Изобретение относится к способам гидроструйной резки и удаления эластомерных обкладок в статорах винтовых героторных гидромашин и предназначено для многоразовой эксплуатации статоров, выработавших ресурс по обкладкам, а также для повторной заливки резиной статоров при дефектах изготовления.
Известен способ гидроструйной резки (Waterjet cutting), удаления покрытий и отложений, например, с металлической поверхности корпусов или теплообменников, включающий: направление струи воды с достаточным давлением для удаления покрытий и отложений с металлической поверхности, чтобы полностью открыть поверхность металла, указанная струя воды испускается из симметричного устройства с соплами, имеющего центральную ось, ближние и дальние края, и множество отверстий, каждое из указанных отверстий имеет центральную ось, лежащую на линии, наклоненной к центральной оси к указанному устройству (Internet: www.woma.de, Report Chemical Technology).
Недостатком известного способа является неполная возможность его использования, например, для удаления эластомерных обкладок и клея внутри трубчатых статоров винтовых героторных гидромашин из-за отсутствия импульсного отрыва и дробления обкладок из резины (скрепленных при вулканизации резины с клеем) от внутренней поверхности статоров, а также для удаления обкладок с внутренними винтовыми многозаходными зубьями, имеющими 200÷400% разности толщин обкладки, например от толщины 8 мм по впадинам зубьев до толщины 22 мм вдоль выступов зубьев, вследствие различной демпфирующей способности резины вдоль выступов и впадин зубьев при воздействии сверхвысокого давления струи жидкости на поверхность эластомера и поверхность адгезии (клея) между обкладкой и статором.
Известен способ гидроструйной резки, заключающийся в воздействии сверхвысокого давления, например 200÷400 МПа, на рабочую жидкость, например воду в цилиндрической камере, инжектировании струи рабочей жидкости через сопло со скоростью, превышающей скорость звука, создании сверхвысокого давления струи на поверхность обрабатываемого материала, например 400 МПа и более, таким образом, что сила воздействия струи на материал вызывает его механическое разрушение с отрывом микрочастиц (US 7121918, oct.17, 2006).
Недостатком известного способа является неполная возможность его использования, например, для удаления эластомерных обкладок и клея из трубчатых статоров винтовых героторных гидромашин из-за отсутствия импульсного отрыва и дробления обкладок из резины (скрепленных при вулканизации резины с клеем) от внутренней поверхности трубчатых статоров, а также для удаления обкладок с внутренними винтовыми многозаходными зубьями, имеющими 200÷400% разности толщин обкладки, например от толщины 8 мм по впадинам зубьев до толщины 22 мм вдоль выступов зубьев, вследствие различной демпфирующей способности резины вдоль выступов и впадин зубьев при воздействии сверхвысокого давления струи жидкости на поверхность эластомера и поверхность адгезии (клея) между обкладкой и статором.
Известен способ удаления покрытий с металлической поверхности корпусов судов, включающий:
- направление струи воды с достаточным давлением для удаления покрытий с металлической поверхности корпусов судов, чтобы полностью открыть поверхность металла, указанная струя воды инжектируется из симметричного устройства с соплами, имеющего центральную ось, ближние и дальние края, и множество отверстий, каждое из указанных отверстий имеет центральную ось, лежащую на линии, наклоненной к центральной оси к указанному устройству;
- направление потока воздуха на корпус судна для обдувания корпуса судна для удаления покрытия и воды, при этом содержание хлоридов указанного корпуса меньше 10 микрограмм на квадратный сантиметр и корпус имеет адгезию к краске более 700 фунтов на квадратный дюйм (US 5849099, Dec.15, 1998)
Недостатком известного способа является неполная возможность его использования, например, для удаления эластомерных обкладок и клея из трубчатых статоров винтовых героторных гидромашин из-за отсутствия импульсного отрыва и дробления обкладок из резины (скрепленных при вулканизации резины с клеем) от внутренней поверхности трубчатых статоров, а также для удаления обкладок с внутренними винтовыми многозаходными зубьями, имеющими 200÷400% разности толщин обкладки, например от толщины 8 мм по впадинам зубьев до толщины 22 мм вдоль выступов зубьев, вследствие различной демпфирующей способности резины вдоль выступов и впадин зубьев при воздействии сверхвысокого давления струи жидкости на поверхность эластомера и поверхность адгезии (клея) между обкладкой и статором.
Наиболее близким к заявляемому является способ чистки для удаления клейких, пробкоподобных остатков вязкоэластичных материалов из отверстий, имеющих глубину, большую, чем внутренний диаметр, где вязкоэластичный материал удаляется в одном направлении, при этом существенным образом сохраняя форму пробки, указанный способ состоит из следующих стадий:
- ускорение струи жидкости путем приложения высокого давления от 150 до 190 бар до скорости V, с которой капли струи жидкости ударяют по остаткам вязкоэластичного материала, при этом V>С, где С - скорость звука в остатках вязкоэластичного материала;
- вытеснение остатков вязкоэластичных материалов указанной струей воды, где остатки вязкоэластичных материалов имеют плотность Рк и указанная струя жидкости имеет плотность Pf такую, что Рк>Pf, и далее включает стадию подбора скорости струи таким образом, что V≥(Рк/Pf)·С (US 5366562, nov.22, 1994).
Сущность известного способа состоит в воздействии на вязкоэластичный материал турбулентной струей воды, обладающей скоростью, равной или превышающей скорость звука в вязкоэластичном материале. Турбулентный характер струи означает, что струя разбита на отдельные микроскопические капли, каждая из которых бомбардирует поверхность вязкоэластичного материала. Поскольку капли имеют сверхзвуковую скорость по отношению к резине, при гидродинамическом ударе резина ведет себя подобно хрупкому телу и разрушается.
Недостатком известного способа является сложность однозначного (корректного) определения скорости звука в эластомере, поскольку скорость звука в эластомере зависит от его частоты, а это затрудняет определение необходимых параметров струи, при этом эффективность гидродинамического удара определятся, в основном, степенью турбулентности струи (Тугов И.И., Костыркина Г.И. Химия и физика полимеров: Учеб. пособие для вузов. - М.: Химия, 1989, с.330-334).
Недостатком известного способа является неполная возможность его использования, например, для удаления эластомерных обкладок и клея из трубчатых статоров винтовых героторных гидромашин из-за отсутствия отрыва и дробления обкладок из резины (скрепленных при вулканизации резины с клеем) от внутренней поверхности трубчатых статоров, а также для удаления обкладок с внутренними винтовыми многозаходными зубьями, имеющими 200÷400% разности толщин обкладки, например от толщины 8 мм по впадинам зубьев до толщины 22 мм вдоль выступов зубьев, вследствие различной демпфирующей способности резины вдоль выступов и впадин зубьев при локальном воздействии сверхвысокого давления струи жидкости на поверхность эластомера и поверхность адгезии (клея) между обкладкой и статором.
Ресурс гидравлических винтовых забойных двигателей и винтовых героторных насосов определяется пределом прочности и усталостной выносливости эластомерных обкладок из резины ИРП-1226-5 (RU) или Ultra-Flex 114 (US) на основе бутадиен-нитрильных каучуков, а также пределом адгезионной прочности крепления эластомера с внутренней поверхностью статора.
Необходимость повторной заливки резиной статоров при дефектах изготовления, а также многоразового (ремонтного) использования статоров, выработавших в эксплуатации ресурс по обкладкам, в героторных винтовых двигателях для бурения нефтяных и газовых скважин обеспечивает экономические преимущества для всего диапазона используемых в России героторных винтовых гидравлических двигателей, например двигателя Д-55 с диаметром корпуса 55 мм, а также двигателя Д-240 с диаметром 240 мм, при этом диапазон момента силы на выходном валу, в режиме максимальной мощности, составляет от 0,2…0,34 до 10…14 кН·м (Строительство нефтяных и газовых скважин на суше и на море, 9/2003, с.8).
Техническим результатом настоящего изобретения является расширение возможности использования известного способа, например, для удаления эластомерных обкладок из трубчатых статоров винтовых героторных гидромашин за счет создания эффекта отрыва и дробления микрочастиц эластомера и клея локальным импульсным воздействием в зонах сверхвысокого давления струи жидкости на поверхность эластомера и поверхность адгезии между обкладкой и статором путем задания определенной скорости инжектирования струи рабочей жидкости в зависимости от условной прочности эластомера, предела прочности материала статора, плотности рабочей жидкости, определенного расстояния от среза сопла до места воздействия струи, а также за счет изменения угла между направлением струи рабочей жидкости и поверхностью винтовых зубьев обкладки на каждом винтовом зубе.
Этот технический результат достигается тем, что в способе гидроструйного удаления эластомерных обкладок в статорах винтовых героторных гидромашин, включающем воздействие сверхвысокого давления, например 100÷500 МПа, на рабочую жидкость, например воду, в замкнутой камере, инжектирование, по меньшей мере, одной струи рабочей жидкости через сопло со скоростью, превышающей скорость звука в эластомерном материале, создание сверхвысокого давления струи на поверхность эластомера, согласно изобретению скорость ν инжектирования струи рабочей жидкости через сопло задают соотношением 
где σэ - условная прочность эластомера, например резины, σк - предел прочности материала статора, ρ - плотность рабочей жидкости, при этом срез сопла от поверхности эластомерной обкладки располагают на определенном радиальном расстоянии, не превышающем высоты винтовых зубьев эластомерной обкладки, а угол между направлением струи рабочей жидкости и поверхностью винтовых зубьев обкладки изменяют на каждом винтовом зубе в пределах 10°÷90°.
В качестве рабочей жидкости используют водный раствор, плотность ρ которого задают соотношением ρ=Кρэ, где ρэ - плотность эластомера, К выбирают из диапазона 0,5÷2,0, а динамическая вязкость водного раствора не превышает 0,01 Н·сек·м-2.
Струи рабочей жидкости инжектируют сопловым модулем, число струй рабочей жидкости устанавливают равным числу зубьев эластомерной обкладки, а диаметр каждого сопла задают в пределах 0,05÷1,05 мм.
Выходной торец, по меньшей мере, одного сопла в сопловом модуле прижимают к поверхности эластомерной обкладки, а срез сопла располагают на определенном радиальном расстоянии, не превышающем минимальной толщины обкладки.
Использование способа гидроструйного удаления эластомерных обкладок таким образом, что скорость ν инжектирования струи рабочей жидкости через сопло задают соотношением 
где σэ - условная прочность эластомера, например, резины, σк - предел прочности материала статора, ρ - плотность рабочей жидкости, при этом срез сопла от поверхности эластомерной обкладки располагают на определенном радиальном расстоянии, не превышающем высоты винтовых зубьев эластомерной обкладки, а угол между направлением струи рабочей жидкости и поверхностью винтовых зубьев обкладки изменяют на каждом винтовом зубе в пределах 10°÷90°, обеспечивает экономические преимущества и эффективность удаления эластомерных обкладок из трубчатых статоров винтовых героторных гидромашин за счет создания эффекта отрыва и дробления микрочастиц эластомера и клея локальным импульсным воздействием в зонах сверхвысокого давления струи жидкости на поверхность эластомера и поверхность адгезии между обкладкой и статором
В основе эффекта отрыва и дробления обкладок из резины (скрепленных при вулканизации резины с клеем) на внутренней поверхности трубчатых статоров винтовых героторных гидромашин предполагается тот факт, что струя жидкости помимо гидродинамического воздействия обладает и гидростатическим воздействием. Если давление струи воды на эластомер превысит его прочность, то он будет разрушаться вне зависимости от того, в каком состоянии находится хрупком и вязкоэластичном, при этом гидростатическое давление не зависит от степени турбулентности струи.
Нижний предел скорости струи представляет собой скорость, при которой давление струи равно прочности эластомера. При меньших скоростях струи разрушение возможно лишь по причине гидродинамического удара, оказываемого каплями жидкости.
Верхний предел скорости определяется прочностью материала статора и определяет скорость струи жидкости, при которой возможно разрушение корпуса статора. Эффективное удаление обкладки из эластомера, в результате которого может быть получен остов статора, пригодный для последующей заливки, возможно, по существу, в определенном диапазоне скоростей струи жидкости.
Эффективное удаление эластомера возможно при определенном расстоянии от среза сопла до поверхности эластомера, поскольку жидкость по мере движения теряет свою кинетическую энергию вследствие взаимодействия с воздухом и со стенками реза. Поэтому минимальной кинетической энергией струя жидкости обладает у поверхности адгезии между обкладкой и статором.
Для эффективного удаления эластомерной обкладки эта энергия должна быть достаточна для отрыва эластомера от статора. На величину кинетической энергии струи, достаточной для отрыва эластомерной обкладки, влияет кривизна поверхности статора, которая в общем случае определяется диаметром окружности по выступам радиально направленных внутрь эластомерных зубьев обкладки.
Поэтому в описываемом способе срез сопла от поверхности эластомерной обкладки располагают на определенном радиальном расстоянии, не превышающем высоты винтовых зубьев эластомерной обкладки, а угол между направлением струи рабочей жидкости и поверхностью винтовых зубьев обкладки изменяют на каждом винтовом зубе в пределах 10÷90°.
В качестве рабочей жидкости наиболее эффективно применение водного раствора, который может содержать добавки, повышающие или понижающие его плотность, ингибиторы коррозии, химические реагенты, разрушающие слой адгезии. Увеличение плотности рабочей жидкости способствует повышению кинетической энергии струи, однако использование слишком плотных растворов и слишком легких растворов приводит к закупориванию статора отрезанными кусками эластомера.
Поэтому в качестве рабочей жидкости используют водный раствор, плотность ρ которого задают соотношением ρ=Kρэ, где ρэ - плотность эластомера, К выбирают из диапазона 0,5÷2,0, а динамическая вязкость водного раствора не превышает 0,01 Н·сек·м-2.
Увеличение вязкости жидкости облегчает унос из статора кусков эластомера, однако при этом значительно повышает гидравлическое сопротивление всей системы. Лучшие результаты достигаются при использовании рабочей жидкости, динамическая вязкость водного раствора в которых не превышает 0,01 Н·сек·м-2.
Для предлагаемого способа определенное значение имеет диаметр сопла, который определяет диаметр струи. При диаметре сопла меньше 0.3 мм струя быстро теряет энергию в эластомерной обкладке и не удается достичь требуемой глубины реза. Напротив, увеличение диаметра сопла более чем до 1 мм снижает энергетическую эффективность резки, вследствие многократного роста расхода жидкости.
Наибольшая эффективность достигается при инжекции струй рабочей жидкости сопловым модулем, при числе струй рабочей жидкости в сопловом модуле, равном числу зубьев эластомерной обкладки, а также при диаметре каждого сопла для инжекции струй в пределах 0,05÷1,05 мм, при этом выходной торец, по меньшей мере, одного сопла в сопловом модуле прижимают к поверхности эластомерной обкладки, а срез сопла располагают на определенном радиальном расстоянии, не превышающем минимальной толщины обкладки.
Ниже представлены варианты осуществления способа гидроструйного удаления эластомерных обкладок в статорах гидравлических героторных винтовых двигателей для бурения нефтяных и газовых скважин.
На фиг.1 изображена установка для гидроструйного удаления эластомерных обкладок в статорах винтовых героторных гидромашин.
На фиг.2 изображена схема расположения двух типов сопловых модулей для инжектирования струй рабочей жидкости внутри статора с винтовыми зубьями и эластомерной обкладкой одинаковой толщины (типа Even wall).
На фиг.3 изображен разрез А-А на фиг.1: вариант 1 расположения винтового соплового модуля в статоре с винтовыми зубьями и эластомерной обкладкой одинаковой толщины (типа Even wall).
На фиг.4 изображен статор с винтовыми зубьями и эластомерной обкладкой одинаковой толщины (типа Even wall).
На фиг.5 изображен статор с цилиндрической расточкой и эластомерной обкладкой, имеющей 200÷400% разности толщин обкладки.
На фиг.6 изображен разрез А-А на фиг.1: вариант 2 расположения винтового соплового модуля в статоре с цилиндрической расточкой и эластомерной обкладкой, имеющей 200÷400% разности толщин обкладки.
В приведенном ниже описании детали и сборочные модули приведены для обеспечения понимания настоящего изобретения. Специалистам в данной области техники понятно, что настоящее изобретение может быть реализовано на практике без части этих деталей и модулей и что могут быть возможными многочисленные варианты или модификации описанных вариантов осуществления.
Способ гидроструйного удаления эластомерных обкладок в статорах винтовых героторных гидромашин может быть осуществлен в установке для гидроструйного удаления эластомерных обкладок, которая включает основные модули: плунжерный насос сверхвысокого давления 1, например 200÷500 МПа, блок регуляторов давления 2, баки 3, 4, 5 с рабочей жидкостью 6, например 30% раствором ортофосфорной кислоты Н3PO4 с плотностью 1181 кг/м3, трубопроводы 7, 8, 9, раму 10 с приводами 11, 12, 13 перемещений блока форсунок 14, 15, устройствами 16, 17 крепления статоров типа 18 с внутренними винтовыми металлическими зубьями и эластомерной обкладкой 19 одинаковой толщины (типа Even wall) или статоров типа 20 с цилиндрической расточкой и эластомерной обкладкой 21, имеющей
200÷400% разности толщин обкладки, показано на фиг.1, 2, 4, 5.
Кроме того, на фиг.1 показано: поз.22 - бак дренажа; поз.23 - контейнер для эластомера; поз.24 - уровень эластомера в контейнере 23; поз.25 - трубопровод дренажа.
На фиг.2, 3, 4, 5, 6 изображены схемы расположения двух типов сопловых модулей: винтового модуля 14 и поршневого модуля 15 для инжектирования струй рабочей жидкости 6 через сопла 26, 27, 28, 29 внутри статора 18 с винтовыми зубьями и эластомерной обкладкой 19 одинаковой толщины (типа Even wall).
Кроме того, на фиг.2, 3, 6 обозначено: поз.30 - центральная продольная ось эластомерной обкладки 19, закрепленной в статоре 18; поз.31 - центральная продольная ось винтового модуля 14; поз.32 - величина эксцентриситета винтового модуля 14, установленного в эластомерной обкладке 19 статора 18; поз.33 - винтовые многозаходные зубья винтового модуля 14; число зубьев 33 винтового модуля 14 на единицу меньше числа зубьев эластомерной обкладки 19, закрепленной в статоре 18, а также на единицу меньше числа зубьев эластомерной обкладки 21, закрепленной в статоре 20.
Сопла 26, 27, закрепленные в винтовом модуле 14 и сопла 28, 29, закрепленные в поршневом модуле 15 для инжектирования струй рабочей жидкости 6, содержат калиброванные пластины, оснащенные поликристаллическими алмазами, например АРС3 (RU) зернистостью 800/1600 мкм, образующими пленочный композит или поликристаллическими алмазами PDC (Polycrystalline Diamond Compakt) (US), диаметр каждого сопла равен 0,55 мм, при этом поз.34 - центральные каналы для подачи рабочей жидкости 6; поз.35 - радиальные каналы для подачи рабочей жидкости 6 к форсункам 26, 27, 28, 29, показано на фиг.3, 6.
Кроме того, на фиг.3, 6 показано: поз.36 - расстояние от среза сопла 26 (27) соплового модуля 14, а также от среза сопла 28 (29) соплового модуля 15 до поверхности эластомерной обкладки 19, 21, определяемое кинематикой планетарного вращения винтового модуля 14 относительно винтовых зубьев эластомерной обкладки 19, 21; поз.37 - максимальная толщина обкладки 21; поз.38 - минимальная толщина обкладки 21.
Способ гидроструйного удаления эластомерных обкладок в статорах винтовых героторных гидромашин осуществляют следующим образом.
Рассчитывают скорость ν инжектирования струй рабочей жидкости через сопла согласно соотношению: 
где σэ - условная прочность эластомера, например резины, σк - предел прочности материала статора, ρ - плотность рабочей жидкости.
Условная прочность резины, например ИРП-1226, составляет 16÷22 МПа, определятся по ГОСТ 270-75 (СТ СЭВ 2594-80), твердость обкладки с внутренними винтовыми зубьями, выполненной из резины (новой и прошедшей цикл ресурса) составляет 65…85 ед. Шор А.
Прочностные и пластические показатели материалов статоров из хромоникелевых сплавов: предел прочности σв≥950 МПа, предел текучести σ0,2≥850 МПа, относительное удлинение δ≥10% (вместо 2% после стандартной термообработки), относительное сужение площади поперечного сечения ψ≥15%.
Рабочая жидкость: 20% раствор кальцинированной соды Na2СО3 с плотностью 1209 кг/м3 или 30% раствор ортофосфорной кислоты Н3PO4 с плотностью 1181 кг/м3.
Подставляют исходные данные и получают скорость ν инжектирования струи рабочей жидкости через сопло в пределах 1150÷1280 м/с.
Рассчитывают пределы давления рабочей жидкости и образование эффекта отрыва и дробления микрочастиц эластомера и клея локальным импульсным воздействием в зонах сверхвысокого давления струи жидкости на поверхность эластомера и поверхность адгезии между обкладкой и статором в зависимости от условной прочности эластомера, предела прочности материала статора, плотности рабочей жидкости, определенного расстояния от среза сопла до места воздействия струи, а также за счет определенного угла между направлением каждой струи и поверхностью винтовых зубьев эластомерной обкладки следующим образом.
При внезапном столкновении струи рабочей жидкости с эластомером поверхность эластомера испытывает на себе действие гидродинамического удара.
В момент столкновения струи рабочей жидкости с эластомером в струе в направлении, противоположном ее движению, начинает распространяться волна торможения. Волна торможения в струе движется со скоростью звука в воде, которая равна с=1,5·103 см/сек. Согласно закону Ньютона сила F есть произведение массы m на ускорение а, которое является отношением изменения скорости Δν к времени τ, в течение которого оно произошло, по существу, в виде формулы: Fτ=mΔν.
Масса струи, заторможенная за время τ, равна m=cτsρ, где s - сечение струи, а ρ - плотность жидкости. Так как изменение скорости остановленной струи равно скорости ее движения, то закон Ньютона можно уточнить в форме, определяющей давление Р=F/s, которое необходимо обеспечивать для определенной скорости струи: Р=ρνc.
Полученная формула не содержит длины и сечения струи, и ею можно пользоваться применительно к отдельной микроскопической капле струи.
В полученной формуле ρ и с известны, а величину ν следует определить. Когда скорость капли мала, близка к нулю, гидродинамического удара в полной мере не произойдет. Капля расплющится, растечется по поверхности, не ударив ее.
Можно оценить наименьшую скорость, при которой произойдет удар. Для этого необходимо, чтобы за время удара капля не успела расплющиться. Чтобы капля в момент падения на камень вела себя подобно твердому телу (шарику), необходимо, чтобы время ее расплющивания τp было больше времени, в течение которого происходит удар τу:τр>τу. Время τр близко к времени, в течение которого совершается одно колебание свободно летящей капли или воздушного пузырька, всплывающего в воде: τp~Rη/σ, где σ - коэффициент поверхностного натяжения воды, η - вязкость воды. Время τу можно оценить как отношение радиуса капли к скорости ее полета в момент падения на поверхность камня: τу~R/ν. За это время верхняя точка капли может долететь до эластомера после того, как нижняя точка его уже коснулась. Из условия τp~τу можно оценить величину скорости капель, при которой они смогут образовывать эффект отрыва и дробления микрочастиц эластомера. Эта скорость должна удовлетворять условию ν~σ/η.
При такой скорости давление, возникающее в момент удара, будет Р=ρсσ/η. Подставляя цифры, получают: Р=730±10 МПа.
Создают сверхвысокое давление Р=730±10 МПа рабочей жидкости 6, например 30% раствора ортофосфорной кислоты Н3PO4 с плотностью 1181 кг/м3, плунжерным насосом сверхвысокого давления 1 и блоком регуляторов давления 2, производят инжектирование струй рабочей жидкости 6 через сопла 26, 27 или через сопла 28, 29 со скоростью, превышающей скорость звука в эластомерном материале 19, 21, и образуют сверхвысокое давление струй на поверхность эластомера 19, 21.
При этом расстояние 36 от среза сопла 26 (27) соплового модуля 14, а также расстояние 36 от среза сопла 28 (29) соплового модуля 14 до поверхности эластомерной обкладки 19, 21, а также угол между направлением струи рабочей жидкости и поверхностью винтовых зубьев обкладки 19, 21 изменяют на каждом винтовом зубе в пределах 10÷90°, что определяется кинематикой планетарного вращения винтового модуля 14 относительно винтовых зубьев эластомерной обкладки 19, 21.
Выходной торец, по меньшей мере, одного сопла 26 (27) в сопловом модуле 14 прижимают к поверхности радиально направленных внутрь зубьев эластомерной обкладки 19, 21, а срез сопла располагают на определенном радиальном расстоянии 36, не превышающем минимальной толщины 38 обкладки 21, что также определяется кинематикой планетарного вращения винтового модуля 14 относительно винтовых зубьев эластомерной обкладки 19, 21.
Изобретение обеспечивает экономические преимущества для удаления эластомерных обкладок в статорах винтовых героторных гидромашин за счет создания эффекта отрыва и дробления микрочастиц эластомера и клея локальным импульсным воздействием в зонах сверхвысокого давления струи жидкости на поверхность эластомера и поверхность адгезии между обкладкой и статором путем задания определенной скорости инжектирования струи рабочей жидкости в зависимости от условной прочности эластомера, предела прочности материала статора, плотности рабочей жидкости, определенного расстояния от среза сопла до места воздействия струи, а также за счет изменения угла между направлением струи рабочей жидкости и поверхностью винтовых зубьев обкладки на каждом винтовом зубе.
| название | год | авторы | номер документа |
|---|---|---|---|
| СТАТОР ВИНТОВОЙ ГЕРОТОРНОЙ ГИДРОМАШИНЫ | 2007 |
|
RU2362880C1 |
| СТАТОР ВИНТОВОЙ ГЕРОТОРНОЙ ГИДРОМАШИНЫ | 2007 |
|
RU2361997C1 |
| ПРЕСС-ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ЭЛАСТОМЕРНОЙ ОБКЛАДКИ СТАТОРА ВИНТОВОЙ ГЕРОТОРНОЙ ГИДРОМАШИНЫ | 2007 |
|
RU2367568C2 |
| СТАТОР ВИНТОВОЙ ГЕРОТОРНОЙ ГИДРОМАШИНЫ | 2005 |
|
RU2285822C1 |
| СТАТОР ВИНТОВОЙ ГЕРОТОРНОЙ ГИДРОМАШИНЫ | 2005 |
|
RU2373364C2 |
| СТАТОР ВИНТОВОЙ ГЕРОТОРНОЙ ГИДРОМАШИНЫ | 2005 |
|
RU2300617C2 |
| ПРЕСС-ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ЭЛАСТОМЕРНОЙ ОБКЛАДКИ СТАТОРА ВИНТОВОЙ ГЕРОТОРНОЙ ГИДРОМАШИНЫ | 2005 |
|
RU2291777C1 |
| ВИНТОВОЙ ГЕРОТОРНЫЙ ГИДРАВЛИЧЕСКИЙ НАСОС | 2008 |
|
RU2387877C1 |
| СТАТОР ВИНТОВОЙ ГЕРОТОРНОЙ ГИДРОМАШИНЫ | 2017 |
|
RU2652724C1 |
| СТАТОР ВИНТОВОЙ ГЕРОТОРНОЙ ГИДРОМАШИНЫ | 2005 |
|
RU2285823C1 |
Изобретение относится к гидроструйной резке и удалению эластомерных обкладок в статорах винтовых героторных гидромашин и предназначено для многоразовой эксплуатации статоров, выработавших ресурс по обкладкам, а также для повторной заливки резиной статоров при дефектах изготовления. Способ включает воздействие сверхвысокого давления, например 100-500 МПа, на рабочую жидкость, например воду, в замкнутой камере, инжектирование, по меньшей мере, одной струи рабочей жидкости через сопло со скоростью, превышающей скорость звука в эластомерном материале, создание сверхвысокого давления струи на поверхность эластомера. Скорость ν инжектирования струи задают соотношением 
где σэ - условная прочность эластомера, например, резины, σк - предел прочности материала статора, ρ - плотность рабочей жидкости, при этом срез сопла от поверхности эластомерной обкладки располагают на определенном радиальном расстоянии, не превышающем высоты винтовых зубьев эластомерной обкладки, а угол между направлением струи рабочей жидкости и поверхностью винтовых зубьев обкладки изменяют на каждом винтовом зубе в пределах 10÷90°. Изобретение обеспечивает повышение эффективности очистки. 3 з.п. ф-лы, 6 ил.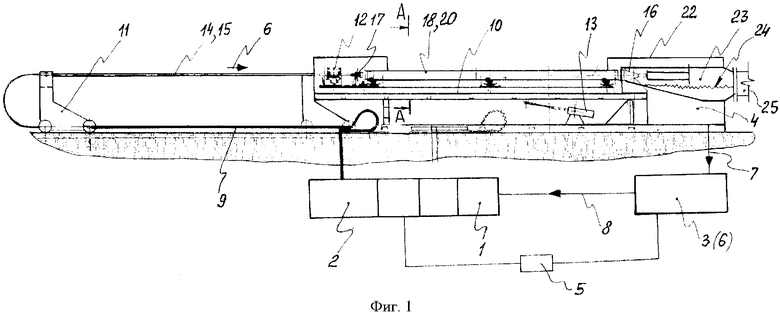
1. Способ гидроструйного удаления эластомерных обкладок в статорах винтовых героторных гидромашин, включающий воздействие сверхвысокого давления, например, 100÷500 МПа, на рабочую жидкость, например, воду в замкнутой камере, инжектирование, по меньшей мере, одной струи рабочей жидкости через сопло со скоростью, превышающей скорость звука в эластомерном материале, создание сверхвысокого давления струи на поверхность эластомера, отличающийся тем, что скорость ν инжектирования струи рабочей жидкости через сопло задают соотношением 
где σэ - условная прочность эластомера, например, резины, σк - предел прочности материала статора, ρ - плотность рабочей жидкости, при этом срез сопла от поверхности эластомерной обкладки располагают на определенном радиальном расстоянии, не превышающем высоты винтовых зубьев эластомерной обкладки, а угол между направлением струи рабочей жидкости и поверхностью винтовых зубьев обкладки изменяют на каждом винтовом зубе в пределах 10°÷90°.
2. Способ гидроструйного удаления эластомерных обкладок по п.1, отличающийся тем, что в качестве рабочей жидкости используют водный раствор, плотность ρ которого задают соотношением ρ=Kρэ, где ρэ - плотность эластомера, K выбирают из диапазона 0,5÷2,0, а динамическая вязкость водного раствора не превышает 0,01 н·с·м-2.
3. Способ по п.1, отличающийся тем, что струи рабочей жидкости инжектируют сопловым модулем, число струй рабочей жидкости устанавливают равным числу зубьев эластомерной обкладки, а диаметр каждого сопла задают в пределах 0,05÷1,05 мм.
4. Способ по п.1, отличающийся тем, что выходной торец, по меньшей мере, одного сопла в сопловом модуле прижимают к поверхности эластомерной обкладки, а срез сопла располагают на определенном радиальном расстоянии, не превышающем минимальной толщины обкладки.
| УСТРОЙСТВО ДЛЯ ВОДОСТРУЙНОЙ ОБРАБОТКИ МАТЕРИАЛОВ | 1993 |
|
RU2112609C1 |
| US 5366562 А, 22.11.1994 | |||
| Способ очистки каналов деталей | 1990 |
|
SU1818157A1 |

