Изобретение относится к области свободного формования термопластичных полимеров, в частности используется при изготовлении моделей транспортных средств.
Известен способ пневмоформования термопластичного полимера, включающий закрепление заготовки, нагревание заготовки до термопластичного состояния, формование и охлаждение изделия в форме (см. кн. Брацыхин Е.А., Миндлин С.С. , Стрельцов К.Н. "Переработка пластических масс в изделия", "Химия", 1966, стр. 238, 3 абзац снизу).
Недостатком способа является неизменная конфигурация изделия, обусловленная постоянством формы матрицы и пуансона.
Наиболее близким к предлагаемому изобретению является способ свободного формования, когда изготовление изделия из термопластичного полимера производят без применения матрицы и пуансона (см. там же, 4 абзац сверху). При свободном формовании заготовку нагревают, формуют и охлаждают для сохранения полученной конфигурации.
Недостатком известного способа является возможность формования изделий только в виде сферы или полусферы, обладающих большим лобовым сопротивлением.
В изобретении решается задача создания обтекаемой конфигурации моделей транспортных средств, обладающих наименьшим аэрогидродинамическим (лобовым) сопротивлением.
Задача решается тем, что в способе свободного формования транспортных средств заготовку нагревают, формуют и охлаждают для сохранения полученной конфигурации, согласно предлагаемому изобретению нагревание производят до перехода поверхностного слоя заготовки в пластичное состояние, формование осуществляют воздействием нагретого скоростного потока среды на заготовку до уменьшения и последующей стабилизации силы сопротивления заготовки потоку.
Признаками изобретения являются:
1. Заготовку нагревают.
2. Заготовку формуют.
3. Заготовку охлаждают для сохранения полученной конфигурации.
4. Нагревают поверхностный слой заготовки.
5. Поверхностный слой нагревают до перехода в пластичное состояние.
6. Формование осуществляют воздействием потока среды на заготовку.
7. Формование осуществляют воздействием нагретого потока.
8. Формование осуществляют воздействием скоростного потока.
9. Формование осуществляют до уменьшения силы сопротивления заготовки потоку среды.
10. Формование осуществляют до последующей стабилизации силы сопротивления заготовки потоку среды.
Признаки 1, 2, 3 являются общими с прототипом, признаки 4-10 являются существенными отличительными признаками изобретения.
Для образования обтекаемой поверхности используют особенность термопластичных полимеров, которая заключается в способности этих полимеров при повышении температуры к постепенному переходу в вязкопластичное состояние, а также в низкой теплопроводности этих полимеров, что выражается в постепенном размягчении при нагреве только тонкого поверхностного слоя полимера. Температура размягчения - это стандартная характеристика термопластичных полимеров, которая может колебаться для разных полимеров от 90 до 200oС. Размягченный поверхностный слой полимера представляет собой высоковязкую массу, которая обладает пластическими свойствами, т. е. способностью перемещаться (перетекать) под воздействием силы. Для придания заготовкам моделей транспортных средств обтекаемой формы используют скоростной нагретый поток (газа или жидкости) с температурой ниже критической температуры нагрева выбранного термопластичного полимера.
Возникновение силы давления на пластичную поверхность неподвижной заготовки, находящейся в скоростном нагретом потоке, обусловлено внутренним трением в турбулентном потоке. В начале процесса формования на необтекаемую поверхность заготовки действуют микровихри, образовавшиеся при прохождении скоростного потока над неровностями на поверхности заготовки. Сила давления скоростного потока на поверхность заготовки пропорциональна квадрату скорости (см. кн. Эрик Роджерс, Физика для любознательных, т. 1, Изд. "Мир", М., 1972, с. 376-377). Тонкий высоковязкий слой полимера под давлением силы потока перемещается (перетекает без отрыва) по поверхности заготовки в направлении уменьшения силы давления, т.е. скоростной нагретый поток сглаживает неровности на поверхности заготовки. После сглаживания неровностей микровихри исчезают, что проявляется в уменьшении силы давления на расплавленный высоковязкий поверхностный слой полимера. В этом случае линии тока среды имеют такую же форму, как и при ламинарном течении потока, когда силы давления пропорциональны первой степени скорости потока, т.е. аэродинамическое (лобовое) сопротивление заготовки потоку среды резко уменьшается и затем стабилизируется. Таким образом, модель транспортного средства формуется скоростным потоком физической среды (газа или жидкости) и изменения на поверхности модели обусловлены объективными законами аэрогидродинамики. При снижении температуры потока среды ниже температуры размягчения полимера поверхностный слой полимера застывает, и модель транспортного средства сохраняет приобретенную ранее обтекаемую форму с наименьшим аэрогидродинамическим (лобовым) сопротивлением.
Способ осуществляется в следующей последовательности. Изготавливают заготовку модели транспортного средства, для которой необходимо подобрать наиболее совершенную (обтекаемую) аэрогидродинамическую форму. Это могут быть уменьшенные копии или полномасштабные заготовки моделей транспортных средств (кузов, бампер, кабина, крылья, фюзеляж, оперение, фонарь и т.п.). В качестве материала заготовки выбирают термопластичный полимер, например винипласт.
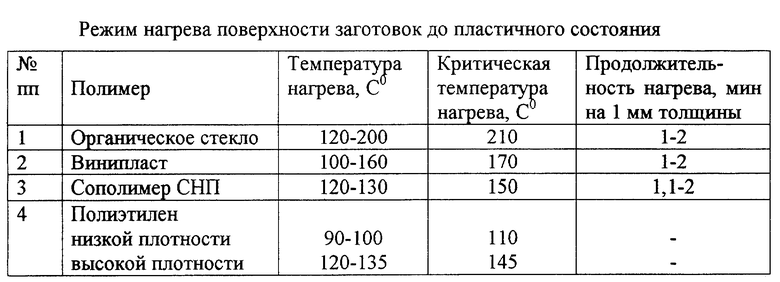
Режим (температуру и время) нагрева поверхностного слоя заготовок до пластичного состояния перед формованием выбирают по таблице (см. кн. Брацыхин Е.А., Миндлин С.С., Стрельцов К.Н. "Переработка пластических масс в изделия", "Химия", 1966, стр. 240, таблица VII-I).
Заготовку модели транспортного средства нагревают в течение 3-4 мин до 120oС и помещают в трубу, в которую нагнетают горячий воздух с температурой ниже критической температуры нагрева данного полимера - 170С. Скорость потока воздуха выбирают равной скорости движения транспортного средства в наиболее оптимальном режиме, например 20 м/с, для модели кузова городского автомобиля. Под воздействием потока горячего воздуха верхний слой полимера размягчается на глубину 2 мм до вязкотекучего состояния. Сила давления воздуха, пропорциональная квадрату скорости потока, формует обтекаемую конфигурацию, заставляя перемещаться тонкий слой полимера с выступающей поверхности в направлении, где давление меньше. Низкая теплопроводность полимера препятствует переходу нижних слоев объема заготовки в текучее состояние, вследствие чего заготовка сохраняет свой первоначальный объем, изменяется (сглаживается) лишь поверхностный слой заготовки. Постепенно заготовка приобретает обтекаемую форму, и лобовое (аэродинамическое) сопротивление заготовки потоку воздуха уменьшается и затем стабилизируется. Не изменяя скорости потока воздуха, снижают его температуру до температуры окружающей среды. При этом поверхностный слой полимера застывает, сохраняя ранее полученную обтекаемую форму, обладающей совершенной аэрогидродинамической конфигурацией. При осуществлении способа используют установки типа аэродинамической трубы для заготовок моделей наземного и воздушного транспортного средства или гидроканала для заготовок моделей водного транспорта. Общим в обоих случаях является возможность измерения лобового (аэродинамического) сопротивления заготовки потоку среды, регулирования скорости и температуры потока среды в указанных установках.
Использование изобретения позволит применять модели транспортных средств для определения новых характеристик и рационализации способов построения вновь конструируемых объектов, так как модель транспортного средства формуется скоростным потоком физической среды (газа или жидкости) и изменения на поверхности модели обусловлены объективными законами аэрогидродинамики. Формование по данному способу совершенной аэрогидродинамической конфигурации модели транспортного средства уменьшает субъективизм при выборе внешней конфигурации готового изделия (не ожидаемый результат).
Источники информации
1. Брацыхин Е.А., Миндлин С.С., Стрельцов К.Н. "Переработка пластических масс в изделия", "Химия", М.-Л., 1966, 400 с.
2. Эрик Роджерс, "Физика для любознательных", т. 1, Изд. "Мир", М., 1972, 470 с.
| название | год | авторы | номер документа |
|---|---|---|---|
| КАРОТАЖНЫЙ ПОДЪЕМНИК | 1999 |
|
RU2164600C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ИЗ ПОЛИМЕРНОГО КОМПОЗИЦИОННОГО МАТЕРИАЛА НА ОСНОВЕ ТЕРМОПЛАСТИЧНЫХ СВЯЗУЮЩИХ С ПРИМЕНЕНИЕМ ПРОМЫШЛЕННЫХ ЛАЗЕРОВ | 2015 |
|
RU2600762C1 |
| ГИПЕРЗВУКОВОЙ ЛЕТАТЕЛЬНЫЙ АППАРАТ | 1999 |
|
RU2172278C2 |
| ЛЕЕРНОЕ ОГРАЖДЕНИЕ | 2004 |
|
RU2280583C1 |
| СПОСОБ ИЗОЛЯЦИИ ПОГЛОЩАЮЩИХ ПЛАСТОВ В СКВАЖИНЕ | 1999 |
|
RU2179229C2 |
| Напольный противоскользящий коврик в салон автомобиля (варианты) и соответствующий им способ изготовления | 2018 |
|
RU2700533C1 |
| АСИММЕТРИЧНОЕ СУДНО | 2015 |
|
RU2629637C2 |
| СПОСОБ ПОЛУЧЕНИЯ ПОЛУФАБРИКАТОВ ИЗ ПЕНОАЛЮМИНИЯ | 2001 |
|
RU2202443C2 |
| Многослойная гибкая полимерная труба, способ ее непрерывного изготовления и устройство для осуществления способа | 2019 |
|
RU2717736C1 |
| СПОСОБ ЗАЩИТЫ ЭКСПЛУАТАЦИОННОЙ КОЛОННЫ НАГНЕТАТЕЛЬНОЙ СКВАЖИНЫ ОТ ДЕЙСТВИЯ ЗАКАЧИВАЕМЫХ ХИМИЧЕСКИ АГРЕССИВНЫХ ВОД | 2001 |
|
RU2199651C2 |
Изобретение относится к свободному формованию термопластичных полимеров, в частности для придания заготовкам моделей транспортных средств наиболее обтекаемой, т.е. совершенной аэрогидродинамической формы с наименьшим лобовым сопротивлением потоку среды. Способ заключается в нагревании поверхностного слоя заготовки до перехода в пластичное состояние, формовании воздействием нагретого скоростного потока среды до уменьшения и последующей стабилизации лобового сопротивления заготовки потоку. Использование изобретения позволит получать различную обтекаемую форму модели в зависимости от скорости потока, материала модели и типа среды и может применяться для построения вновь конструируемых объектов. 1 табл.
Способ свободного формования моделей транспортных средств, включающий нагревание заготовки, формование и охлаждение для сохранения полученной конфигурации, отличающийся тем, что нагревание производят до перехода поверхностного слоя заготовки в пластичное состояние, формование осуществляют воздействием нагретого скоростного потока среды на заготовку до уменьшения и последующей стабилизации силы сопротивления заготовки потоку.
| US 5520758 А 28,05.1996 | |||
| СПОСОБ ОПРЕДЕЛЕНИЯ ПРЕДЕЛЬНЫХ ЛИНИЙ ТОКА НА ПОВЕРХНОСТИ МОДЕЛИ | 1982 |
|
SU1099715A1 |
| УНИВЕРСАЛЬНАЯ АЭРОДИНАМИЧЕСКАЯ МОДЕЛЬ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 1994 |
|
RU2083967C1 |

