Изобретение относится к технике измерений в машиностроении, резинотехнической и других отраслях техники и может быть использовано для контроля диаметров длинных эластичных поверхностей деталей сложной формы, например статоров винтовых гидромашин (забойных двигателей, насосов), имеющих эластичную обкладку.
Эффективность работы винтовых гидромашин в значительной степени зависит от характера сопряжения и величины натяга между эластичной обкладкой статора и металлическим ротором. Для обеспечения нормированного натяга необходимо с высокой точностью контролировать диаметр эластичной обкладки статора по выступам винтовых зубьев на всей ее длине.
Известен способ измерения внутреннего диаметра изделий с эластичным покрытием, реализуемый с помощью устройства (см. пат. РФ 2129697, МПК G 01 В 5/12, бюл. 12, 1999г.), включающий перемещение измерительного элемента цилиндрической формы в отверстии измеряемой детали. В этом способе измерение диаметра основано на изменении силы трения с использованием калиброванной втулки. Диаметр изделия определяют по формуле D=Dk+(L-Lk) x tg α; где Dk - диаметр отверстия калиброванной втулки; L - показание отсчетного устройства при измерении изделия; Lk - показания отсчетного устройства при измерении калиброванной втулки.
Практически данным способом измеряется не среднее по окружности выступов зубьев значение диаметра, а линейное расстояние между вершинами противоположных зубьев обкладки. Определение среднего по длине статора значения диаметра, необходимого для рационального назначения размеров ротора, требует достаточно большого количества измерений, что обуславливает высокую трудоемкость процедуры контроля.
В производственных условиях контроль указанного диаметра осуществляют известным способом при помощи набора цилиндрических калибров (см. Д.Ф. Балденко и др. "Винтовые забойные двигатели", справ. пос. М., ОАО Изд. Недра, 1999. С.338). Калибры отличаются друг от друга по наружному диаметру на 0,1 мм. Способ включает перемещение калибра с натягом относительно эластичной детали. За действительный рабочий размер принимается наибольший диаметр калибра, который проходит через проверяемое сечение с нормированным осевым усилием. Таким образом, важным элементом контроля является величина осевого усилия. Однако на практике эта величина не измеряется. Усилие перемещения калибра оценивается субъективно, эта оценка зависит от квалификации и навыков контролера. Способ-прототип отличается низкой точностью, трудоемкостью, необходимостью иметь большое количество калибров для каждого типоразмера изделия. Кроме того, способ имеет неточность измерений изделий, имеющих увеличенные размеры в средней части по сравнению с размерами на концах, т.е. так называемую бочкообразность, неизбежную из-за неодинаковой усадки эластомера при вулканизации.
Задачей настоящего изобретения является устранение недостатков прототипа и создание способа определения размеров рабочего диаметра эластичных деталей с большей точностью, обеспечивающего снижение трудоемкости проведения измерения, а также позволяющего контролировать отклонения профиля продольного сечения детали.
Поставленная задача решается с помощью признаков, указанных в формуле изобретения, общих с прототипом, таких как, способ определения размеров рабочих диаметров длинных эластичных деталей, включающий перемещение калибра с натягом относительно эластичной детали, и отличительных существенных признаков, таких как измерение детали, производят перемещением с постоянной скоростью одного калибра непрерывно по всей длине, причем усилие перемещения калибра регистрируют динамометрическим устройством, а рабочий диаметр детали определяют по ранее полученному тарировочному графику как усилие сопротивления эластомера перемещению калибра известного размера.
В качестве динамометрического устройства используют серийно выпускаемый датчик - силоизмеритель тензорезистивный, консольный типа 4162 ДСТ (ЗАО Сибтензоприбор, ТУ 25-7721.0080, ГОСТ 28896).
Перемещение калибра с постоянной скоростью по всей длине детали дает возможность определять место расположения локальных дефектов, а также динамику изменений рабочего диаметра обкладки статора по длине.
В динамометрическом устройстве предусмотрено применение средств тензометрии, компьютерной регистрации и обработки результатов измерений, что позволяет снизить трудоемкость контроля с одновременным повышением его эффективности.
Определение размера рабочего диаметра детали по тарировочнуму графику как усилия сопротивления эластомера перемещению калибра известного размера позволяет эффективно подобрать размер сопрягаемого с этим статором ротора, обеспечив заданную величину натяга.
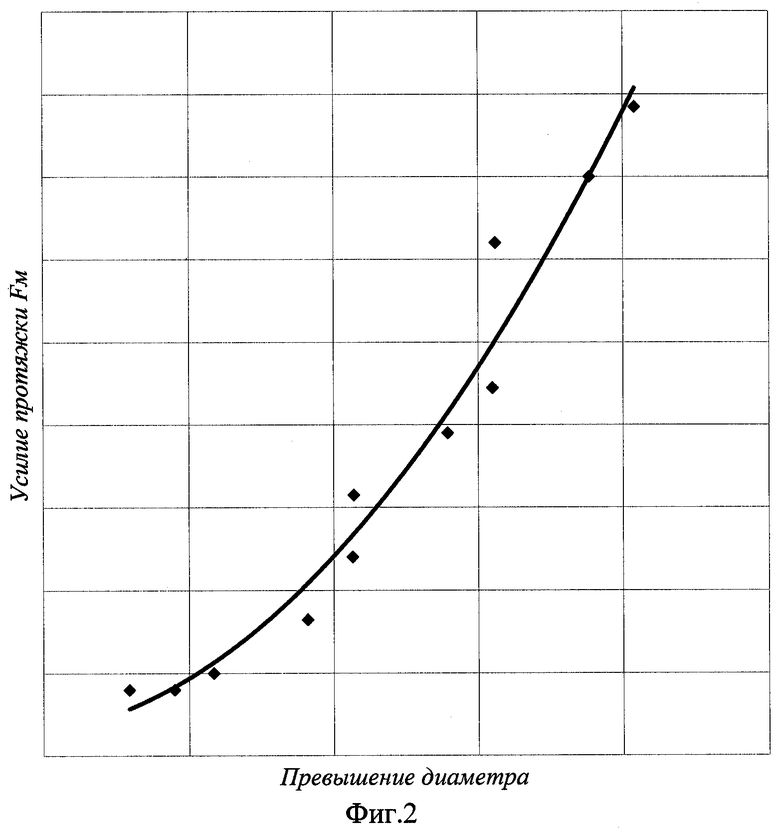
На фиг. 1 представлена схема, реализующая данный способ, на фиг.2 - тарировочная зависимость усилия протяжки от превышения диаметров калибра и статора.
По внутреннему каналу статора 1 при помощи специального привода (не показан) с постоянной скоростью перемещают калибр 2, диаметр которого Dкал заведомо больше диаметра контролируемого канала статора 1. Усилие F перемещения калибра 2 непрерывно регистрируют динамометрическим устройством 3.
Рабочий диаметр Dст статора 1 определяют по тарировочной зависимости вида:
Величина номинального усилия Fн определяется рабочим натягом и представляет собой усилие сопротивления обкладки перемещению калибра, диаметр которого является рабочим диаметром контролируемого статора.
Тарировочная характеристика (1) принята в виде параболической зависимости усилия F от диаметра калибра Dкал на основании результатов экспериментальной апробации способа.
Для нахождения тарировочного коэффициента К используется специальная методика предварительного измерения усилий перемещения нескольких калибров (3-5), диаметры которых отличаются друг от друга Результаты измерений аппроксимируются методом наименьших квадратов зависимостью второго порядка
F=aDкал 2+bDкал+c (2)
Из решения уравнения (2) определяется рабочий диаметр статора как размер калибра, удовлетворяющий условию F=Fн.
Затем данные предварительных измерений подвергают статистическому обобщению, в результате которого находится величина коэффициента К.
Полученная тарировочная зависимость (1) позволяет рассчитать значение Dст в каждом сечении статора по результатам измерения усилия перемещения одного калибра. Информация об изменении рабочего размера по всей длине обкладки дает возможность объективно и точно определять среднеинтегральное значение диаметра статора, а также выявлять возможные локальные дефекты обкладки и фиксировать их расположение.
Ниже приводим пример осуществления предлагаемого способа.
Способ апробирован при контроле размеров серийного статора номинальным диаметром 115 мм (фиг.1). При перемещении относительно статора со скоростью 60 мм/с пяти калибров диаметром от 115,0 до 115,4 мм получена тарировочная зависимость усилия протяжки от превышения диаметров калибра и статора (фиг. 2).
С использованием полученной тарировочной зависимости выполнено измерение диаметров статора в трех фиксированных сечениях по длине. Результаты расчетов рабочих диаметров по данным динамометрии протяжки 3-х разных калибров представлены в таблице.
Результаты измерений убедительно показывают возможность определения рабочего диаметра статора одним калибром с точностью до ±0,025 мм.
| название | год | авторы | номер документа |
|---|---|---|---|
| СТАТОР ВИНТОВОЙ ГЕРОТОРНОЙ ГИДРОМАШИНЫ | 2007 |
|
RU2362880C1 |
| СТАТОР ВИНТОВОЙ ГЕРОТОРНОЙ ГИДРОМАШИНЫ | 2005 |
|
RU2300617C2 |
| СТАТОР ВИНТОВОЙ ГЕРОТОРНОЙ ГИДРОМАШИНЫ | 2007 |
|
RU2361997C1 |
| СТАТОР ВИНТОВОЙ ГЕРОТОРНОЙ ГИДРОМАШИНЫ | 2005 |
|
RU2285823C1 |
| СТАТОР ВИНТОВОЙ ГЕРОТОРНОЙ ГИДРОМАШИНЫ | 2005 |
|
RU2283416C1 |
| СТАТОР ВИНТОВОЙ ГЕРОТОРНОЙ ГИДРОМАШИНЫ | 2005 |
|
RU2373364C2 |
| СТАТОР ВИНТОВОЙ ГЕРОТОРНОЙ ГИДРОМАШИНЫ | 2005 |
|
RU2285822C1 |
| СТАТОР ВИНТОВОЙ ГЕРОТОРНОЙ ГИДРАВЛИЧЕСКОЙ МАШИНЫ | 2006 |
|
RU2315201C1 |
| СПОСОБ ГИДРОСТРУЙНОГО УДАЛЕНИЯ ЭЛАСТОМЕРНЫХ ОБКЛАДОК В СТАТОРАХ ВИНТОВЫХ ГЕРОТОРНЫХ ГИДРОМАШИН | 2007 |
|
RU2352409C2 |
| Электродный блок для электрохимической обработки винтового зубчатого профиля в отверстии трубчатой заготовки | 2021 |
|
RU2774193C1 |

Изобретение относится к технике измерений и может быть использовано для контроля диаметров длинных эластичных поверхностей деталей сложной формы, например статоров винтовых гидромашин, имеющих эластичную обкладку. Способ определения размеров рабочих диаметров длинных эластичных деталей включает перемещение калибра с натягом относительно эластичной детали. Перемещение калибра производят с постоянной скоростью непрерывно по всей длине, причем усилие перемещения калибра регистрируют динамометрическим устройством. Рабочий диаметр детали определяют по ранее полученному тарировочному графику как усилие сопротивления эластомера перемещению калибра известного размера. Технический результат: повышение точности измерений. 2 ил., 1 табл.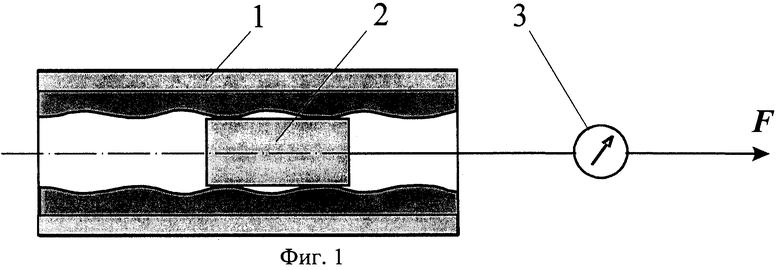
Способ определения размеров рабочих диаметров длинных эластичных деталей, включающий перемещение калибра с натягом относительно эластичной детали, отличающийся тем, что измерение детали производят перемещением с постоянной скоростью одного калибра непрерывно по всей длине, причем усилие перемещения калибра регистрируют динамометрическим устройством, а рабочий диаметр детали определяют по ранее полученному тарировочному графику как усилие сопротивления эластомера перемещению калибра известного размера.
| УСТРОЙСТВО ДЛЯ ИЗМЕРЕНИЯ ВНУТРЕННЕГО ДИАМЕТРА ИЗДЕЛИЙ С ЭЛАСТОМЕРНЫМ ПОКРЫТИЕМ | 1997 |
|
RU2129697C1 |
| US 3474539 A, 28.10.1968 | |||
| US 3978924 A, 07.09.1976 | |||
| ТЕРМОСТАТИЧЕСКАЯ НАСАДКА ДЛЯ ВЕНТИЛЯ ОТОПЛЕНИЯ | 2000 |
|
RU2182998C2 |

