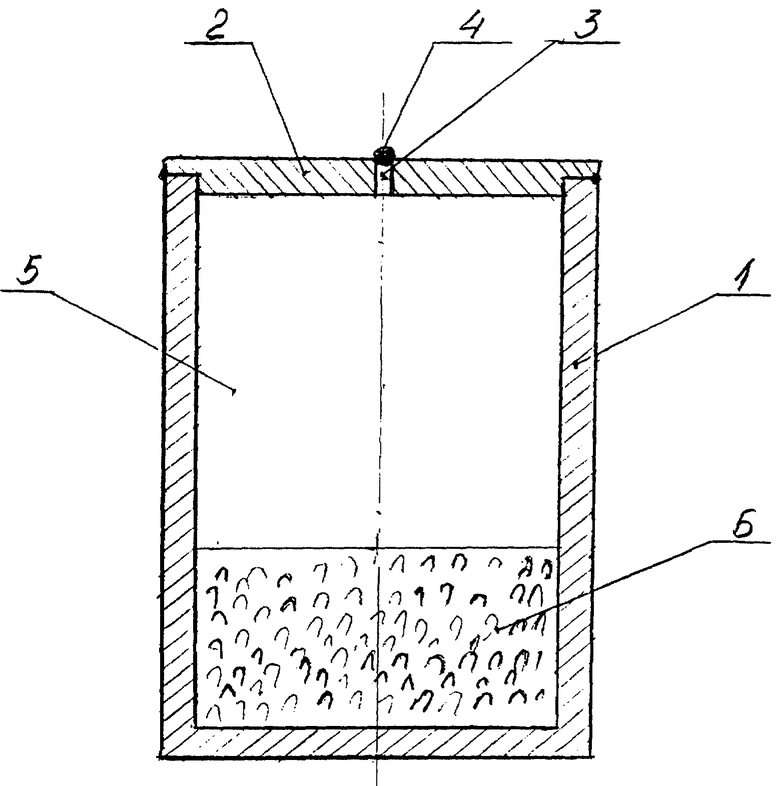
| Способ испытания на прочность плоского образца с концентратором на боковой грани | 1990 |
|
SU1753347A1 |
| СПОСОБ ИСПЫТАНИЯ НА ОСЕВОЕ РАСТЯЖЕНИЕ ОБРАЗЦА МЕТАЛЛА В КОНТАКТЕ С ПРИПОЕМ | 1995 |
|
RU2105965C1 |
| Способ подготовки образца металла к испытанию на осевое растяжение | 1987 |
|
SU1472799A1 |
| Образец для испытания технологической прочности металла в контакте с расплавленным припоем | 1988 |
|
SU1597676A1 |
| ОБРАЗЕЦ ДЛЯ РЕНТГЕНОГРАФИЧЕСКОГО И МЕТАЛЛОГРАФИЧЕСКОГО ИССЛЕДОВАНИЯ ДЕФЕКТОВ В ПАЯНЫХ ШВАХ | 0 |
|
SU241080A1 |
