Изобретение относится к области машиностроения и может быть использовано в литейном производстве для изготовления отливок из черных и цветных металлов и сплавов.
Известен способ изготовления отливок под низким давлением с использованием литейных керамических форм по выплавляемым моделям (Заявка 59-54458, Япония. Заявл. 20.09.82 г. №57-164438, опубл. 29.03.84 г. МКИ B22D 18/04, B22D 18/06).
Наиболее близким аналогом к заявляемому техническому решению, принятому за прототип, является «Способ получения отливок в оболочковой форме и литейная форма для его осуществления». (SU 1197767, B22C 9/04, B22D 18/06. Заявка №3696250/22-02 от 31.01.84 г. Бюл. №46.)
Согласно способу получения отливок в оболочковой форме, включающему погружение открытого конца центрального литникового хода формы в тигель с расплавленным металлом, принудительное заполнение полостей формы металлом путем вакуумного всасывания или под низким давлением и слив жидкого металла из центрального литникового хода в тигель, заполнение оболочковой формы жидким металлом производят через дополнительный металлопроводящий стояк, образующий кольцевую полость с центральным литниковым ходом, с подачей металла сначала в верхнюю часть центрального литникового хода, затем сразу после заполнения формы металлом отключают вакуум или давление, а после слива жидкого металла из дополнительного стояка осуществляют последующую подпитку рабочих полостей формы жидким металлом из кольцевой полости.
Недостатком известного способа литья являются низкие механические свойства метала отливок, уступающие механическим свойствам деформированного металла (поковок и проката) из-за микропористости, химической неоднородности и крупного первичного зерна металла отливки, особенно при литье в разовые низкотеплопроводные, например в керамические, формы по выплавляемым моделям.
Задачей предлагаемого изобретения является устранение отмеченного недостатка, а именно повышение механических свойств металла отливок до уровня деформированного (поковок и проката).
Поставленная задача достигается тем, что в способе изготовления отливок, включающем приготовление расплава металла, погружение открытого конца центрального литникового хода в тигель с расплавленным металлом, принудительное заполнение полостей формы металлом путем вакуумного всасывания или под низким давлением, подпитку затвердевающих отливок, перед заполнением металлом литейной формы модифицированный расплав охлаждают в печи до температуры Тнж+10÷50°С (для сплавов) или Ткр+10÷50°С (для чистых металлов и эвтектических сплавов), заполнение литейной формы производят со скоростью расплава в литниковом ходе до 10 м/с, а затвердевание залитого в форму расплава производят при подаче в нее газового давления в пределах 0,4-0,6 МПа.
При принятых режимах расплав металла, поступающий в рабочие полости литейной формы в жидко-твердом состоянии, сразу после их заполнения затвердевает. При этом процесс кристаллизации происходит по всему объему залитого расплава и этим достигается химическая однородность и мелкое первичное зерно металла отливки, а при кристаллизации под газовым давлением подавляется выделение растворенных в металле газов, происходит микропластическая деформация и устранение в литом металле микропор. Т.е. литой металл по своей структуре получается эквивалентным (за исключением анизотропии) деформированному металлу (поковкам и прокату). Это позволяет на 10-30% снизить вес отливок при сохранении их конструктивной прочности, осуществить перевод деталей из деформированного металла с невысоким КИМ на точные литые заготовки, заменить отдельные сварные конструкции на литые.
Нижний предел газового давления 4 атм принят исходя из практических данных, а верхний предел 6 атм назначен из условий достаточности и техники безопасности. Скорость заполнения расплавом формы принята из необходимости быстрого заполнения формы и сохранения ламинарного режима (ламинарный режим в жидко-твердой фазе сохраняется до скорости 10 м/с).
Следующее отличие предлагаемого способа заключается в том, что расплав перед заполнением литейной формы вначале охлаждают до температуры Тсол (для сплавов) и до температуры Ткр (для чистых металлов и эвтектических сплавов), а затем быстро нагревают до температуры Тнж+10÷50°С (для сплавов) или Ткр+10÷50°С (для чистых металлов и эвтектических сплавов), где:
Тнж - температура нулевой жидкотекучести,
Тсол - температура окончания затвердевания сплава,
Ткр - температура кристаллизации.
Это позволяет более полно удалить растворенные в металле газы. Для получения дополнительных центров кристаллизации расплав модифицируют тугоплавкими наночастицами из Al2O3, TiCN, CrN и др. или, например, чистую медь модифицируют цирконием.
Особенности заявляемого способа заключаются в том, что оптимальным вариантом его реализации является использование всего выплавленного в печи металла для одной заливки, без дозированной разливки, как обычно это принято, по литейным формам. Это целесообразно для получения отливок среднего и большого веса, а также мелких отливок в большом количестве в многоместной форме, чего нельзя осуществить известными способами литья, кроме гравитационной заливки с кристаллизацией под атмосферным давлением, по которому отливки получаются с металлом химически неоднородным и крупным первичным зерном, с микропорами.
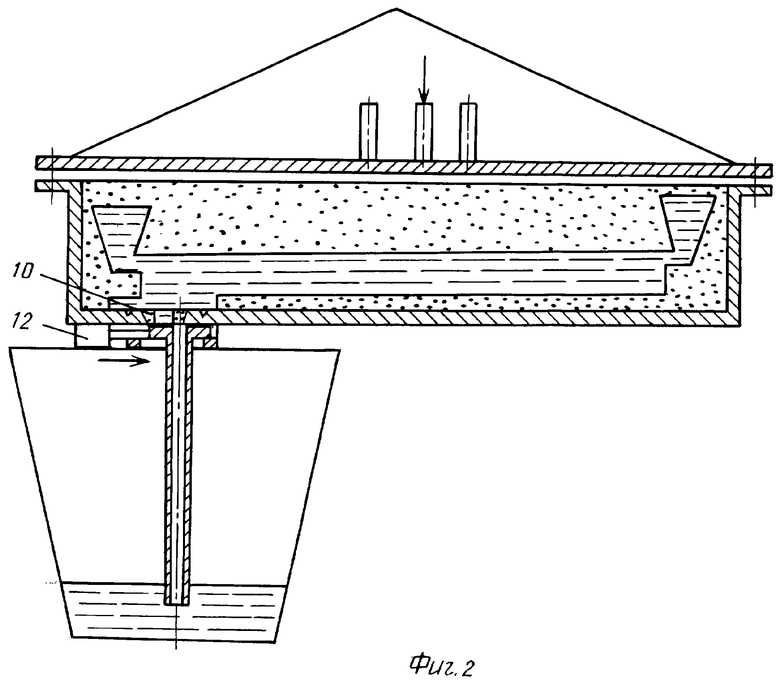
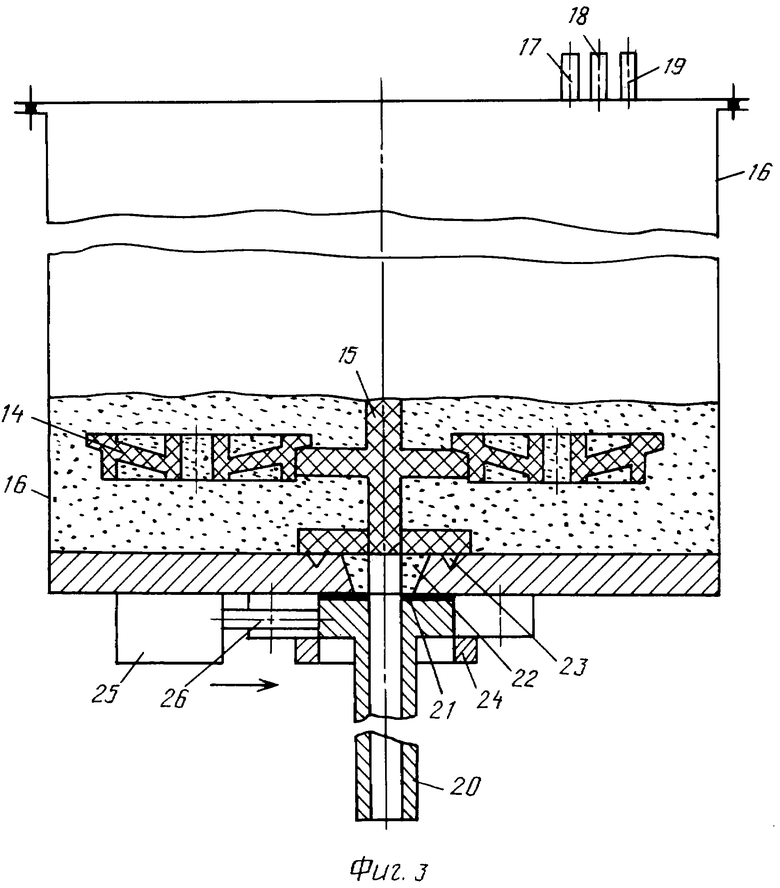
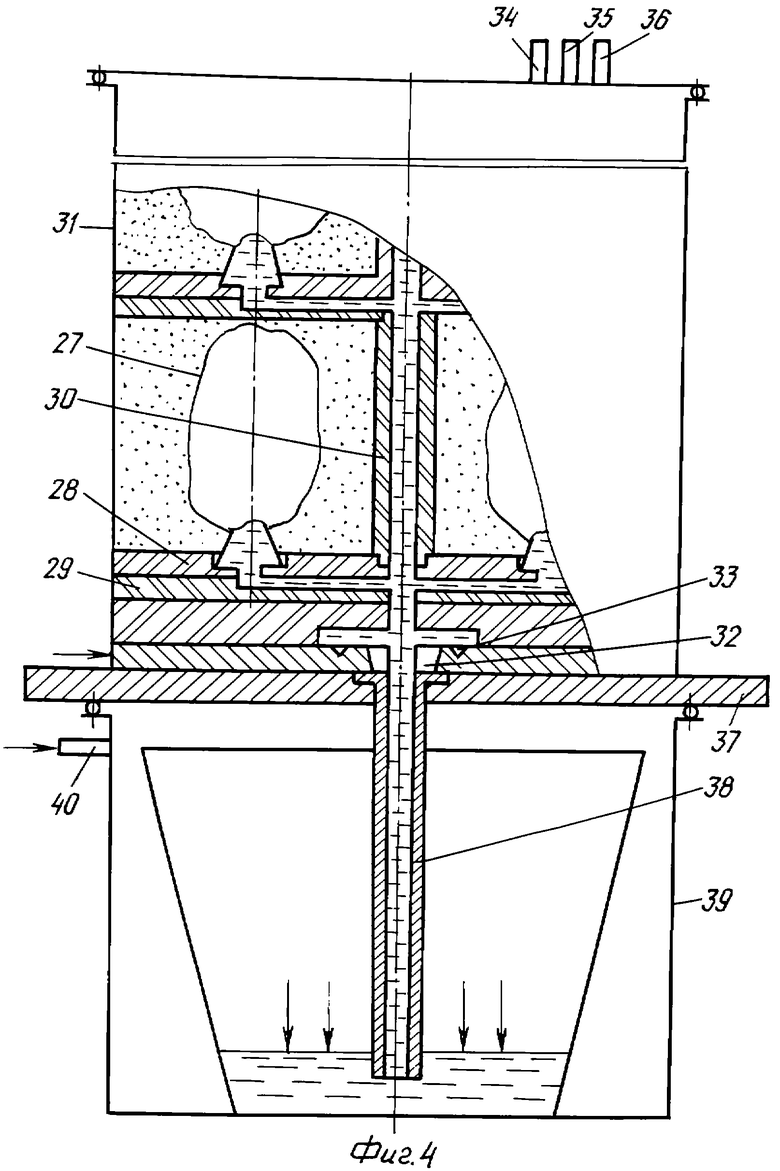
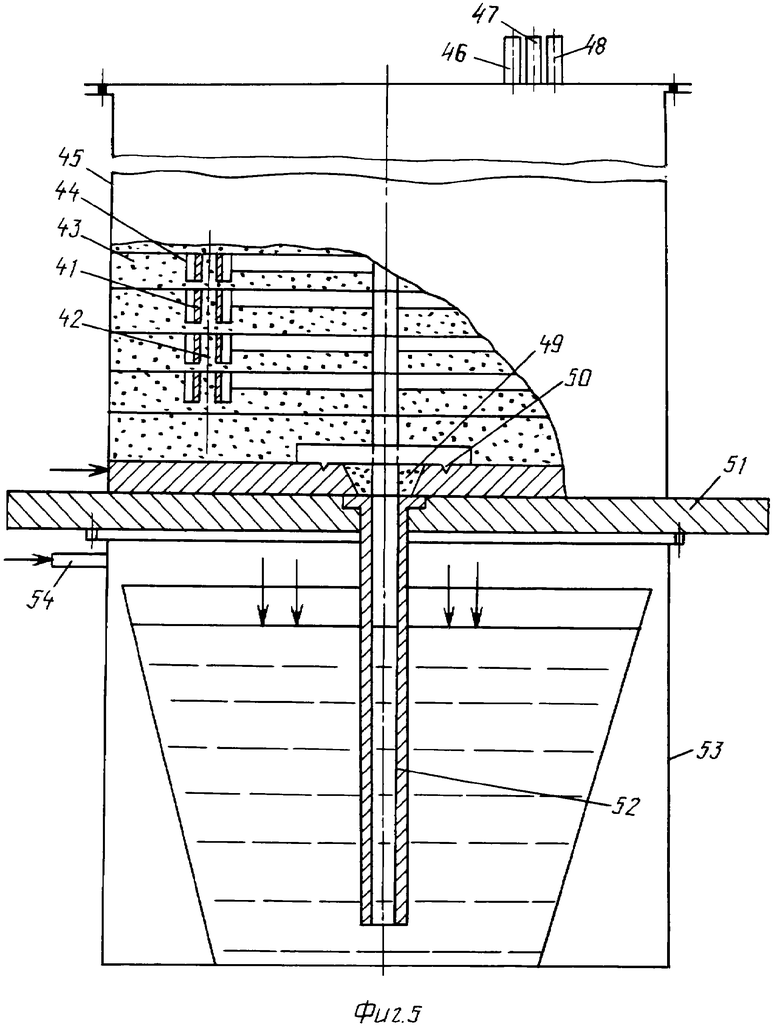
На фиг.1 изображен контейнер с литейной формой для получения отливки железнодорожной крестовины стрелочного перевода (перед заливкой), на фиг.2 - контейнер с литейной формой для получения этой отливки с плавильной печью (после заливки), на фиг.3 - контейнер с литейной формой для получения железнодорожных колес по газифицируемым пенополистироловым моделям, на фиг.4 - контейнер с керамическими формами для получения стальных отливок, на фиг.5 - контейнер с сухой стопочной формой для получения биметаллических подшипников скольжения.
Примеры осуществления способа.
Пример 1
Железнодорожную крестовину стрелочного перевода из стали 110Г13Л весом 1 т получают следующим образом.
Пенополистироловые газифицируемые модели железнодорожных крестовин 1 засыпают кварцевым песком в контейнере 2, имеющем герметизирующее уплотнение 3. Снизу к контейнеру 2 подсоединен металлопровод 4 через герметизирующее уплотнение 5. Металлопровод 4 крепится к дну контейнера кронштейном 6. Контейнер 2 снабжен газопроводом 7 для вакуумирования, газопроводом 8 - для подачи газового давления, газопроводом 9 - для связи с атмосферой. Заливочное отверстие в контейнере 2 оформляется песчаной вставкой 10, для герметизации контейнера 2 снизу имеется кольцевая канавка 11. Для горизонтального перемещения металлопровода 4 имеется гидроцилиндр 12 со штоком 13.
Плавку стали ведут по известным режимам. Раскисление стали производят компактированной стружкой из алюминия или его сплавов, которая имеет на поверхности слой тугоплавких окислов из Al2O3 толщиной 0,01 мкм.
Приготовленную сталь охлаждают в печи до температуры солидус (примерно 1300°С), при этом растворенные в стали газы удаляются, а затем быстро нагревают до температуры 1340°С (tнж≈1325°C). Таким образом, в жидко-твердой стали имеется определенный процент ее твердой фазы и наночастицы из Al2O3, которые в совокупности являются готовыми центрами кристаллизации, при этой температуре предварительно нагретый металлопровод 4 погружают в расплав металла (фиг.2) и контейнер 2 соединяют с системой вакуумирования через газопровод 7 (система вакуумирования на чертеже не показана). Расплав стали по металлопроводу 4 поступает в контейнер 2 со скоростью 5 м/с (в литниковом ходе втулки 10), выжигая пенополистироловую модель, первые порции металла заливаются в канавку 11 и герметизируют контейнер, продукты газификации модели отсасываются из контейнера 2 системой вакуумирования. После заполнения рабочей полости формы включают гидроцилиндр 12 и штоком 13 смещают металлопровод 4 вправо, отсекая расплав металла в металлопроводе от расплава металла в форме, после чего в контейнер через газопровод 8 подают сжатый воздух под давлением 0,5 МПа и производят выдержку до затвердевания отливки. Заливка в жидко-твердом состоянии обеспечивает химическую однородность и мелкое первичное зерно отливки, а кристаллизация под газовым давлением - беспористый металл (за счет микропластической деформации). После затвердевания металла контейнер 2 соединяют с атмосферой, отливку охлаждают в контейнере 2 с песком до температуры 1150-1110°С, затем ее извлекают из песка и производят закалку охлаждением в воде.
Полученная отливка химически однородна, с мелким первичным зерном, не имеет микропор и, как следствие, повышенные механические свойства по сравнению с требованиями ГОСТ на литье: до 30% более высокую прочность, чем обычное литье, и более высокую пластичность.
Пример 2
Сляб из стали Х18Н9Т размером 1200×100×2500 (вес ≈2,5 т) получают следующим образом.
Плавку стали ведут в индукционной печи по известным режимам. Титан вводят в сталь в виде стружки, предварительно прошедшей нитроцементацию для образования на ее поверхности карбонитридов титана слоем толщиной не более 0,1 мкм.
Расплавленную сталь с заданным химсоставом охлаждают в печи с температурой 1560°С до 1470°С (tнж≈1450°C) и погружают в расплав предварительно нагретый металлопровод, соединенный с герметизированным контейнером, в котором размещена литейная форма. При погружении металлопровода в расплав контейнер соединяют с системой вакуумирования и форму заполняют расплавом. После заполнения формы металлопровод сдвигают, перекрывая заливочное отверстие, и в контейнер подают сжатый газ под давлением 0,5 МПа.
Заполнение формы жидко-твердым расплавом обеспечивает химическую однородность металла заготовки и мелкое первичное зерно, а кристаллизация под газовым давлением - микропластическую деформацию.
Механические свойства металла отлитого сляба уже соответствуют требованиям проката, что гарантированно обеспечивает качество полученной из него прокатной продукции.
Наличие газового давления в форме устраняет механический пригар, а химический пригар устраняется из-за низкой температуры литья.
Пример 3
Медные наконечники кислородно-конверторных фурм на 350-тонный конвертер в многоместной форме (6 гнезд) получают следующим образом.
Выплавленную медь раскисляют цирконием для удаления кислорода и обеспечения объемного затвердевания отливок, охлаждают в печи до температуры Ткр (1083°С), в результате чего из металла удаляются растворенные газы, в т.ч. водород. Затем металл быстро нагревают до температуры 1130°С и погружают открытые концы формы в расплав с одновременным их вакуумированием. После заполнения расплавом рабочих полостей форм расплав в них отсекают от расплава в печи и в формы подают сжатый газ под давлением 0,5 МПа. Расплав в форме выдерживают под газовым давлением до окончания затвердевания, после чего отливки извлекают из форм и процесс повторяют.
Полученные литые наконечники имеют в несколько раз большую стойкость, чем сварные из проката из-за отсутствия сварных швов.
Пример 4
Железнодорожные колеса из стали ЭИ293 (химсостав: С 1.5-1.65%; Si 0,75-0,90%; Mn 0,20-0,40%; S и Р не более 0,003%) получают по 20 отливок за одну заливку (общий вес заливаемого за одну заливку расплава ≈3 тонны) следующим образом.
Пенополистироловые модели 14 колес (фиг.3), соединенные с моделью 15 стояка, помещают в герметизированный контейнер 16, снабженный газопроводами 17, 18, 19 соответственно для вакуумирования, подачи в него сжатого газа и соединения с атмосферой. Металлопровод 20 соединен с донной частью контейнера 16 через герметизирующее уплотнение 21. Литниковый ход расположен в песчаной вставке 22. Для герметизации контейнера снизу имеется кольцевая канавка 23. Металлопровод 20 может перемещаться в горизонтальном направлении в кронштейне 24 гидроцилиндром 25 при помощи штока 26.
Сталь выплавляют по известным режимам, при выплавке производят модифицирование ее наночастицами цементита при температуре ниже точки его плавления (температура плавления цементита 1500°С).
С температуры 1500°С сталь охлаждают до 1400°С (tнж≈1350°C) и погружают металлопровод 20 в расплав металла, одновременно соединяя контейнер 16 с системой вакуумирования. Сталь заполняет рабочие полости литейных форм, выжигая пенополистироловые модели 14. После заполнения расплавом литейной формы металлопровод 20 перемещают горизонтально гидроцилиндром 25 и штоком 26 вправо, отсекая расплав, находящийся в контейнере 16, от расплава, находящегося в металлопроводе 20. Вакуум отключают и в контейнер 16 подают сжатый воздух через газопровод 18 под давлением 0,5 МПа.
Жидко-твердая сталь с наночастицами цементита затвердевает объемно и имеет химически однородную структуру с мелким первичным зерном, а кристаллизация под газовым давлением приводит к микропластической деформации металла затвердевающей отливки и устранению в литом металле микропористости.
Структура полученной отливки - зернистый перлит + графит.
Механические свойства: σв>590 МПа, δ>14-17%, НВ>220-230.
Пример 5
Отливки велосипедных кареток из стали Ст45 получают в формах по выплавляемым моделям (в 1 форме 12 отливок) следующим образом.
Холодные керамические формы 27 (фиг.4) устанавливают в контейнере 31 на песчаные вставки 28 и 29, соединенные между собой трубчатыми формами 30, оформляющими центральный литник, и свободное пространство засыпают кварцевым песком. Всего в контейнере 31 устанавливают 24 керамические формы 27.
В нижней части контейнера 31 расположена песчаная вставка 32 для оформления литникового хода, а для герметизации контейнера - кольцевая канавка 33.
На крышке контейнера 31 расположены газопроводы 34, 35, 36 соответственно для вакуумирования форм, подачи в них сжатого газа и для связи с атмосферой.
Сталь выплавляют в индукционной печи по известной технологии. При раскислении стали используют алюминиевую спрессованную стружку, имеющую на поверхности окислы Al2O3 толщиной слоя 0,01 мкм (нанослои).
Готовую сталь охлаждают в печи с температуры 1560°С до температуры 1475°С (tнж≈1460°C), устанавливают на кожух 39 плавильной печи плиту 37 с металлопроводом 38 и расположенным сверху контейнером 31, подают в кожух печи 39 газ под давлением 2 атм через газопровод 40 и одновременно вакуумируют контейнер 31. Расплав стали через металлопровод 38 заполняет рабочие полости форм 27 со скоростью потока в литниковом ходе 5 м/с. После заполнения рабочих полостей форм 27 контейнер 31 сдвигают по плите 37 вправо, отсекая расплав в формах от расплава металла в металлопроводе 38, после чего в контейнер 31 через газопровод 35 подают сжатый газ под давлением 0,5 МПа и производят выдержку под давлением до затвердевания всех отливок. Затем газовое давление в контейнере 31 через газопровод 36 сбрасывают до атмосферного, отливки охлаждают в контейнере до 900°С, а затем охлаждают на воздухе, выполняя операцию нормализации.
Готовые отливки химически однородны, с мелким первичным зерном, не имеют микропор, а механические свойства металла отливок соответствуют механическим свойствам поковок и проката. Общее количество отливок, получаемых за одну заливку, составляет 288 штук.
Пример 6
Биметаллические подшипники скольжения из антифрикционного сплава Al-Sn (рабочий слой) и из сплава АК9 (опорный слой) с размерами: Dнаружный=60 мм, Dвнутренний=40 мм, Н=60 мм; общий вес отливки 0,2 кг получают следующим образом.
Рабочий слой получают из ленты толщиной 1,5 мм в виде втулок 41 (фиг.5), которые устанавливают на выступы 42 песчаных форм 43 с образованием зазора 44 для заполнения сплавом опорного слоя. В каждой литейной форме 43 имеется 30 рабочих гнезд. Собранные со втулками 41 формы 43 устанавливают стопкой из 15 форм в контейнер 45 (общее количество получаемых отливок за одну заливку - 450 шт.) На крышке контейнера 45 расположены газопроводы 46, 47, 48 соответственно для вакуумирования, подачи газового давления, соединения с атмосферой, а в нижней части контейнера 45 расположена песчаная вставка 49 и кольцевая канавка 50 для его герметизации. В плите 51 вмонтирован металлопровод 52, погруженный в расплав металла в печи, расположенной в герметичном кожухе 53. Для подачи газового давления имеется газопровод 54. Собранный с литейными формами 43 контейнер 45 устанавливают на плиту 51 и совмещают отверстие в металлопроводе 52 с отверстием во втулке 49.
Приготовленный расплав охлаждают в печи до температуры 600°С (температурный интервал кристаллизации сплава АК9 600-577°С). В кожух 53 плавильной печи через газопровод 54 подают сжатый газ под давлением 1,0 атм и заполняют рабочие полости 44 с одновременным вакуумированием контейнера 45 через газопровод 46.
После заполнения рабочих полостей 44 контейнер 45 сдвигают по плите 51 вправо, отсекая расплав, находящийся в контейнере 45, от расплава, находящегося в металлопроводе 52, после чего в контейнер 45 подают через газопровод 47 сжатый газ под давлением 0,5 МПа. Поступающий в жидко-твердом состоянии в литейные формы 43 расплав затвердевает объемно, структура его химически однородна с мелким первичным зерном, а кристаллизация под газовым давлением обеспечивает устранение в нем микропор.
Полученные механические свойства металла опорного слоя биметаллической отливки: σв≈200 МПа, НВ≈80, что выше требований ГОСТ на литье.
Готовые отливки извлекают из форм и процесс повторяют. Использование изобретения позволяет получать отливки из черных и цветных металлов и сплавов с повышенными механическими свойствами на уровне деформированного металла (поковок и проката), снижать вес отливок с уменьшением толщины их стенок и сохранением конструктивной прочности, заменять детали, изготавливаемые из деформированного металла с низким КИМ на литье с КИМ до 0,95, заменять отдельные сварные конструкции на литье с повышением их эксплуатационных характеристик; снять ограничение по весу и габаритам получаемых отливок.
Изобретение относится к области литейного производства. Перед заполнением литейных форм модифицированным расплавом его охлаждают в печи до Тнж+10÷50°С для сплавов или Ткр+10÷50°С для чистых металлов и эвтектических сплавов, где Тнж - температура нулевой жидкотекучести; Ткр - температура кристаллизации. Для более полного удаления растворенных в расплаве газов перед заполнением литейной формы расплав в печи охлаждают до температуры Тсол сплавов и до температуры Ткр чистых металлов и эвтектических сплавов, а затем быстро нагревают до температуры Тнж+10÷50°С для сплавов или Ткр+10÷50°С для чистых металлов и эвтектических сплавов, где Тсол - температура окончания затвердевания сплава. Заполнение литейной формы производят со скоростью расплава в литниковом ходе до 10 м/с. Затвердевание залитого в форму расплава производят при подаче в нее газового давления. Достигается повышение механических свойств получаемых отливок. 2 з.п. ф-лы, 5 ил.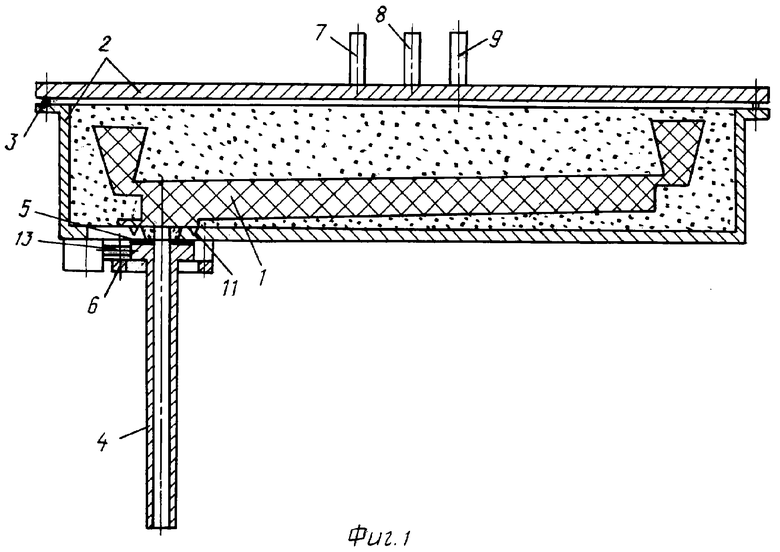
где Тнж - температура нулевой жидкотекучести,
Ткр - температура кристаллизации,
при этом литейную форму заполняют со скоростью расплава в центральном литниковом ходе до 10 м/с, а затвердевание залитого в форму расплава производят при подаче в нее газового давления.
где Тсол - температура окончания затвердевания сплава.
| Способ получения отливок в оболочковой форме и литейная форма для его осуществления | 1984 |
|
SU1197767A1 |
| Способ литья вакуумным всасыванием в газопроницаемую форму и устройство для его осуществления | 1988 |
|
SU1577687A3 |
| JP 9314309 А, 09.12.1997 | |||
| WO 9952660 А, 21.10.1999 | |||
| JP 5077024 А, 30.03.1993. | |||

