Изобретение относится к литейному производству, в частности к производству рабочих органов гидромашин, перекачивающих абразивные смеси, угле- и рудоразмольных мельниц, дробильного оборудования, работающего в условиях ударно-абразивного износа.
Известен способ изготовления композиционного материала, по которому в полость литейной формы со стороны рабочей поверхности отливки помещают частицы твердого карбид-вольфрамового сплава и заливают их расплавом чугуна с образованием рабочего слоя повышенной износостойкости.
(Проспект фирмы SANDVIK "Износостойкий материал для работы в особо трудных условиях").
Недостатком известного способа является относительная неоднородность материала рабочей поверхности отливки, ограничения по номенклатуре заливаемого сплава (практически невозможно использовать для заливки сталь из-за более низкой жидкотекучести).
Наиболее близким техническим решением является способ получения износостойких отливок, в котором легирующие пластины (вставки) изготавливают из частиц износостойкого материала и выгорающего связующего материала. После выгорания связующего частицы проникают или диффундируют в заливаемый расплав.
(Патент DE 4112000 А1, 24.09.1992).
К недостаткам способа следует отнести то, что он не позволяет со стороны рабочей поверхности отливки получить композиционный материал, обеспечивающий одновременно повышенную износостойкость, ударную прочность и вязкость, т.к. даже теоретически обеспечивается пропитка такой пластины только при нагреве ее до температуры заливаемой, например, стали. При этом соприкасающиеся поверхности твердых частиц вообще не связаны, а значит, этот материал не отвечает указанным выше требованиям и не может быть эффективно использован в таких отливках, как било для размола угля на ТЭЦ.
Задача, решаемая заявляемым техническим решением, заключается в получении однородного армирующего слоя из карбид-вольфрамовых частиц или иного твердого материала на рабочей поверхности отливки, придающего изделиям повышенную износостойкость.
Сущность предлагаемого изобретения заключается в том, что в способе изготовления отливки повышенной износостойкости, включающем изготовление пластины из частиц твердого сплава и легковыгорающего связующего, установку ее в литейную форму и заливку расплавленного металла, рабочий износостойкий слой отливки формируют в нижней части формы, пластину устанавливают в верхнюю часть формы, а заливку расплавленного металла осуществляют через сифонную литниковую систему.
При заливке расплава, например стали, в форму и при соприкосновении с пластиной связующее выгорает, частицы твердого сплава, оседая через основной металл, получают связку по всей поверхности, что ведет к образованию композиционного материала по типу литого булата, в котором частицы из сфероидального цементита расположены в вязкой матрице.
Способ осуществляют следующим образом.
Порошок твердого карбид-вольфрамового сплава с размерами частиц 0,3-0,18 мм перемешивают со связующим, например декстрином, и водой и из полученной смеси изготавливают стержень-пластину толщиной 3 мм.
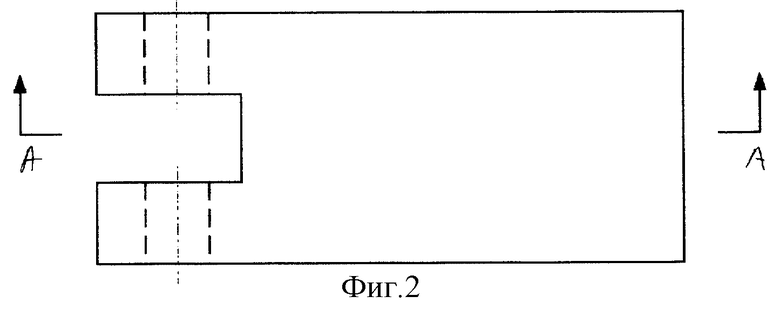
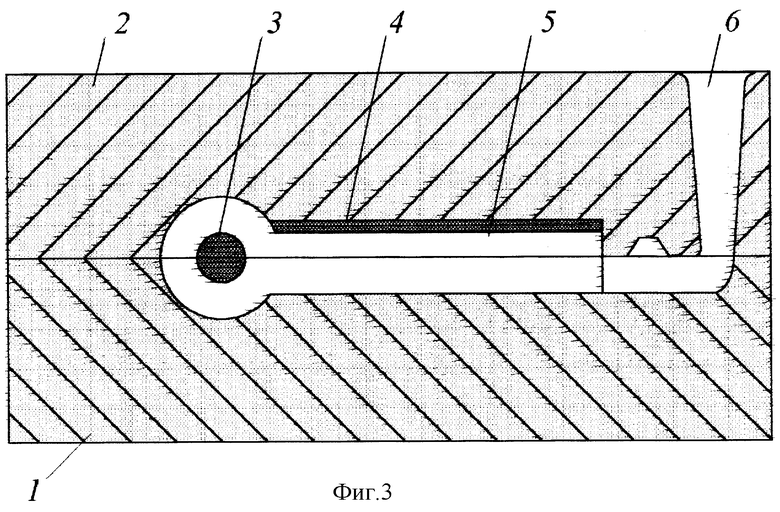
Для большей наглядности способа на фиг.1 и 2 показана отливка била для размола угля на ТЭЦ с износостойким армированным твердым сплавом слоем, а на фиг.3 - литейная форма для получения такой отливки.
Стержень-пластину 4 (фиг.3) из карбид-вольфрамового порошка с легковыгорающим связующим, например декстрином, устанавливают в верхней части полуформы 2, устанавливают также обычный стержень 3 для оформления отверстий в проушинах отливки и заливают расплав стали через литник 6.
Сталь заливают в рабочую полость 5, образованную полуформами 1 и 2.
При достижении уровня стали поверхности стержня-пластины 4 связующее из декстрина выгорает, а карбид-вольфрамовые частицы, имея больший удельный вес, чем сталь, равномерно оседают на плоскость полуформы 1 рабочей полости 5, формируя в отливке 7 (фиг.1) равномерный армированный рабочий слой 8.
Использование изобретения позволяет получать отливки с износостойким рабочим слоем, подвергающимся одновременно ударным нагрузкам, например, бил для размола угля на ТЭЦ, повысить их рабочий цикл и увеличить межремонтный цикл оборудования.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ОТЛИВОК | 2004 |
|
RU2268106C1 |
| ЛИТЕЙНАЯ ФОРМА ДЛЯ ПОЛУЧЕНИЯ КОЛЬЦЕВЫХ ОТЛИВОК | 1997 |
|
RU2108200C1 |
| ВЫСОКОПРОЧНОЕ ИЗДЕЛИЕ | 2005 |
|
RU2293624C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОТЛИВОК | 2006 |
|
RU2306196C1 |
| КОНТАКТНАЯ ВСТАВКА ТОКОПРИЕМНИКА ЭЛЕКТРОТРАНСПОРТА | 1997 |
|
RU2136514C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОТЛИВОК | 2006 |
|
RU2323802C9 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОТЛИВОК ИЗ ЧУГУНА ДОМЕННОЙ ПЛАВКИ | 2005 |
|
RU2300441C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОТЛИВОК ИЗ ЧЕРНЫХ И ЦВЕТНЫХ МЕТАЛЛОВ | 1992 |
|
RU2048955C1 |
| СПОСОБ ЛИТЬЯ ВЫЖИМАНИЕМ С КРИСТАЛЛИЗАЦИЕЙ ПОД ДАВЛЕНИЕМ (ЛВКД) И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2002 |
|
RU2234392C2 |
| УСТРОЙСТВО ЛИТЬЯ ВЫЖИМАНИЕМ С КРИСТАЛЛИЗАЦИЕЙ ПОД ДАВЛЕНИЕМ (ЛВКД) | 2006 |
|
RU2314895C1 |
Изобретение относится к области машиностроения, в частности к способам изготовления износостойких отливок деталей гидромашин, перекачивающих абразивные смеси, мелющих деталей угле- и рудоразмольных мельниц и др. Из порошка твердого сплава, например карбид-вольфрама, и легко выгорающего связующего изготавливают пластину и устанавливают ее в верхнюю часть литейной формы. В форму заливают расплавленный металл, например сталь, через сифонную литниковую систему. После заполнения формы расплавом при контакте жидкой стали с пластиной связующее выгорает, карбид-вольфрамовый порошок оседает на дно, формируя в нижней части формы износостойкий рабочий слой отливки. Использование изобретения обеспечивает повышение рабочего ресурса работы износостойкой детали. 3 ил.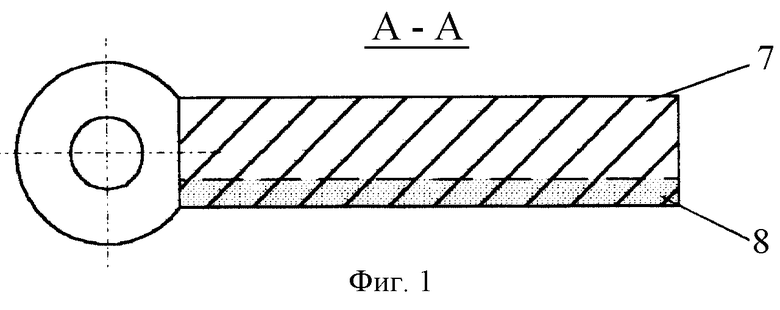
Способ изготовления отливки повышенной износостойкости, включающий изготовление пластины из частиц твердого сплава и легковыгорающего связующего, установку ее в литейную форму и заливку расправленного металла, отличающийся тем, что рабочий износостойкий слой отливки формируют в нижней части литейной формы, пластину устанавливают в верхнюю часть формы, а заливку расплавленного металла осуществляют через сифонную литниковую систему.
| DE 4112000 А1, 24.09.1992 | |||
| SU 914177, 23.03.1982 | |||
| Способ поверхностного легирования | 1976 |
|
SU637198A1 |
| Устройство для измерения послойных деформаций грунта | 1986 |
|
SU1418412A1 |
| Способ очистки воды | 1972 |
|
SU470503A1 |

