Изобретение относится к пьезозлектронике и может быть использовано для изготовления высокочастотных резонаторов и монолитных фильтров.
Известны способы изготовления кварцевых резонаторов и монолитных фильтров БТ-среза, включающие распиловку кристалла кварца на плоские заготовки с ориентацией под углом 0o00'±30' к оси X и -49o±30' к оси Z, механическую шлифовку или полировку заготовок, нанесение электродов и монтаж пьезоэлементов в держатель [1]. Способы позволяют изготавливать резонаторы с хорошей добротностью до частоты 50 МГц, при толщине кристаллического элемента (КЭ) 50 мкм. Серийное производство БТ-резонаторов на более высокие частоты не производительно из-за ограниченных возможностей механической обработки тонких КЭ.
Известны способы изготовления кварцевых резонаторов АТ-среза [2], включающие распиловку кварца на плоские заготовки с ориентацией +35o±30' к оси Z, механическую шлифовку, формирование КЭ в форме обратной мезаструктуры химическим травлением, нанесение электродов и монтаж в держатель. Такие способы используются в серийном производстве высокочастотных резонаторов до 100 МГц и для экспериментальных изделий на частоты 400 МГц и более. При этом химическим полирующим травлением получают кварцевые мембраны с толщиной в рабочей области 4-17 мкм. Резонаторы БТ-среза с высокой добротностью на указанные частоты таким способом получить не удается - отсутствуют подходящие методы и растворы химического полирования мембран БТ-кварца.
Ближайшим аналогом является способ получения акустического устройства на основе искусственно сдвойникованных пластин кварца [3, 4]. Способ включает распиловку кварца на плоские заготовки с ориентацией +35o15' к оси Z, механическую обработку КЭ, нанесение пленок Cr, NiCr или Ni на участки КЭ, прилежащие к электродной области, термическую инверсию кристаллической структуры кварца к углу -35o15' на участках под пленками при 550-560oC, нанесение электродов и монтаж.
Способ позволяет изготовить резонаторы АТ-среза с улучшенной температурно-частотной характеристикой. Однако, он не пригоден для производства резонаторов БТ-среза с частотами выше 50 МГц, т.к. не обеспечивает высокого качества обработки рабочих поверхностей КЭ и полную контролируемую инверсию кварцевой пластины. Кроме того, технология изготовления усложняется операциями нанесения и снятия металлизации для проведения термической инверсии.
Задачей предлагаемого технического решения является расширение области использования технологии изготовления БТ-резонаторов до высокочастотного и сверхвысокочастотного диапазона в серийном производстве с одновременным упрощением технологии.
Поставленная задача решается тем, что в способе изготовления кварцевых резонаторов БТ-среза, включающем распиловку кристалла кварца на плоские заготовки, механическую шлифовку заготовок, формирование кристаллических элементов преимущественно в форме обратной мезаструктуры глубоким химическим травлением, нанесение электродов и монтаж, плоскую заготовку при распиловке кристалла кварца ориентируют под углом 0o00'±30' к оси X и +49o±30' к оси Z, формируют КЭ с шероховатостью поверхности не более 5 • 10-8 м химическим травлением и осуществляют инверсию структуры КЭ к углу -49o±30' к оси Z путем термической обработки при температуре α-β-α- фазового перехода (846 К).
На фиг. 1 показана гистограмма инверсии тонких пластин со срезом +49o от температуры.
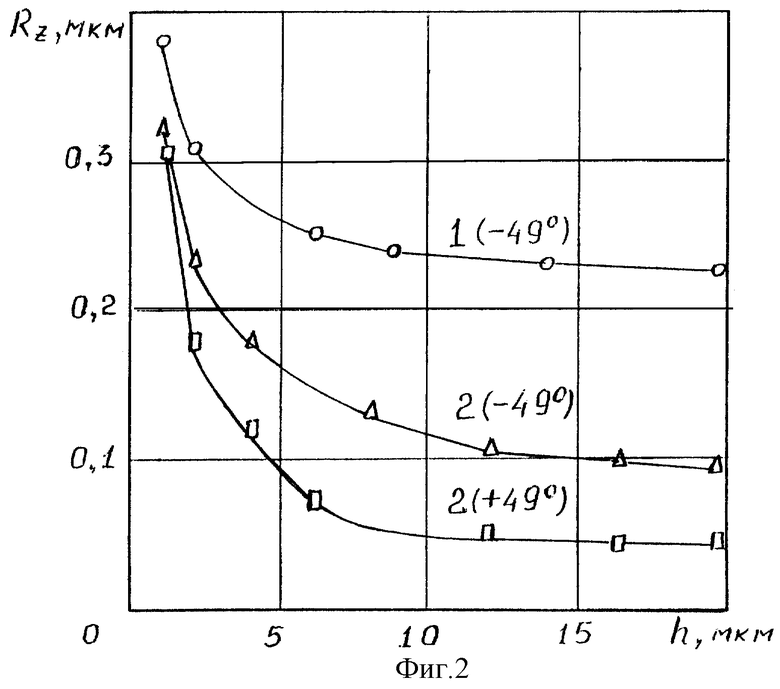
На фиг. 2 представлена зависимость шероховатости поверхности Rz кварцевых пластин от глубины травления.
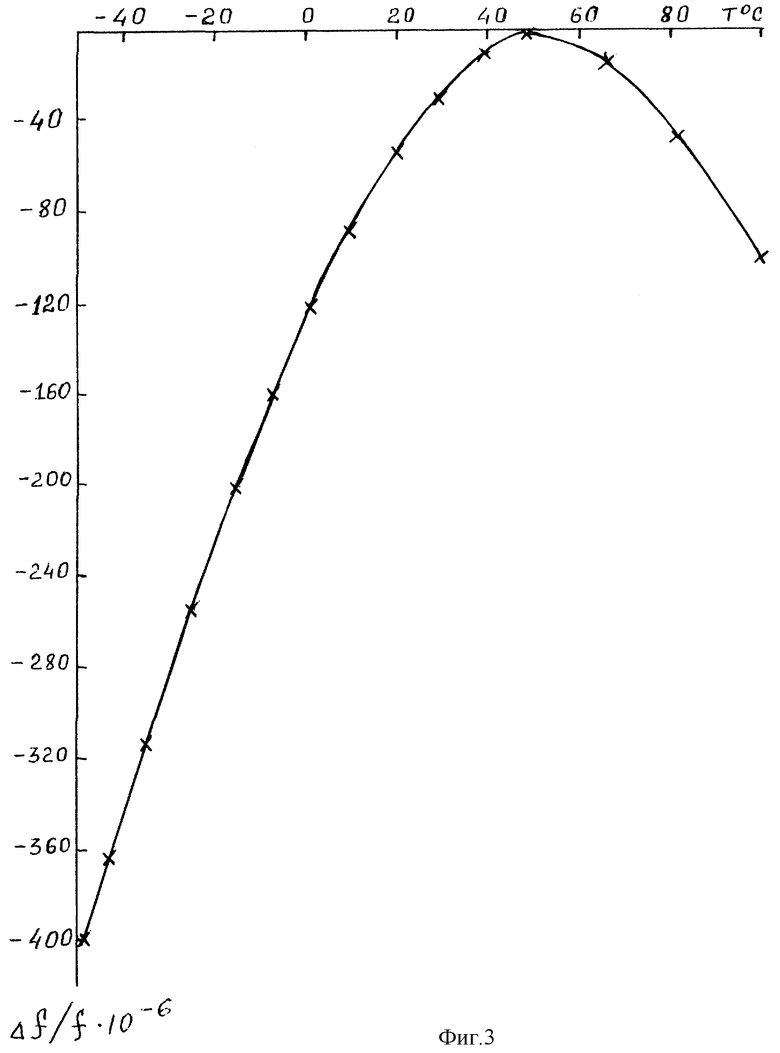
На фиг. 3 показана ТЧХ резонатора 60,56 МГц с кристаллическим элементом, полученным инверсией к углу -49o.
Последовательность операций изготовления кварцевых резонаторов БТ-среза по предлагаемому способу следующая.
Вначале осуществляют распиловку кристалла кварца на плоские заготовки с ориентацией под углом 0o00'±30' к оси X и +49o±30' к оси Z. Затем шлифуют поверхности плоских заготовок, заканчивая механическую обработку на корунде М5, и проводят тщательную очистку полученных КЭ ультразвуковым методом, химической промывкой и вакуумным отжигом. Если КЭ на конечном этапе требуется придать форму обратной мезаструктуры, то дополнительно по периферии КЭ наносят защитное покрытие любым известным способом.
После механической обработки и очистки кристаллические элементы подвергают химическому травлению до необходимой толщины, например, в полирующих растворах плавиковой кислоты (HF), бифторида аммония (NH4F•HF), изоамилового спирта, диметилформамида, обеспечивая при этом шероховатость рабочих поверхностей не более 5 • 10-8 м. Затем КЭ помещают в муфельную печь и проводят термическую обработку при температуре α-β-α-фазового перехода кварца, осуществляя при этом инверсию кристаллической структуры к углу -49o±30' относительно оси Z, что соответствует срезу БТ.
Далее на КЭ наносят электроды и полученные пьезоэлементы монтируют в держатели, например, для корпусов "ММ".
Возможность осуществления изобретения показана на этапах отработки технологических операций при изготовлении БТ-резонаторов на частоту до 70 МГц. Опыты по глубокому химическому травлению проводились с кварцевыми пластинами срезов +49o и -49o к оси Z. Диаметр пластин 5 мм, а начальная толщина от 50 до 80 мкм. Травление осуществлялось на промышленной установке ЦЛ 1080-4421 при температуре растворов (353 ± 0,5)К. Пластинам, помещенным в кассеты, задавалось реверсивное круговое движение в горизонтальной плоскости и возвратно-поступательное движение в вертикальной плоскости с частотой 24 качания в минуту. В ряде случаев для формирования КЭ с обратной мезаструктурой травление проводилось с использованием масок Y-Cu, напыленных с двух сторон пластины магнетронным способом.
Опыты по инверсии структуры кварца проводились на пластинах со срезом +49o к оси Z толщиной 30, 40 и 70 мкм, а также на пластинах АТ-среза размерами: 17х17 мм и толщиной 0,4 мм, диаметром 10 мм и толщиной 0,2 мм, диаметром 5 мм и толщинами 20, 40 и 60 мкм.
Полная инверсия кварца АТ-среза к углу -35o после химической обработки поверхности пластин в полирующих растворах обнаружена авторами при нагреве пластин с указанными размерами до 960oC при скорости нагрева 3 град/мин и последующем охлаждении до комнатной температуры. Пластины были изготовлены из кристалла искусственного электроочищенного кварца марки СКО. В дальнейшем аналогичные опыты по инверсии структуры кварца проведены с пластинами различных срезов +41o, +49o, +53o (ЖТ-срез) - при температурах 560, 570, 600, 650, 800 и 960oC. Результаты однозначны. Типичная гистограмма для пластин со срезом +49o показана на фиг. 1. В каждом случае обработке при указанных температурах в течение 1 ч подвергались не менее 10 пластин. Точность установления температуры в муфельной печи ±10 градусов, поэтому инверсия наблюдается не у всех пластин при 560 и 570oC (10 и 30% соответственно). Кроме того, градиент температуры по объему печи может достигать 20 градусов. Поскольку кварц имеет различную величину внутреннего напряжения и примесность, которые влияют на температуру инверсии его структуры, то целесообразно технологическую температуру установить через обобщенный параметр - температуру фазового перехода. Для искусственного электроочищенного кварца это, как правило, 846 К.
Аномальные изменения кристаллической структуры в пластинах кварца, обнаруженные в наших опытах при фазовых превращениях, можно объяснить, согласно с автором [5], "сверхпластичностью" кристаллической решетки, пронизанной дефектами в результате механических напряжений на различных этапах обработки.
На фиг. 2 представлены данные по химической полировке кварцевых пластин БТ-среза (-49o к оси Z), а также пластин, ориентированных под углом +49o к оси Z. График 1 соответствует травлению в растворе 45% HF и бифторида аммония со скоростью 0,6 мкм/мин. Верхний график 2 получен с добавкой равных частей изоамилового спирта и диметилформамида в указанный раствор при скорости травления 0,21 мкм/мин. Следует заметить, что подобный уровень шероховатости Rz=0,l мкм получен для БТ-среза в работе [6]. Однако, полировка на таком уровне недостаточна для изготовления резонаторов на частоту выше 50 МГц по основной моде. Динамическое сопротивление резонаторов при этом 60-100 Ом. Кроме того, на рабочих поверхностях кристаллических элементов присутствуют каналы травления глубиной 1 - 10 мкм, что резко сокращает выход годных резонаторов.
Химическая полировка среза +49o (нижний график 2) значительно выигрывает, т. к. Rz ≅ 0,05 мкм при скорости травления 1,05 мкм/мин. На поверхности кристаллических элементов отсутствуют каналы травления. Уместно упомянуть, что инверсия кристаллической структуры кварца к углу -49o при α-β-α-фазовом переходе происходит без видимого нарушения поверхностной текстуры пластин. Перестройка решетки идет на атомарном уровне при изменении линейных размеров в пределах 1 
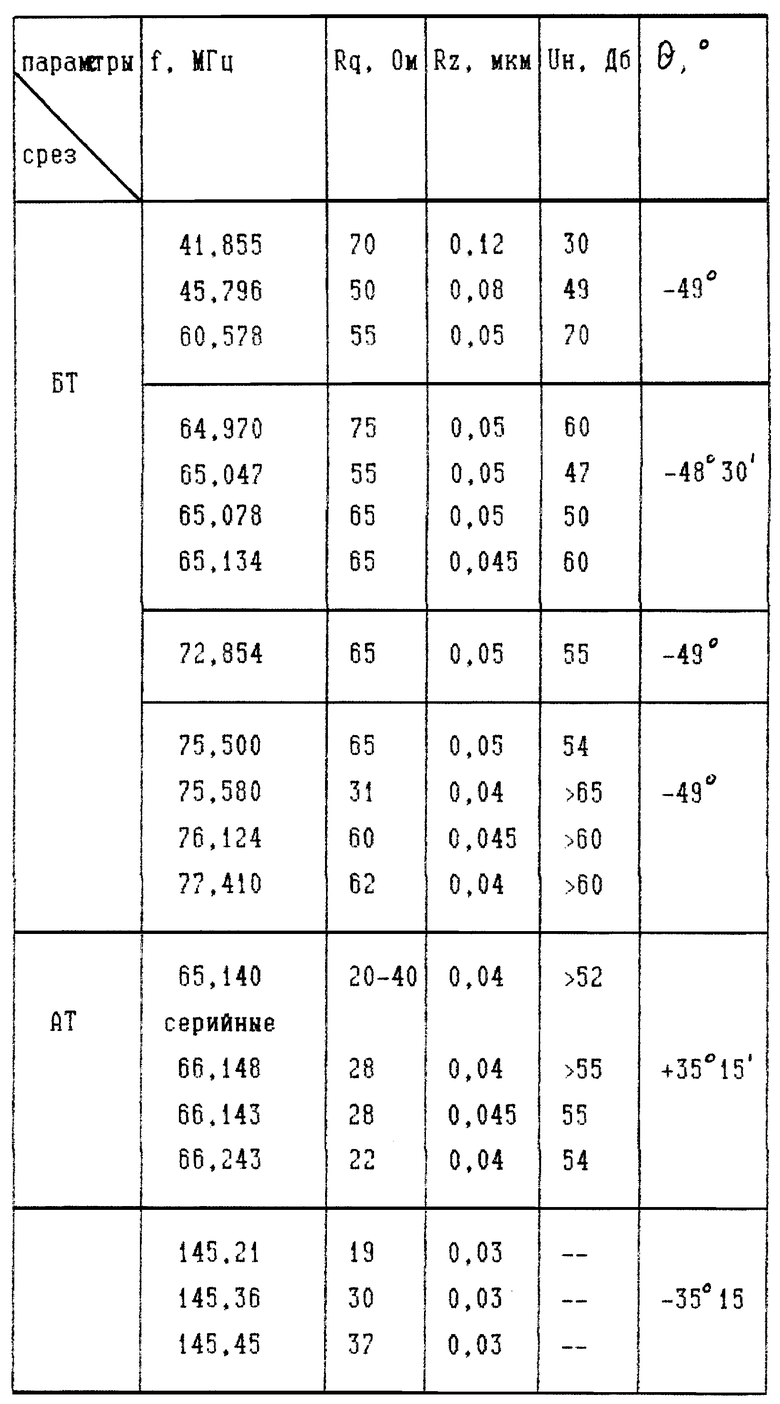
На основе технического решения, разработанного в настоящей заявке, изготовлены экспериментальные резонаторы БТ-среза. В таблице указаны основные параметры этих резонаторов, а также параметры резонаторов АТ-среза, изготовленные по аналоговой технологии [2]:
f - основная частота, МГц;
Rq - динамическое сопротивление, Ом;
Uн - уровень нелинейных искажений, Дб;
Rz - шероховатость поверхности кристаллических элементов, измеренная по средней линии;
θ - угол ориентации кристаллического элемента к оси Z.
Анализ данных таблицы и графиков на фиг. 2 позволяет выбрать граничное значение шероховатости поверхности КЭ, до которого следует проводить химическое полирующее травление в предлагаемом способе. В данном случае это величина Rz ≅ 0,05, при которой уровень нелинейных искажений БТ-резонаторов больше 50 Дб с выходом 90%. Rq таких резонаторов выше, чем для аналоговых резонаторов АТ-среза при сравнимых частотах. Тем не менее, добротность резонаторов БТ-среза на частоту 65 МГц в 1,5-2 раза выше, чем у резонаторов АТ-среза.
Кристаллические элементы резонаторов АТ-среза и среза -35o15' изготовлены в форме обратной мезаструктуры. Срез -35o15' не имеет технического применения в производстве изделий пьезотехники и выбран в качестве экспериментального подтверждения полной инверсии химически полированных КЭ с положительной ориентацией при α-β-α-фазовом переходе.
Резонаторы, указанные в таблице, имеют серебряное электродное покрытие с подслоем нихрома. ТЧХ резонаторов с инверсией к углу -49o (см. фиг. 3) имеет вид, типичный для классических резонаторов БТ-среза.
Таким образом, введение в техпроцесс операций химического полирования кварцевых пластин со срезом +49o±30' до Rz ≅ 0,05 мкм и термической инверсии их структуры к углу -49o±30' позволяет создать технологию для серийного производства высокочастотных резонаторов БТ-среза.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ КВАРЦЕВЫХ КРИСТАЛЛИЧЕСКИХ ЭЛЕМЕНТОВ АТ-СРЕЗА | 1995 |
|
RU2117382C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КВАРЦЕВЫХ КРИСТАЛЛИЧЕСКИХ ЭЛЕМЕНТОВ | 1989 |
|
RU1739826C |
| ПЬЕЗОЭЛЕКТРИЧЕСКИЙ РЕЗОНАТОР | 1992 |
|
RU2047267C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КРИСТАЛЛИЧЕСКИХ ЭЛЕМЕНТОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2005 |
|
RU2296417C2 |
| ВЫСОКОЧАСТОТНЫЙ ФИЛЬТРОВЫЙ КВАРЦЕВЫЙ РЕЗОНАТОР АТ-СРЕЗА | 2008 |
|
RU2377718C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛАНГАСИТОВЫХ КРИСТАЛЛИЧЕСКИХ ЭЛЕМЕНТОВ Y-СРЕЗА | 2009 |
|
RU2430824C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КРИСТАЛЛИЧЕСКИХ ЭЛЕМЕНТОВ С ЛИНЗООБРАЗНЫМИ ПРОФИЛЯМИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1999 |
|
RU2169985C2 |
| ПЬЕЗОЭЛЕКТРИЧЕСКИЙ РЕЗОНАТОР | 1994 |
|
RU2107987C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КВАРЦЕВЫХ КРИСТАЛЛИЧЕСКИХ ЭЛЕМЕНТОВ С ИНВЕРТИРОВАННОЙ МЕЗАСТРУКТУРОЙ | 2005 |
|
RU2287218C2 |
| Способ изготовления тонких кристаллических пластин и тонких кристаллических элементов | 2019 |
|
RU2712426C1 |
Изобретение относится к пьезоэлектронике и может быть использовано для изготовления высокочастотных резонаторов и монолитных фильтров. Способ изготовления кварцевых резонаторов БТ-среза, включающий распиловку кристалла кварца на плоские заготовки, механическую шлифовку заготовок, формирование кристаллических элементов преимущественно в форме обратной мезаструктуры глубоким химическим травлением, нанесение электродов и монтаж, плоскую заготовку при распиловке кристалла кварца ориентируют под углом 0o00' ± 30' к оси X и -49o ± 30' к оси Z, формируют кристаллический элемент с шероховатостью поверхности не более 5 • 10-8 м химическим травлением и осуществляют инверсию структуры кристаллического элемента к углу -49o ± 30' к оси Z путем термической обработки при температуре α-β-α-фазового перехода (846 К). Техническим результатом является расширение области использования технологии изготовления БТ-резонаторов до ВЧ- и СВЧ-диапазона в серийном производстве с одновременным упрощением технологии. 3 ил., 1 табл.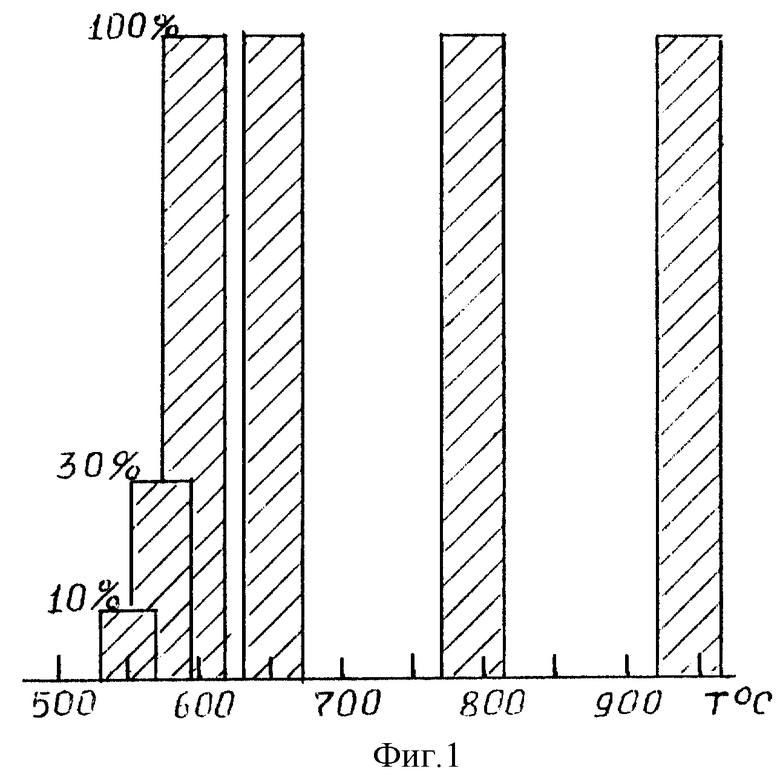
Способ изготовления кварцевых резонаторов БТ-среза, включающий распиловку кристалла кварца на плоские заготовки, механическую шлифовку заготовок, формирование кристаллических элементов преимущественно в форме обратной мезаструктуры глубоким химическим травлением, нанесение электродов и монтаж, отличающийся тем, что плоскую заготовку при распиловке кристалла кварца ориентируют под углом 0o00' ± 30' к оси X и + 49o ± 30' к оси Z, формируют кристаллический элемент с шероховатостью поверхности не более 5 x 10-8 м глубоким химическим травлением и осуществляют инверсию структуры кристаллического элемента к углу -49o ± 30' к оси Z путем термической обработки при температуре α-β-α фазового перехода, равной 846 К, после чего осуществляют нанесение электродов и монтаж.
| JEEE Jnternational Frequency Control Symposium | |||
| Предохранительное устройство для паровых котлов, работающих на нефти | 1922 |
|
SU1996A1 |
| J | |||
| Appl | |||
| Phys | |||
| Предохранительное устройство для паровых котлов, работающих на нефти | 1922 |
|
SU1996A1 |
| Скоропечатный станок для печатания со стеклянных пластинок | 1922 |
|
SU35A1 |
| ПОЛОСКОВЫЙ ПЬЕЗОЭЛЕМЕНТ ТОЛЩИННО-СДВИГОВЫХ КОЛЕБАНИЙ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1992 |
|
RU2007023C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КВАРЦЕВЫХ КРИСТАЛЛИЧЕСКИХ ЭЛЕМЕНТОВ | 1989 |
|
RU1739826C |
| СПОСОБ ПОЛУЧЕНИЯ СОРБЕНТА ДЛЯ ОЧИСТКИ ВОДЫ ОТ ЛЕГКИХ НЕФТЕПРОДУКТОВ | 2004 |
|
RU2270718C1 |
| US 4112147 A, 05.09.1978. | |||

