Изделие относится к легкой промышленности, конкретно - к конструкции валяной обуви и к процессам ее производства.
Известны тонкошерстная (бурки) и грубошерстная (валенки, пимы) валяная обувь.
Недостатками тонкошерстной валяной обуви являются: сравнительно высокая стоимость сырья и низкая относительная прочность в зоне обратимых деформаций.
Недостатками толстошерстной валяной обуви являются:
1. Повышенный износ в зоне обратимых деформаций.
2. Относительно высокая изгибная жесткость в зоне голеностопного и иных суставов, ведущая в нарушению биомеханики ходьбы.
3. Недостаточная защита человека от действия климатических факторов (высота голенищ максимум до коленного сустава, относительно большой свободный внутренний объем обуви с возможностью попадания внутрь снега).
Наиболее близким аналогом по объекту валяной обуви является валяная обувь, содержащая подошву и соединенные между собой головку и голенище (патент RU 2051232 С1, кл. D 04 Н 1/08, 27.12.1995).
Наиболее близким аналогом по объекту способа производства обуви является способ изготовления валяной обуви формованием на разъемном болване, в котором центральное тело выполнено в форме пирамиды, а боковые части - продольные сегменты с фиксацией частей (авт.св. SU 1472061 А1, кл. А 43 D 8/14, опубл. 15.04.1989).
Недостатками известных изобретений являются повышенный износ в зоне обратимых деформаций и относительно высокая изгибная жесткость в зоне суставов.
Задачи, решаемые группой изобретений:
A) создание конструкции валяной обуви с уменьшенным износом в зоне обратимых деформаций,
Б) уменьшение изгибной жесткости в зоне голеностопного и иных суставов,
B) улучшение защитных свойств обуви,
Г) создание технологии изготовления валяной обуви, отвечающей указанным особенностям.
Для решения поставленных задач валяная обувь, включающая подошву и соединенные между собой головку и голенище, при этом она включает гофры кольцевые, и/или спиральные, и/или дугообразные, расположенные в проекции суставов конечностей. Длина голенища увеличена от коленного до тазобедренного суставов конечностей, а верхний срез голенища выполнен параллельно паховой складке.
Способ изготовления валяной обуви формованием на разъемном болване, в котором центральное тело выполнено в форме пирамиды, а боковые части - продольные сегменты с фиксацией частей, при этом длина голенища валяной обуви увеличена от коленного до тазобедренного суставов конечностей, верхний срез голенища выполняется параллельно паховой складке, причем на болване выполнены в проекции суставов конечностей гофры кольцевые, и/или спиральные, и/или дугообразные для формования изделия, а часть болвана для формования головки и сочленения выполнена разъемной из нескольких частей.
В изобретении желательно:
1. Наличие кольцевых, и/или спиральных, и/или дуговых гофров в проекции суставов конечностей.
2. Выполнение голенища с длиной до тазобедренного сустава.
3. Выполнение внутренней полости изделия с уменьшением свободного объема (более близкой к естественной форме конечности).
4. Выполнение верхнего среза голенища параллельно паховой складке.
5. Использование для формования изделия болвана по форме конечности с выполненными в проекции суставов спиральными и/или дуговыми выступами.
6. Использование для формования изделия разъемных болванов.
Группа изобретений поясняется чертежами.
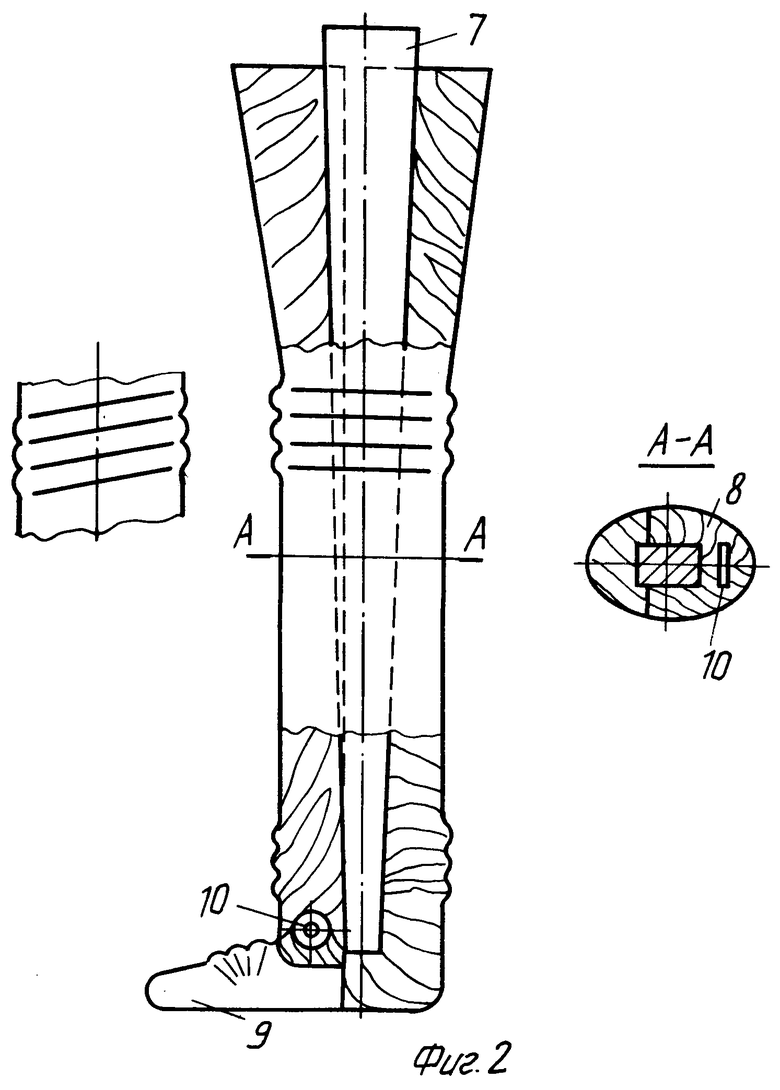
На фиг. 1 представлена конструкция валяного изделия в проекциях сбоку и спереди.
На фиг. 2 представлен продольный разрез валенка на болване; на фиг.3 - сечение по А-А на фиг.2.
Валяная обувь включает (фиг.1) голенище 1, головку 2, соединенные между собой, и подошву 3. На изделии выполнены кольцевые, и/или спиральные 5 и 6 гофры, и/или дугообразные гофры 4, расположенные в проекции суставов конечностей.
Функционирование валяной обуви
При надевании изделия конечность вставляется в раструб голенища и стопа продвигается к сочленению голенища с головкой, выполненному гофрированным, обладающему уменьшенной изгибной жесткостью. Отклонение головки облегчает надевание.
При ходьбе гофры, расположенные в проекции суставов, обеспечивают сохранение естественной биомеханики, а также уменьшают износ материала в зоне обратимых деформаций. Снимание изделия облегчено использованием гофров, в частности - в качестве упоров.
На фиг.2 представлена конструкция разъемного болвана.
Способ производства валяного изделия предусматривает использование разъемного болвана (фиг.2). Наружная поверхность разъемного болвана выполнена по форме внутренней полости изделия, приближающейся к естественной форме конечности. В зоне расположения суставов (голеностопного, коленного, суставов стопы) выполнены выступающие гофры (дугообразной, и/или кольцевой, и/или спиральной формы). Часть болвана для формования голенища выполнена разъемной по продольным или близким к продольным плоскостям, причем центральное тело 7 выполнено в форме усеченного конуса или пирамиды, а боковые части 8 - в форме конгруэнтных сегментов.
Часть болвана для формования головки и сочленения 9 также выполнена разъемной из нескольких частей. Взаимная фиксация всех частей болвана обеспечена выполнением шпильковых соединений 10.
В сложенном сочетании вставляют переднюю голень болвана в расширенную заготовку валяной обуви, поворачивают носочную часть 9 болвана вокруг оси 10 до горизонтального положения, а затем вставляют заднюю голень 8. После этого вставляют центральное тело 7 болвана и включают насадочную машину.
При движении роликов насадочной машины они обкатывают наружную часть обуви, формируя гофры в области суставов. После формирования обуви разъем и извлечение болвана производятся по очереди в следующем порядке. Сначала извлекают центральное тело 7 болвана, затем заднюю голень 8, а потом переднюю голень, двигая горизонтально к задней стенке обуви, складывая в шарнире 10 и извлекая переднюю голень.
Преимущества в валяной обуви обеспечивают:
1. Уменьшение износа изделия в зоне обратимых деформаций.
2. Уменьшение изгибной жесткости изделия в зоне обратимых деформаций.
3. Улучшение биомеханики ходьбы.
4. Улучшение защитных свойств обуви в отношении климатических факторов за счет повышения длины голенища.
5. Повышение удобств при надевании и снятии изделия.
6. Получение изделия заданной формы.
7. Извлечение болвана из готового изделия последовательным удалением частей (сегментов).
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления утепленной обуви из войлока | 2017 |
|
RU2664236C1 |
| РУЧНОЕ ОРУДИЕ | 2006 |
|
RU2315454C1 |
| ЗАЩИТНЫЙ РАЗГРУЗОЧНЫЙ ЖЕСТКИЙ БРОНЕКОМБИНЕЗОН | 2017 |
|
RU2669169C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ СВЯЗОЧНОГО АППАРАТА | 2019 |
|
RU2724399C1 |
| МАНЕКЕН НИЖНЕЙ ОПОРНОЙ ПОВЕРХНОСТИ | 2008 |
|
RU2401021C2 |
| РУЧНОЕ ОРУДИЕ | 2006 |
|
RU2316917C1 |
| ЗАСТЕЖКА | 1990 |
|
RU2079280C1 |
| СПОСОБ КОМПЛЕКСНОГО ЛЕЧЕНИЯ БОЛЕВЫХ СИНДРОМОВ ПРИ ЗАБОЛЕВАНИЯХ ОПОРНО-ДВИГАТЕЛЬНОЙ СИСТЕМЫ | 2001 |
|
RU2182819C1 |
| КРЕПЕЖНЫЙ ЭЛЕМЕНТ | 1996 |
|
RU2120067C1 |
| КРЕПЕЖНЫЙ ЭЛЕМЕНТ | 1990 |
|
RU2010114C1 |
Изобретение относится к конструкции валяных шерстяных изделий, а именно валяных сапог, обуви, и к способу их изготовления. Конструкция валяной обуви отличается наличием гофр в проекции суставов конечностей, выполненных кольцевыми, и/или спиральными, и/или дугообразными. Валяная обувь содержит подошву и соединенные между собой головку и голенище. Длина голенища увеличена от коленного до тазобедренного суставов конечностей, а верхний срез голенища выполнен параллельно паховой складке. Способ изготовления валяной обуви включает формование заготовки валяной обуви на разъемном болване. Разъемный болван имеет центральное тело в виде пирамиды, а боковые части - продольные сегменты с фиксацией частей. Технический результат заявленной валяной обуви и способа - уменьшение износа изделия в зоне обратимых деформаций, уменьшение изгибной жесткости изделия в зоне обратимых деформаций. 2 с. и 1 з.п. ф-лы, 2 ил.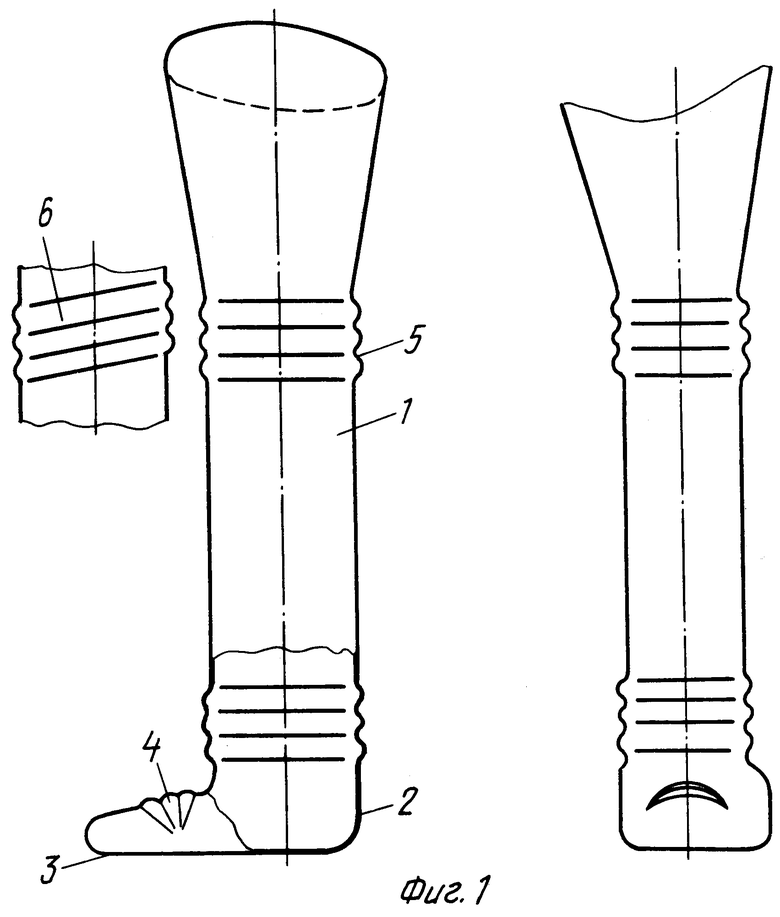
| СПОСОБ ПОЛУЧЕНИЯ ОСНОВЫ ВАЛЯНОЙ ОБУВИ | 1993 |
|
RU2051232C1 |
| Колодка для валяной обуви | 1986 |
|
SU1472061A1 |
| Способ формования основы валяной обуви на колодке | 1986 |
|
SU1460097A1 |
| Станок для насадки колодок в валеную обувь | 1930 |
|
SU19789A1 |
| Станок для распрямления и насадки на колодку валеного сапога | 1930 |
|
SU21453A1 |
| US 4562652 А, 07.01.1986 | |||
| СИСТЕМА ПИТАНИЯ КАРБЮРАТОРНОГО ДВИГАТЕЛЯ | 2003 |
|
RU2263222C2 |
| Способ терапии метастатического рака с использованием вируса Сендай | 2017 |
|
RU2662916C1 |
| БАРАБАННЫЙ ГРОХОТ ДЛЯ КЛАССИФИКАЦИИ СТРОИТЕЛЬНЫХ МАТЕРИАЛОВ | 2011 |
|
RU2478440C1 |
| ПОДЗЕМНАЯ АНТЕННА | 2011 |
|
RU2472263C2 |

