Изобретение относится к уплотнительной технике, а именно, к способам изготовления металлических уплотняющих элементов, в том числе сложной конфигурации, с тонкостенными упругими усами и может быть использовано в энергетическом машиностроении, преимущественно для герметизации разъемных соединений агрегатов и магистралей высоконагруженных ЖРД, работающих на агрессивных компонентах при давлениях до 1000 кгс/см2 и температурах от криогенных до +350-480oC.
Изобретение может быть использовано также и в других отраслях техники, например в криогенной, судостроении, атомной промышленности и др.
К уплотнениям разъемных соединений магистралей высоконагруженных ЖРД предъявляются повышенные требования, а именно:
- уплотнения должны быть работоспособны при шероховатости стыкуемых уплотнительных поверхностей и 1,25 мкм, их неплоскостности до 40 мкм, волнистости до ± 20 мкм, в том числе при раскрытиях стыков до 0,2 мм;
- уплотнениях должны обеспечивать герметичность соединений  по контрольному газу давлением до 10 кгс/см2, в том числе после воздействия температур от -200 до + 480oC, тряски вибрационных и пульсационных нагрузок;
по контрольному газу давлением до 10 кгс/см2, в том числе после воздействия температур от -200 до + 480oC, тряски вибрационных и пульсационных нагрузок;
- уплотнения должны быть стойкими к жидкому и газообразному кислороду и работоспособны при многократных запусках ДЖРД.
Уплотнения должны обеспечивать надежную герметизацию соединений при давлениях уплотняемой среды до 1000 кгс/см2.
Наиболее полно указанным требованиям удовлетворяют металлические уплотнения с упругими элементами, уплотнительные поверхности которых покрыты герметизирующим слоем материала, твердость которого существенно ниже твердости металлической основы (заготовки), выполняемой из высокопрочных сталей или сплавов.
Известен способ изготовления уплотнений по патенту США N 3679613, кл. 156-309, 1974 г. в котором на стальную заготовку наносится полиэтиленовое герметизирующее покрытие, что позволяет достаточно надежно компенсировать неточности изготовления уплотнительных поверхностей уплотнений и стыкуемых деталей. Однако уплотнительные прокладки, изготовленные по данному способу, не могут быть использованы при криогенной (до - 200oC) и повышенной (до + 480oC) температурах из-за неработоспособности при данных температурах материала покрытия. Кроме того, данный способ не обеспечивает необходимую для работ в условиях ЖРД прочность сцепления герметизирующего покрытия со сталью.
Известен также способ изготовления уплотнительной прокладки для сверхвысоковакуумных систем по авт.св. N 792011, кл. F 16 J 15/08, в котором на медную заготовку наносят гальваническим способом слой индия, а затем, прокладку помещают в вакуумную камеру, где дополнительно производят диффузионное насыщение меди индием при температуре 150-156oC. К недостаткам данного способа следует отнести повышенную окисляемость индия в кислороде, низкий температурный диапазон работоспособности покрытия и нарушение герметичности при давлениях уплотняемой среды выше 300 кгс/см2 и при наличии вибрационных нагрузок из-за низкой прочности индия.
Известен также способ нанесения металлического покрытия, например медного или серебряного по ГОСТ 9.073-77, 9.047-75, включающий предварительную обработку поверхностей заготовки по ОСТ 92-1173-73, ОСТ 92-1467-78 с последующим нанесением гальванический меди или серебра.
К недостаткам данного способа следует отнести следующие:
- указанными государственными стандартами не предусмотрено нанесение двухслойного медно-серебряного покрытия;
- максимальная толщина серебряного покрытия ограничена величиной 24 мкм, что недостаточно для компенсации неточностей изготовления уплотнительных поверхностей;
- технология предварительной обработки основы под покрытие, предусмотренная данными стандартами приводит к недопустимому растравливанию поверхностей тонкостенных упругих элементов прокладок и не обеспечивает достаточной для условий ЖРД прочности сцепления покрытия с основой;
- нанесение медного покрытия из кислых электролитов с повышенным содержанием органических добавок, во-первых, повышает микротвердость покрытия, что требует увеличения контактного давления на уплотнение, во-вторых, снижает стойкость к возгоранию покрытия в контакте с кислородом;
- установленные отраслевыми стандартами режима меднения из-за длительности процесса приводят в наводораживанию материала основы, что снижает его усталостную прочность.
Приведенные выше способы являются аналогами предлагаемого изобретения.
Известен также способ изготовления уплотняющих элементов по авт.св. N 878875. кл. F 16 J 15/08, включающий предварительную обработку поверхностей заготовки с последующим нанесением на них фторопластового покрытия и его термообработкой, отличающийся тем, что для повышения прочности сцепления герметизирующего покрытия на поверхность основы перед покрытием наносят электролитической слой черного хрома, а покрытие термообрабатывают.
Данный способ может быть использован для изготовления уплотнительных элементов магистралей ЖРД и принят авторами за прототип.
К недостаткам прототипа следует отнести следующие:
- технологически очень сложно обеспечить нанесение по периметру прокладки равнотолщинного покрытия при толщинах покрытия более 50 мкм из-за необходимости послойного нанесения герметизирующего покрытия с последующей термообработкой каждого слоя в отдельности;
- низкий температурный диапазон применения фторопластового покрытия (от -200oC до + 150oC) и невысокий (до 400 кгс/см2) уровень давлений из-за температурных и прочностных ограничений по работоспособности фторопласта;
- недостаточная применительно с условиям работы ЖРД прочность фторопластового покрытия, приводящая к его разрушению при воздействии циклических силовых и термических нагрузок. Кроме того, имеет место нарушение механических свойств фторопласта при длительном (более 3-х лет) хранении из-за старения фторопласта, приводящему к снижению его пластичности, растрескиванию и шелушению покрытия.
Целью предлагаемого изобретения является нанесение герметизирующего покрытия с целью обеспечения работоспособности уплотнительного элемента в диапазоне температур от криогенных до 480oC при многократном одновременном воздействии динамических и вибрационных нагрузок, давления до 1000 кгс/см2 и агрессивных сред.
Указанная цель достигается с помощью предварительной обработки поверхностей заготовки травлением в смеси серной и соляной кислот, нанесением двухслойного герметизирующего покрытия, причем первоначально наносят слой мягкой гальванической меди с последующим ее отжигом и механической полировкой поверхностей, а затем наносят слой гальванического серебра, толщиной не менее 40 мкм, с последующим отжигом покрытия.
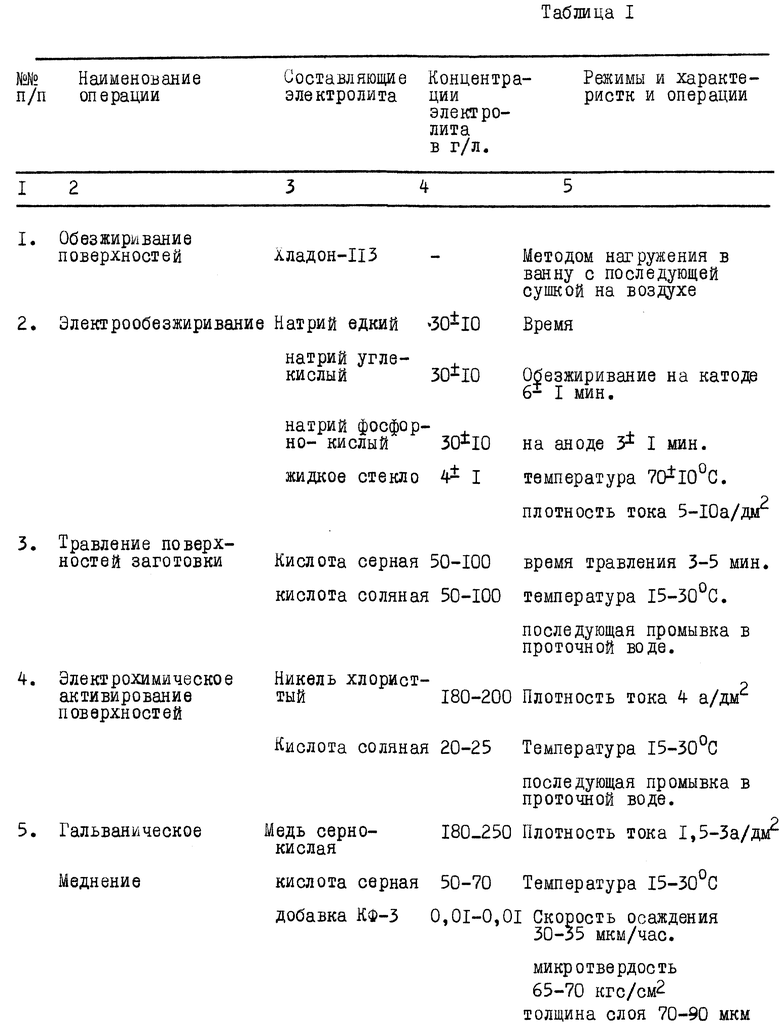
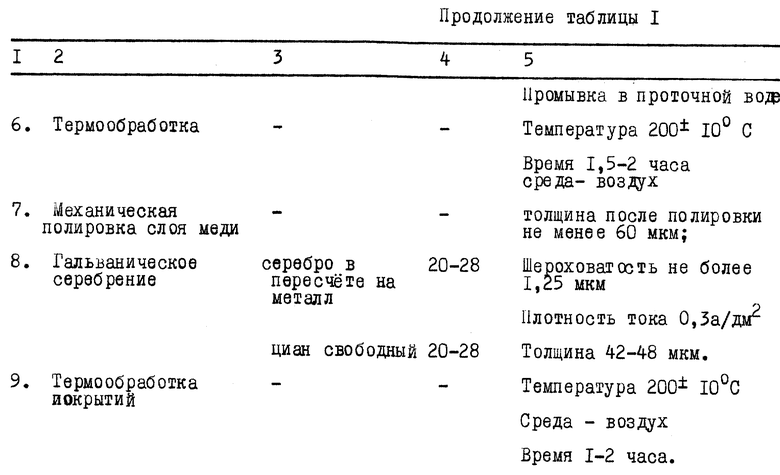
Предлагаемый способ изготовления уплотнительных элементов предусматривает после механической обработки заготовок выполнение указанных в таблице 1 технологических операций, обработанных в промышленных условиях.
При предварительной обработке (травлении) поверхностей заготовки по предлагаемому способу исключается их перетравиливание, что обеспечивает заданную точность размеров упругих элементов и их прочность.
Кроме того, при травлении по п.3 таблицы 1 отсутствует шлам, что позволяет исключить операцию по удалению шлама и осветление поверхностей, которые предусмотрены по технологии, рекомендуемой ОСТ 92-1467-78.
Указанное в п.5 таблицы 2 гальваническое меднение на толщину слоя 70-90 мкм обусловлено необходимостью компенсации отмеченных выше неточностей изготовления уплотнительных поверхностей (неплоскостности и волнистости). Это требует нанесения на заготовку герметизирующего покрытия существенно большей толщины, чем по ГОСТу.
Введение термообработки медного покрытия по указанному в таблице режиму обеспечивает проверку прочности сцепления меди с основой и позволяет провести обезводороживание поверхностного слоя основы после меднения, что предотвращает его охрупчивание, т. е. сохраняет усталостную прочность материала основы, и, кроме того, предотвращает растрескивание и отслаивание покрытия при повышенных деформациях упругих элементов при работе в составе ЖРД. Медное покрытие, получаемое по предлагаемому способу имеет микротвердость порядка 65-70 кгс/мм2 что существенно ниже, чем микротвердость медного покрытия, получаемого из цианистого электролита 85-115 кгс/см2, предусмотренного по ГОСТ 9.047-75.
Поскольку для медных покрытий увеличенной толщины (более 30 мкм), характерно наличие повышенной шероховатости (дендриты), пор, рыхлот и неровностей поверхности, после меднения предусмотрена операция механической полировки этого слоя до толщины не менее 60 мкм с обеспечением шероховатости не более 1,25 мкм. Это обеспечивает получение высокого качества уплотнительных поверхностей после нанесения на них достаточно толстого серебряного покрытия (42 мкм), не требующего его дополнительной механической обработки, а следовательно, и уменьшает расход серебра.
Кроме того, для повышения производительности процесса нанесения покрытия существенно увеличена скорость осаждения меди до 30-35 мкм/час вместо 10-15 мкм/час, рекомендуемой ГОСТ 9.047-75, при сохранении высокого качества покрытия: беспористости, мелкокристалличности и низкой микротвердости осадка.
С целью обеспечения возможности использования покрытия в жидком кислороде существенно снижена концентрация органической добавки КФ-3 в электролите меднения, что снижает вероятность возгорания покрытия.
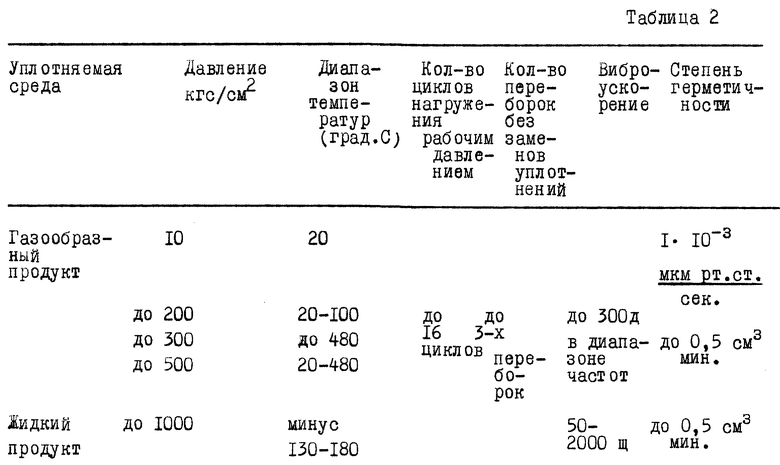
Предлагаемый способ изготовления металлических уплотнительных прокладок сложной конфигурации с тонкостенными упругими элементами из высокопрочных легированных сталей типа ННС опробован при изготовлении прокладок различной конфигурации с диаметрами от 32 мм до 600 мм. Изготовленные по данному способу прокладки показали высокую работоспособность и обеспечивали заданную степень герметичности как при автономных испытаниях в имитаторах соединений, так и при многократных доводочных испытаниях в составе ЖРД на параметрах, приведенных в таблице 2.
При этом данные прокладки обеспечивали герметичность на газообразном гелии давлением 10 ата с чувствительностью  как при низких до -200oC, так и при высоких до +480oC температурах, в соединениях стыкуемых уплотнительных поверхностей с шероховатостью 1,25 мкм, волнистостью до 1 мкм и неплоскостностью до 30 мкм. Герметичность обеспечивалась также при давлениях до 1000 кгс/см2 в условиях вибрационных нагрузок, присущих высоконагруженных ЖРД.
как при низких до -200oC, так и при высоких до +480oC температурах, в соединениях стыкуемых уплотнительных поверхностей с шероховатостью 1,25 мкм, волнистостью до 1 мкм и неплоскостностью до 30 мкм. Герметичность обеспечивалась также при давлениях до 1000 кгс/см2 в условиях вибрационных нагрузок, присущих высоконагруженных ЖРД.
Таким образом, реализована поставленная в заявке цель.
Положительный эффект предложенного способа изготовления прокладок заключается в разработке нестандартной технологии нанесения герметизирующего медно-серебряного покрытия М60Ср42, позволяющей эффективно работать в условиях высоконагруженных ЖРД, в том числе при многократных нагружениях соединений и при длительном (свыше 3-х лет) хранении прокладок с покрытием.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕТАЛЛИЧЕСКИХ УПЛОТНЯЮЩИХ ЭЛЕМЕНТОВ | 1988 |
|
RU2154210C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕТАЛЛИЧЕСКИХ УПЛОТНЯЮЩИХ ЭЛЕМЕНТОВ | 1985 |
|
RU2153110C2 |
| СПОСОБ ПОЛУЧЕНИЯ ЗАЩИТНЫХ ПОКРЫТИЙ НА ИЗДЕЛИЯХ | 1994 |
|
RU2066715C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБРАЗЦА МЕТАЛЛА | 1998 |
|
RU2150095C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СВАРНЫХ ТОНКОСТЕННЫХ КОНСТРУКЦИЙ | 1991 |
|
RU2016726C1 |
| СПОСОБ ВАКУУМНОГО ИОННО-ПЛАЗМЕННОГО НАНЕСЕНИЯ ПОКРЫТИЙ НА ПОДЛОЖКУ | 2000 |
|
RU2192501C2 |
| СПОСОБ ПОДГОТОВКИ ИЗДЕЛИЙ ИЗ АЛЮМИНИЯ И ЕГО СПЛАВОВ ПЕРЕД НАНЕСЕНИЕМ ГАЛЬВАНИЧЕСКИХ ПОКРЫТИЙ | 2007 |
|
RU2349687C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ НЕПОДВИЖНЫХ РАЗЪЕМНЫХ СОЕДИНЕНИЙ | 2011 |
|
RU2499171C2 |
| СПОСОБ ПАЙКИ ТЕЛЕСКОПИЧЕСКИХ КОНСТРУКЦИЙ | 1998 |
|
RU2156182C2 |
| СПОСОБ НАНЕСЕНИЯ АНТИКОРРОЗИЙНЫХ ПОКРЫТИЙ НА ПОДЛОЖКУ ИЗ ВЫСОКОТВЕРДЫХ СПЛАВОВ | 2013 |
|
RU2519694C1 |
Изобретение относится к уплотнительной технике. Предварительно обрабатывают поверхности заготовки. Наносят герметизирующее покрытие и производят его термообработку. Предварительную обработку производят травлением в смеси серной и соляной кислот. Затем наносят двухслойное герметизирующее покрытие. Первоначально наносят слой мягкой гальванической меди с последующим ее оттягом и механической полировкой поверхностей, затем - слой гальванического серебра с последующим оттягом. Толщина слоя серебра составляет не менее 40 мкм, толщина слоя меди 70 мкм. Слой меди наносят со скоростью 30-35 мкм/ч. Изобретение повышает надежность уплотнения. 3 з.п. ф-лы, 2 табл.
| СПОСОБ ПОЛУЧЕНИЯ ЛЕНТЫ ИЗ ТУГОПЛАВКИХ И РЕАКЦИОННОСПОСОБНЫХ МЕТАЛЛОВ | 0 |
|
SU367961A1 |
| Способ изготовления уплотнительной прокладки | 1979 |
|
SU792011A1 |
