Изобретение относится к области литейного производства и может быть использовано при литье выжиманием с кристаллизацией под давлением (ЛВКД) при изготовлении точных отливок сложной конфигурации с механическими свойствами металла не ниже проката.
Известен способ литья выжиманием с кристаллизацией под давлением (ЛВКД), включающий заливку дозы расплавленного металла в облицованную огнеупорным материалом камеру выжимания, расположенную соосно под литейной формой, выдержку до намораживания твердой корочки металла на стенках камеры, выжимание расплава в форму и затвердевание отливки под давлением (Патент РФ №2015829, кл. В 22 D 18/02. заявл. 21.08.1985 г.).
Наиболее близким аналогом, принятым за прототип, является способ, раскрытый в патенте RU 2009012 С1, включающий заливку дозы расплава в облицованную камеру выжимания, выжимание расплава в расположенную над камерой соосно с ней литейную форму под механическим давлением и затвердевание расплава в форме, причем в процессе затвердевания отливки в форме создают газовое давление (RU 2009012 C1, В 22 D 38/02, 15.03.1994 г.).
В момент окончания заполнения литейной формы расплавом, особенно при изготовлении тонкостенных протяженных отливок, возникает гидравлический удар, который приводит к дефектам отливок в виде усадочных рыхлот и поверхностных раковин, а механическое давление на расплав формы приводит к механическому пригару (в неметаллических формах) деформации форм по выплавляемым и газифицируемых моделям, растрескиванию форм по выплавляемым моделям и образованию на отливках приливов, а в стенках отливок - горячих микротрещин. При больших скоростях заливки воздух, находящийся в форме, может стать причиной образования газовых раковин. Ориентация на кристаллизацию металла отливки под механическим давлением за счет сжатия жидкого остатка приводит к большому расходу металла на литниково-питающую систему, к снижению коэффициента выхода годного, т.к. в этом случае толщина жидкого остатка всегда должна быть больше самой толстой стенки в отливке. Проблемы возникают также при получении отливок способом ЛВКД из легкоокисляющихся сплавов, например магниевых, из высокопрочного чугуна без использования автоклава, сплавов, насыщенных азотом.
Задача, решаемая к заявленном техническом решении, заключается в устранении в отливках указанных выше дефектов, снижении расхода металла на литниково-питающую систему, расширении технологических возможностей за счет получения способом ЛВКД отливок из высокопрочного чугуна (ВЧ) и сплавов, насыщенных азотом, в т.ч. нитридами и карбонидами.
Поставленная задача решается благодаря заявленному способу, включающему заливку дозы расплава в облицованную огнеупорным материалом камеру выжимания, выжимание расплава в расположенную над камерой соосно с ней литейную форму под механическим давлением и затвердевание отливки в форме под газовым давлением, газовое давление (противодавление механическому), отличное от атмосферного, создают в форме в начальный момент поступления в нее расплава, а механическое давление снимают после заполнения расплавом рабочей полости формы при поступлении его в прибыльную часть.
Режимы давления на расплав в форме назначают в зависимости от химсостава заливаемого расплава, геометрии отливки и вида форм.
Если получают точные, особенно крупногабаритные, отливки в керамических формах, песчаных формах, в формах по пенополистироловым газифицируемым моделям, отливки с высокими требованиями по ограничению в металле окислов, склонные к образованию горячих трещин, то форму при заливке вакуумируют, а после заполнения расплавом рабочей полости формы, при поступлении его в прибыльную часть, механическое давление снимают.
Если получают отливки из специальных сплавов, в т.ч. из изностойких, коррозионностойких сплавов, насыщенных азотом, из высокопрочного чугуна, модифицированного магнием без автоклава, то в начальный момент поступления расплава в форму под механическим давлением в ней создают газовое противодавление и поддерживают до окончания формирования отливок.
Вакуумирование формы позволяет проливать суспензионным расплавом протяженные тонкие стенки отливок, устранить в отливках газовые раковины, расширить технологические возможности ЛВКД.
Снятие механического давления при поступлении расплава в прибыльную часть позволяет устранить механический пригар и коробление отливок, гидравлический удар и связанные с ним дефекты, а также свести к минимуму толщину пресс-остатка и повысить выход годного при высоких механических свойствах металла отливки, обеспечиваемых кристаллизацией под газовым давлением.
Газовое противодавление в форме позволяет гасить гидравлический удар, устранить механический пригар на отливках, осуществить микропластическую деформацию кристаллов в материале отливки, повысить ее гидроплотность и механические свойства, получать отливки из сплавов, насыщенных азотом, т.к. газовое противодавление препятствует выделению азота из расплава в процессе заливки, и получают отливки из высокопрочного чугуна без использования автоклавов, а также из магниевых сплавов.
Наиболее близким аналогом устройства для реализации способа ЛВКД является устройство для получения отливок литьем с кристаллизацией под давлением, содержащее облицованную огнеупором камеру выжимания, литейную форму, расположенную над камерой, механизм их встречного перемещения для выжимания расплава из камеры в литейную форму, которая размещена в контейнере (стакане) с крышкой, имеющей герметизирующее уплотнение, газопровод для вакуумирования формы, подачи сжатого газа в форму, соединения формы с атмосферой (Патент RU 2009012 C1, В 22 D 18/02, 15.03.1994 г.).
Заявленное устройство для реализации заявленного способа ЛВКД отличается от известного тем, что стакан выполнен подвижным в горизонтальном направлении и установлен на направляющих, связанных с крышкой, установленной неподвижно и соосно с камерой, крышка снабжена захватами для прижатия стакана, в донной части стакана выполнен литниковый ход, совмещенный с литником формы и облицованный огнеупором, вокруг литникового хода выполнен кольцевой уступ для герметизации стакана выжимаемым расплавом, причем донная часть стакана отделена от выжимаемого расплава огнеупорной плитой.
Предлагаемое устройство упрощает процесс заливки расплава в камеру выжимания, обеспечивает реализацию предлагаемого способа ЛВКД.
При модифицировании расплава в камере выжимания, например чугуна магнийсодержащими лигатурами, в нижней части огнеупорной плиты размещен модификатор, а при получении сплавов, насыщенных азотом, - материал, содержащий азот, например карбамид.
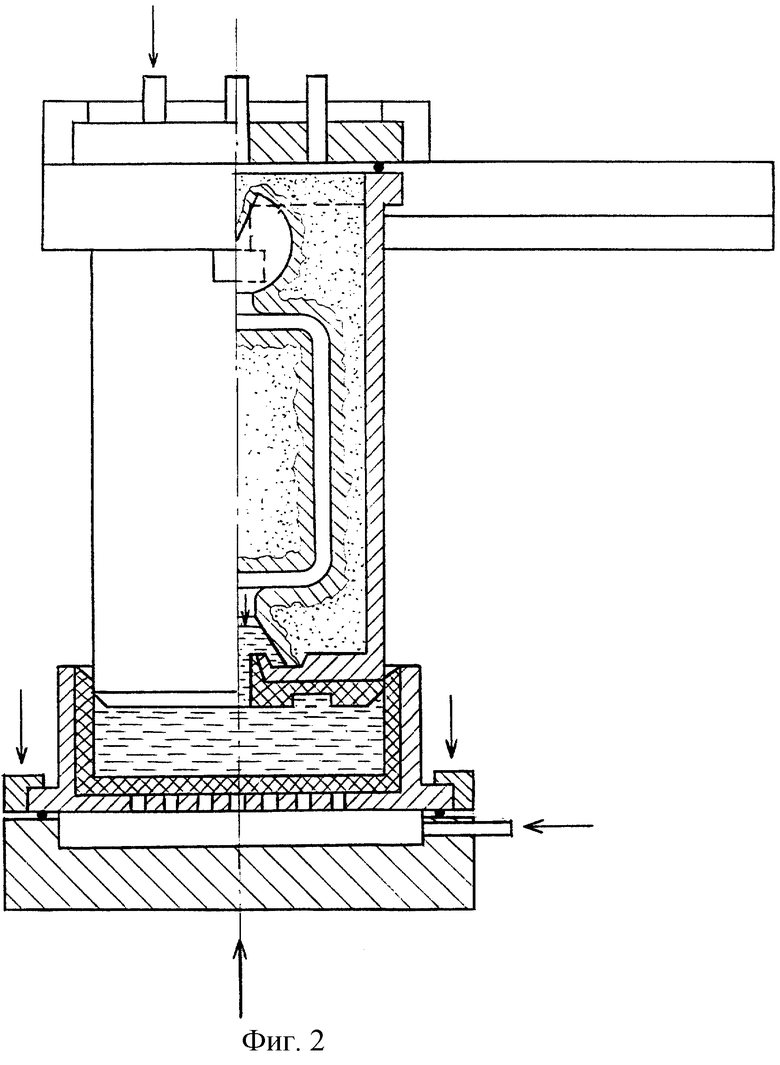
На фиг.1 представлено устройство для литья способом ЛВКД перед выжиманием;
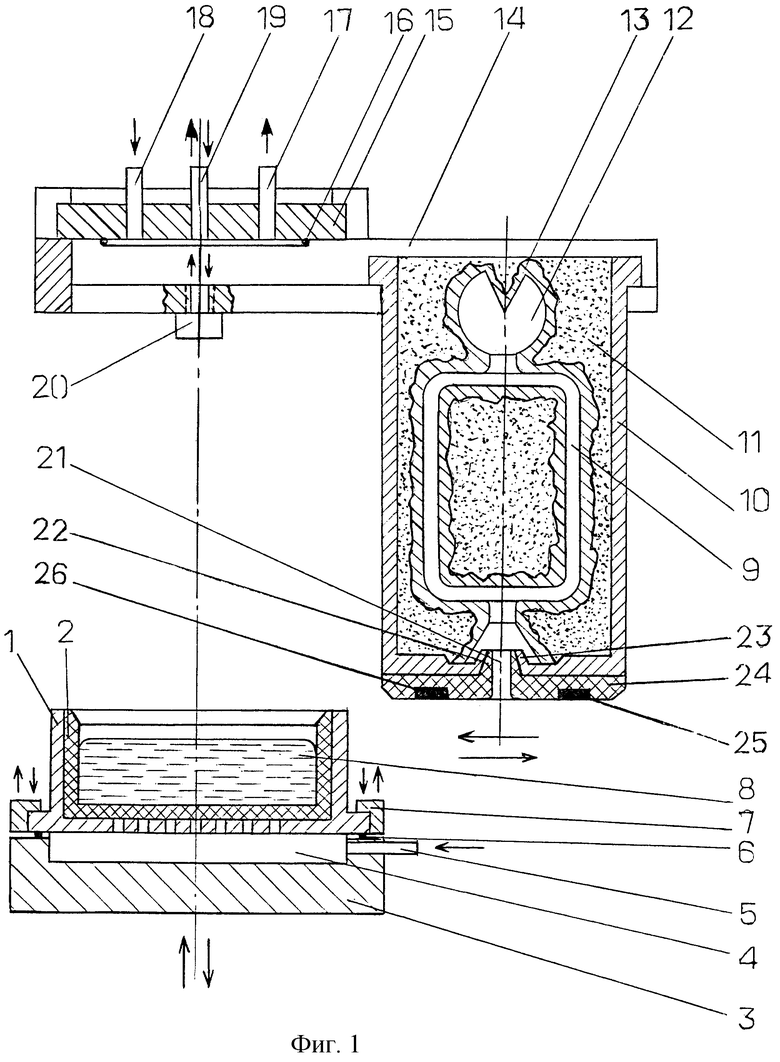
на фиг.2 - устройство для литья способом ЛВКД в процессе выжимания.
Устройство ЛВКД содержит камеру выжимания 1 с облицовкой 2 из жидкостекольной смеси, установленной на подвижном столе 3, перемещаемом вверх под действием силового гидроцилиндра (не показан) и в котором выполнен резервуар 4 для сжатого газа, поступающего через штуцер 5.
Камера 1 и стол 3 разделены герметизирующей прокладкой 6 и объединены герметично посредством прижимов 7. В камеру 1 залит расплав металла 8.
Литейная форма 9, полученная по выплавляемым моделям, установлена в стакан 10 и засыпана кварцевым песком 11. Прибыльная часть часть формы 12 имеет остроугольный выступ 13, вершина которого находится в тепловом узле прибыли 12. Стакан 10 с литейной формой 9 установлен после засыпки песком 11 на горизонтальных направляющих 14, связанных жестко с неподвижной верхней крышкой 15, снабженной герметизирующей прокладкой 16, газопроводом 17 для вакуумирования, газопроводом 18 для подачи газового давления, газопроводом 19 для сброса газового давления и вакуума. Для герметичного соединения стакана 10 имеется литниковый ход 21, снабженный облицовкой 22 из жидкостекольной смеси, кольцевой уступ 23 для герметизации стакана снизу выжимаемым расплавом. Между дном стакана 10 и зеркалом расплава 8 имеется огнеупорная плита 24, выполненная из жидкостекольной смеси. Для модифицирования расплава 8 в камере выжимания 1 в плите 24 размещен модификатор 25, а для насыщения расплава азотом в плите 24 размещен карбамид 26. Стол 3 и крышка 15 связаны одной опорной рамой (не показана).
Устройство ЛВКД по заявленному способу работает следующим образом.
Пример 1.
В стакан 10 устанавливают оболочковую форму 9, изготовленную по выплавляемым моделям, заформовывают ее сухим кварцевым песком 11 и устанавливают на горизонтальные направляющие 14 (фиг.1). К дну стакана приклеивают огнеупорную плиту 24 с одновременным введением облицовки 22 в литниковый ход 21.
Камеру выжимания 1, облицованную слоем 2 жидкостекольной смеси, устанавливают на подвижный стол 3 и прижимают к нему прижимами 7 через герметизирующую прокладку 6. Расплав 8 меди заливают в камеру 1 и через штуцер и резервуар подают сжатый газ аргон, производя продувку меди для очистки расплава от окислов и газов. Одновременно стакан 10 перемещают по направляющим 14 в положение соосно с крышкой 15 и прижимают к ней герметично через герметизирующую прокладку 16 прижимами 20 (фиг.2). При заданной температуре меди стол 3 с камерой 1, заполненной расплавом 8 меди, перемещают вверх с заданной скоростью. В процессе перемещения донная часть стакана 10 входит в облицованную камеру 1, и расплав меди 8 выжимается через литниковый ход 21 в рабочую полость формы 9. Первые порции расплава обливают уступ 23 и герметизируют стакан 10 снизу. Сразу же через газопровод 17 форму 9 вакуумируют, и поступающий в нее расплав 8 не окисляется, заполняя тонкие стенки формы 9. После заполнения расплавом рабочей полости формы 9, при поступлении его в прибыльную часть 12, механическое давление снимают, в стакан 10 по газопроводу подают аргон под давлением 5 атм и выдерживают до затвердевания отливки, после чего перекрывают аргон и соединяют полость стакана 10 через газопровод 19 с атмосферой, прижимы 20 ослабляют, перемещают стакан 10 на исходную позицию, снимают с направляющих 14 и вытряхивают форму 9 с отливкой и процесс повторяют.
Пример 2.
Стальную тонкостенную крупногабаритную отливку сложной конфигурации из высокоазотистой стали получают с выполнением основных операций, описанных в примере 1, со следующими отличиями.
В огнеупорную плиту 24 помещают дозу 26 карбамида, содержащего до 25% азота.
После заливки в камеру 1 расплава стали 8 его продувают ионизированным азотом, подачей через газопровод 5 и резервуар 4, одновременно рафинируя жидкую сталь и насыщая азотом. При выжимании первых порций расплава в форму 9, выжимании его и затвердевании вокруг уступа 23 в стакан 10 через газопровод 18 подают азот и поддерживают давление в пределах 2-5 атм, меньшее чем механическое давление при перемещении стола 3 вверх под действием гидроцилиндра. Карбамид 26 растворяется в стали, насыщая ее азотом. Газовое давление в процессе выжимания стали в форму 9 и последующем ее затвердевании после выжимания препятствует выжелению азота, который связывается в стали в нитриды, карбонитриды и частично остается в твердом растворе, обеспечивая изделиям из стали повышенную коррозионную стойкость, износостойкость, жаростойкость при минимальном содержании дорогостоящих легирующих элементов.
Давление в стакане 9 поддерживают до полного затвердевания отливки, затем через газопровод 19 полость стакана 10 соединяют с атмосферой, отсоединяют его от крышки 15 при помощи захватов 20, перемещают на исходную позицию, извлекают форму с отливкой и процесс повторяют.
Пример 3.
Отливки из высокопрочного чугуна с шаровидным графитом получают в такой же последовательности, как в примере 2, только в плиту 24 помещают магнийсодержащую лигатуру 25, расплав в камере выжимания 1 продувают аргоном, а в стакан 10 при выжимании расплава в форму 9 подают сжатый воздух под давлением 2-5 атм (противодавление), чем обеспечивается предформенное модифицирование чугуна магнием без пироэффекта.
Пример 4.
Отливку из углеродистой стали получают способом ЛВКД в форме по выплавляемым моделям в такой же последовательности, как и в вышеуказанных примерах, только вместо карбамида и магнийсодержащей лигатуры в камеру выжимания вводят нанопорошки в количестве не более 0,1% от веса расплава, например карбонитрид титана, который при выжимании расплава и прохождении через литниковый ход 21, перемешиваясь, равномерно распределяется в объеме отливки, что позволяет получить первичное мелкое зерно и отказаться, в отдельных случаях, от термообработки - нормализации и отжига.
Использование изобретения позволяет расширить технологические возможности литейного производства при получении крупногабаритных тонкостенных отливок с механическими свойствами стали не ниже проката, получать способом ЛВКД качественные отливки в обычных неупрочненных формах по выплавляемым моделям, повысить качество материала отливок при выжимании расплава под газовым противодавлением и кристаллизации под всесторонним газовым давлением, устранить механический и уменьшить химический пригар, получать отливки из высокопрочного чугуна с шаровидным графитом с модифицированием магнийсодержащими лигатурами вне формы без использования автоклавов, получать отливки из сплавов, насыщеных азотом и имеющих, вследствии этого, повышенную износостойкость и коррозионную стойкость, повысить выходного годного за счет снижения толщины пресс-остатка, снизить себестоимость отливок, полученных в формах по выплавляемым моделям, за счет возможности устранения термической операции нормализации или отжига.
Изобретение относится к литейному производству и может быть использовано при изготовлении точных отливок сложной конфигурации. Способ включает заливку дозы расплава в камеру выжимания, выжимание расплава под механическим давлением из камеры в форму. В начальный момент постуления расплава в форму в ней создают газовое противодавление. После заполнения расплавом полости формы при поступлении его в прибыльную часть механическое давление снимают. Газовое давление поддерживают до окончания формирования отливки. Устройство для литья содержит камеру выжимания и литейную форму, размещенную в стакане с крышкой. Стакан выполнен подвижным в горизонтальном направлении и установлен на направляющих, связанных с крышкой. Крышка установлена неподвижно и снабжена захватами для прижатия стакана. Изобретение позволяет устранить механический пригар и коробление отливок, повысить выход годного, высокие механические свойства отливок, упростить процесс заливки расплава в камеру выжимания. 2 н. и 2 з.п. ф-лы, 2 ил.
| СПОСОБ ИЗГОТОВЛЕНИЯ БИМЕТАЛЛИЧЕСКИХ ЗАГОТОВОК | 1991 |
|
RU2009013C1 |

