Изделие относится к области машиностроения и может быть использовано в устройствах, подвергающихся при работе ударным нагрузкам и абразивному износу.
Известны изделия, работающие в условиях ударных нагрузок и высоких удельных давлений, изготовленные из высокомарганцовистой аустенитной стали 110Г13Л (Ю.М.Лахтин. Металловедение и термическая обработка металлов, М., Металлургия, 1969, с.320-321).
Литье характеризуется пористостью, химической неоднородностью металла и крупным первичным зерном, что определяет механические свойства стали, и, соответственно, срок службы изделия.
При абразивном воздействии, которое неизбежно присутствует при работе с кусковыми материалами, изделие из этой стали не обнаруживает повышенной износостойкости и имеет невысокий срок службы.
Из-за специфики работы изделия из высокомарганцовистой аустенитной стали имеют узкую область применения.
Целью изобретения является устранение отмеченных недостатков, а именно:
- увеличение сроков службы износостойких изделий, подвергающихся ударным нагрузкам и абразивному износу;
- расширение области применения высокомарганцовистой аустенитной стали.
Поставленная цель достигается тем, что высокопрочное изделие, выполненное из высокомарганцовистой аустенитной стали путем литья выжиманием с кристаллизацией под давлением, армировано инокуляторами, преимущественно стружкой из высокоуглеродистой стали, нерасплавляющейся при заполнении литейной формы высокомарганцовистой сталью, или пластиной из титанового сплава, имеющей покрытие из электрокорунда, нанесенного в режиме микроплазменного оксидирования. В процессе закалки такого армированного изделия сталь 110Г13Л получает аустенитную структуру, обеспечивающую наклеп поверхности изделия при ударных нагрузках с образованием мартенсита, а армирующие инокуляторы образуют включение цементита, противодействующие абразивному износу.
Для улучшения бронезащитных свойств изделия из высокомарганцовистой аустенитной стали оно армировано пластиной из титанового сплава, снабженной корундовым покрытием, образованным в режиме микроплазменного оксидирования. Электроплавленное покрытие из корунда, выполненное на пластине, позволяет получить биметаллическую армированную отливку сталь-титанового сплава. Титановые сплавы относятся к группе легких сплавов, что определяет вес брони и имеют высокую прочность. Корундовый слой создает эффективное противодействие проникновению движущемуся с высокой скоростью телу. Использование высокомарганцовистой аустенитной стали в броневой защите расширяет область ее применения.
Следующее отличие предлагаемого изделия заключается в том, что при армировании стружкой из высокоуглеродистой стали, оно имеет наружный упрощенный слой мартенсита, образованный предварительно ударной нагрузкой, например взрывом. Такое решение позволяет изначально, еще до использования в работе изделия получить мартенситный слой и уменьшить абразивный износ изделия в начальный период его работы.
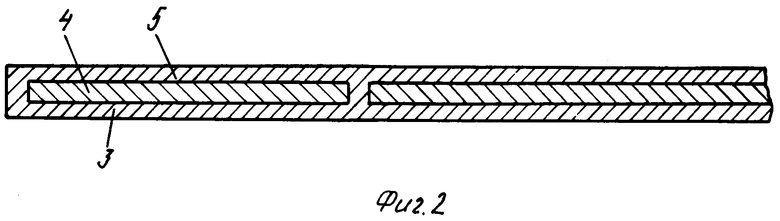
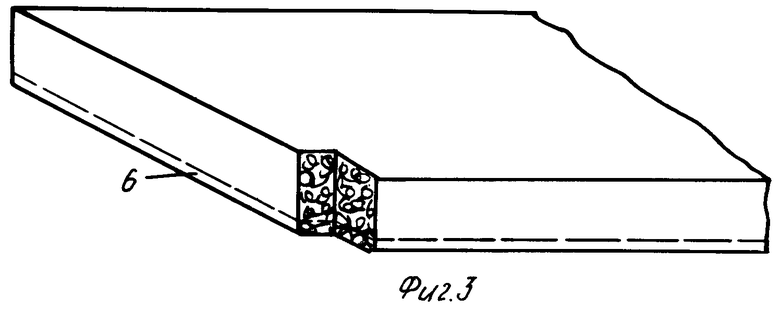
На фиг.1 изображено "било" для размола угля на ТЭЦ, выполненное из стали 110Г13Л, армированное стружкой из высокоуглеродистой стали; на фиг.2 - армированная титаном броня; на фиг.3 - изделие из армированной стали 110Г13Л с упрочненным мартенситным слоем.
Пример 1.
"Било" для размола угля на ТЭЦ (фиг.1) получено способом ЛВКД в литейной форме, предварительно заполненной стружкой из высокоуглеродистой стали (С - 1,5%). Структура металла после закалки аустенит 1 и включение цементита 2 (закаленная стружка), равномерно распределенного в теле отливки.
"Било" обладает комплексом свойств:
- упрочняется от ударных воздействий кусков угля (образуется мартенсит);
- противостоит абразивному износу за счет цементитных включений инокуляторов.
Это обеспечивает повышение сроков службы изделия.
Пример 2.
Броневой лист 3 (фиг.2) толщиной 7 мм отлит способом ЛВКД из стали 110Г13Л и армирован листом 4, выполненным из титанового сплава. Для защиты титана перед заливкой стали на поверхность листа 4 наносится электроплавленное покрытие 5 из корунда толщиной 300 мкм. Наружные слои 3 броневого листа после закалки имеют структуру аустенита. Такая комбинированная броня является надежной защитой для легкового автомобиля.
Пример 3.
Изделие, выполненное из стали 110Г13Л, армированное стружкой из высокоуглеродистой стали (фиг.3), имеет упрочненный слой 6 мартенсита, полученного взрывной нагрузкой. Такое изделие менее подвержено абразивному износу со стороны мартенситного упрочненного слоя.
Использование изобретения позволяет сократить издержки при работе изделий в условиях ударных нагрузок и абразивного износа, расширить область применения высокомарганцовистой аустанитной стали, увеличить срок службы корпусов бронефутерованных плит, дробилок шаровых мельниц, черпаков и козырьков драг, звеньев гусениц, малых конусов загрузочных устройств доменных печей и др.
| название | год | авторы | номер документа |
|---|---|---|---|
| ГАЗОВЫЙ БАЛЛОН ВЫСОКОГО ДАВЛЕНИЯ | 2006 |
|
RU2302582C1 |
| СПОСОБ ПРИГОТОВЛЕНИЯ МЕТАЛЛИЧЕСКИХ РАСПЛАВОВ | 2005 |
|
RU2283873C1 |
| БОЕПРИПАС И СТВОЛ ДЛЯ ЕГО ВЫСТРЕЛА | 2006 |
|
RU2319103C1 |
| ЛИНИЯ ДЛЯ ЛИТЬЯ ВЫЖИМАНИЕМ С КРИСТАЛЛИЗАЦИЕЙ ПОД ДАВЛЕНИЕМ (ЛВКД) | 2005 |
|
RU2305612C2 |
| ОТЛИВКА | 2005 |
|
RU2301132C1 |
| ЛИНИЯ ДЛЯ ПОЛУЧЕНИЯ ОТЛИВОК МЕТОДОМ ЛИТЬЯ ВЫЖИМАНИЕМ С КРИСТАЛЛИЗАЦИЕЙ ПОД ДАВЛЕНИЕМ | 1992 |
|
RU2025206C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОТЛИВОК ИЗ ЧЕРНЫХ И ЦВЕТНЫХ МЕТАЛЛОВ | 1992 |
|
RU2048955C1 |
| КОРРОЗИОННО-СТОЙКИЙ ПРОКАТ | 2007 |
|
RU2349398C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОТЛИВОК ИЗ ЧУГУНА ДОМЕННОЙ ПЛАВКИ | 2005 |
|
RU2300441C1 |
| ДЕТАЛЬ ИЗ ЖЕЛЕЗА И СПЛАВОВ НА ЕГО ОСНОВЕ | 2005 |
|
RU2294409C1 |
Изобретение относится к области машиностроения и может быть использовано в устройствах, подвергающихся при работе ударным нагрузкам и абразивному износу. Высокопрочное изделие, выполненное из высокомарганцовистой аустенитной стали, отлито способом выжимания с кристаллизацией под давлением. Для противодействия абразивному износу оно армировано стружкой высокоуглеродистой стали, которая не расплавляется при заливке высокомарганцовистой стали. Наружный слой изделия имеет упрочненный слой мартенсита, образованного предварительно ударной нагрузкой, например взрывом. В другом исполнении изделие может быть армировано пластиной из титанового сплава. Пластина имеет покрытие из электрокорунда, нанесенного в режиме микроплазменного оксидирования. Обеспечивается увеличение срока службы износостойких изделий, расширение области применения высокомарганцовистой аустенитной стали. 1 з.п. ф-лы, 3 ил.
| ЛАХТИН Ю.М | |||
| Металловедение и термическая обработка металлов | |||
| - М.: Металлургия, 1969, с.320-321 | |||
| RU 2052314 C1, 20.01.1996 | |||
| БАТЫШЕВ А.И | |||
| Кристаллизация металлов и сплавов под давлением | |||
| - М.: Металлургия, 1977, с.146 | |||
| Способ получения отливок | 1984 |
|
SU1217563A1 |
| Способ суспензионного литья стальных заготовок | 1986 |
|
SU1416262A1 |

