Область техники
Заявленное изобретение относится к авиационной и космической технике и может быть использовано во всех пассажирских и транспортных самолетах, от легкой до тяжелой авиации, в беспилотных системах, а также в многоразовых космических системах, орбитальных и суборбитальных космических станциях, в ракетостроении.
Также изобретение может быть использовано в судостроении (в различных плавательных средствах от моторных лодок до круизных лайнеров), автомобилестроении, при производстве скоростных железнодорожных составов, мотоциклов и квадроциклов, в частности при производстве элементов, обеспечивающих исключительные аэродинамические качества и интерьерам; и, кроме того, в различных нефтегазотранспортных системах в промышленных хранилищах газа и нефтепродуктов в качестве надежного армирующего и герметизирующего покрытия; в строительных конструкциях в качестве силовых конструкционных строительных элементов, обеспечивая надежную работоспособность в самых жестких условиях в течение длительного времени эксплуатации.
Предпочтительно изобретение рекомендуется к применению для изготовления крупногабаритных, в т.ч. двойной кривизны, деталей путем послойной выкладки или намотки ленты препрега, пропитанного термопластичным связующим (далее термопластичный препрег), автоматизированной установкой на поверхности формы.
Уровень техники
В основе заявляемого изобретения лежит процесс изготовления крупногабаритных деталей из термопластичных полимерных композиционных материалов (ПКМ) с применением принципа лазерной выкладки или намотки, при котором нагрев термопластичного препрега происходит лучом лазера. Такое решение позволяет получать крупногабаритные, в т.ч. двойной кривизны, детали монолитной конструкции, обладающие заданными характеристиками и необходимой геометрией, а также практически не требующие дополнительной механической доработки.
Термопластичные ПКМ представляют собой гетерогенные системы, которые состоят из термопластичной полимерной матрицы, армированной высокопрочными, высокомодульными волокнами наполнителя (углеродными, стеклянными, базальтовыми, полимерными и др.).
Композиционные термопластичные материалы обладают следующими достоинствами по сравнению с традиционными ПКМ на основе термореактивных смол:
а) эксплуатационные: на 20-40% выше стойкость к ударным и постударным нагрузкам и локальным повреждениям; высокая устойчивость к воде и дождевой эрозии; химическая стойкость, в том числе к авиационным топливам и маслам; огнестойкость, пониженные дымовыделение и токсичность; ремонтопригодность (материал легко сваривается);
б) технологические: возможность формования деталей на металлургическом оборудовании; короткий (от 10 до 60 мин) цикл формования; возможность переформовки бракованных деталей и пригодность для неоднократного использования (можно подвергать повторному нагреву и повторному формованию); коэффициент использования материала до 95%; неограниченный срок хранения препрега.
Однако при этом термопластичные ПКМ имеют следующие особенности, которые необходимо учитывать при их использовании:
- высокая температура переработки (250-415°C);
- трудность выкладки препрега, у которого нет липкости;
- термопластичные связующие по сравнению с термореактивными химически инертны и имеют на 1-2 порядка большую вязкость расплава; это приводит к тому, что наполнитель не смачивается расплавами полимеров - поэтому используются приемы аппретирования и модификации при разработке таких композиционных материалов, что увеличивает трудоемкость и, как следствие, стоимость материала.
Учитывая указанные выше специфические свойства термопластичных связующих, главным из которых являются их высокая температура нагрева (250-415°C) и трудность выкладки термопластичного препрега вследствие его пониженной липкости, наиболее целесообразно изготавливать детали конструкций, используя для выкладки термопластичных препрегов лазерное излучение.
Первый раз возможности лазерной сварки демонстрировались в 70-х годах. Но стоимость оборудования была тогда очень высока, поэтому данная технология не получила широкого применения. В конце 90-х годов, когда цены на оборудование стали более доступными, доля использования лазерной сварки значительно увеличилась.
Необходимо отметить следующие преимущества от использования лазерного излучения для формования конструкций из ПКМ в сравнении с традиционными технологическими процессами формования:
- снижение энергопотребления на 40%;
- снижение технологического цикла изготовления деталей на 30%;
- снижение брака материала;
- снижение экологической нагрузки на производство на 20%;
- снижение трудоемкости в 2-2,5 раза;
- сокращение площади производства;
- снижение цикла подготовки производства новых изделий на 40%;
- выполнение высокоточных соединений; при этом точный, повторяемый, напряженно-независимый процесс выкладки позволяет выполнить схему армирования под любым углом;
- отсутствие прямого контакта соединяемых частей с оборудованием;
- возможность применения манипуляторного оборудования;
- прочность соединений;
- возможность сварки полимеров различного состава.
В результате анализа уровня техники в области изготовления деталей из термопластичных ПКМ с применением принципа лазерного нагрева при выкладке или намотке ПКМ установлено следующее.
Широко известно использование энергии лазерного излучения для нагрева полимерных композиционных материалов с целью их скрепления путем термосваривания между собой (см., например, US 5792301 А). В процессе скрепления материалов, раскрытом в этом патента, обеспечивается воздействие на материалы после нагрева двумя уплотняющими роликами, через жало которых проходит сдублированный пакет.
В качестве ближайшего аналога к заявляемому техническому решению принят способ изготовления деталей из полимерного композиционного материала с применением промышленных лазеров, заключающийся в автоматизированной выкладке термопластичного препрега на специально подготовленную формообразующую оправку, нагреве и размягчении лазерным лучом материала препрега, приварке слоев препрега, охлаждении и дальнейшей механической обработке детали. Нагрев обеспечивается в интервале температур расплава термопластичного связующего. Процесс изготовления сопровождается использованием укладочного прижимного ролика, воздействующего на препрег одновременно со стадиями размягчения и приварки слоев термопластичного препрега (см. WO 2010031364 А1). Основной недостаток известного способа состоит в том, что при приварке слоев препрега не происходит достаточное требуемое уплотнение расплавленного термопласта при воздействии укладочного ролика. В результате наблюдается повышенная пористость получаемых деталей. Данный недостаток оказывает существенное влияние на эксплуатационные свойства деталей, снижая их прочностные характеристики и стойкость к ударным нагрузкам, дождевой эрозии и воздействию химических реагентов. Кроме того, возможность налипания на ролик остатков расплавленного термопласта существенно влияет на качественные свойства деталей и повышает количество брака.
Здесь целесообразно подробным образом раскрыть механизм воздействия ролика на препрег в известном по WO 2010031364 способе со ссылкой на отдельные фигуры чертежей, являющихся принадлежностью материалов данной заявки, полный перечень которых будет приведен ниже в разделе «Краткое описание чертежей».
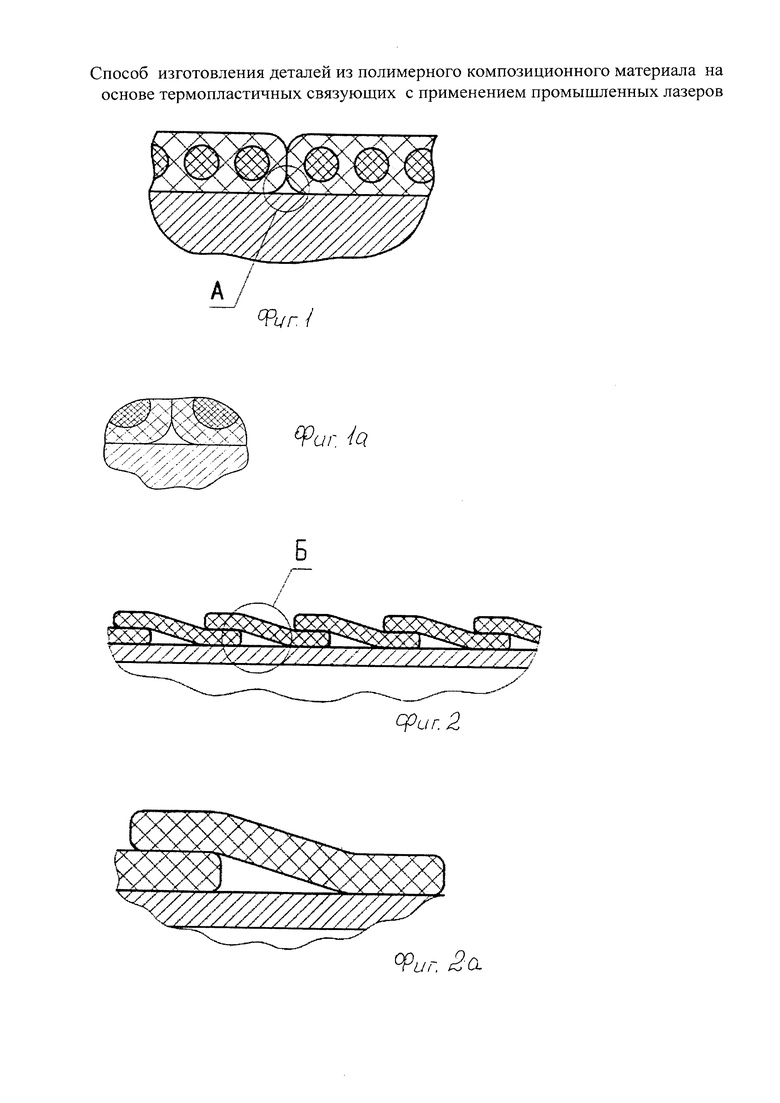
Уплотнение роликом позволяет создать высокососредоточенное давление на небольшой площади препрега, достаточной для быстрого нагрева лазером, что не требует использования мощного прессового оборудования и, следовательно, приводит к уменьшению затрат мощности, электроэнергии и увеличению скорости процесса. Однако при обычном механическом способе укладки, по мере изменения исходной формы сечения, происходит образование жестких радиусных областей по краям препрегов, вследствие возрастающих сил упругости и образования остаточных изгибающих напряжений. Причем, чем больше степень деформирования препрега и меньше величины радиусов на краях препрега, тем более напряженным становится состояние радиусных областей и тем более жесткими они становятся. В результате, вследствие взаимодействия жестких радиусных областей при последующей прокладке нового соседнего слоя происходит лишь наложение нового слоя поверх уложенного радиуса (в лучшем случае после последующей прикатки), без должного обтекания, и образование области пустоты (фиг. 1 и фиг. 1а, вид А на фиг. 1). Наличие этой пустоты позволяет слоям наезжать друг на друга при предельных нагрузках, разрушая исходную картину силового армирования и герметичность наносимого слоя препрега, открывая тем самым путь для интенсификации коррозии в разгерметизированном месте. В промышленных масштабах, чтобы избежать подобных последствий и улучшить герметизацию, армирование проводится так, что существует постоянный небольшой «наезд» нового слоя на предыдущий (фиг. 2, и фиг. 2а вид Б на фиг. 1). Однако наличие области пустоты по-прежнему оставляет возможность слоям наезжать друг на друга, причем еще дальше при предельных нагрузках, также разрушая исходную картину силового армирования и нарушая герметичность нанесенного слоя препрега с вышеописанными последствиями.
Задачей, на решение которой направлено заявленное техническое решение, является разработка такого способа изготовления деталей из полимерного композиционного материала на основе термопластичных связующих методом выкладки или намотки с применением промышленных лазеров, который обеспечил бы максимально качественное нанесение слоев термопластичного препрега без образования технологических пустот.
Технический результат, достигаемый при реализации заявляемого изобретения, заключается в повышении качества изготавливаемых деталей и в повышении надежности деталей в процессе их эксплуатации за счет достижения высокой степени монолитности уложенных или намотанных слоев термопластичного препрега и за счет значительного снижения склонности к расслоению нанесенных слоев препрегов.
Для достижения указанного технического результата предлагается способ изготовления деталей из полимерного композиционного материала на основе термопластичных связующих, заключающийся в
- автоматизированной выкладке или намотке слоями термопластичного препрега на предварительно подготовленную формообразующую оснастку,
- нагреве термопластичного препрега, в процессе его выкладки или намотки слоями на формообразующую оснастку, лазерным лучом в интервале температур расплава термопластичного связующего, с приваркой каждых последующих слоев препрега, образованных в результате выкладки или намотки, к предыдущим,
- уплотнении слоев нагретого термопластичного препрега укладочным прижимным элементом, поджимаемым к поверхности формы,
- охлаждении полученных по окончании выкладки или намотки слоев препрега.
Отличие предлагаемого способа состоит в том, что уплотнение препрега осуществляют путем воздействия на него высокочастотными короткоимпульсными ударами укладочного прижимного элемента с помощью ультразвуковой, импульсной вибрации этого элемента, создаваемой пьезоэлементами.
В качестве укладочного прижимного элемента, предпочтительно, используют ролик из силиконовой резины. Преимущественно, ролик выполняют с керамическим покрытием.
Таким образом, для решения проблемы, связанной с образованием областей пустот, на которую было указано при анализе уровня техники, предлагается применять высокочастотное, короткоимпульсное уплотнение слоев укладочным прижимным элементом, которое обеспечивается ультразвуковой, импульсной вибрацией этого элемента, создаваемой, преимущественно, пьезоэлементами, которые являются идеальными средствами контроля касания, и поэтому их применение позволяет совместить систему уплотнения и контроля касания, исключив дополнительные датчики и все сопутствующие элементы конструкции.
Краткое описание чертежей.
На фиг. 1 и фиг. 1а изображена сформированная структура шва между лентами препрега, выполненная обычной, известной из уровня техники, укладкой;
На фиг. 2 и фиг. 2а - схема традиционного решения по улучшению качества швов;
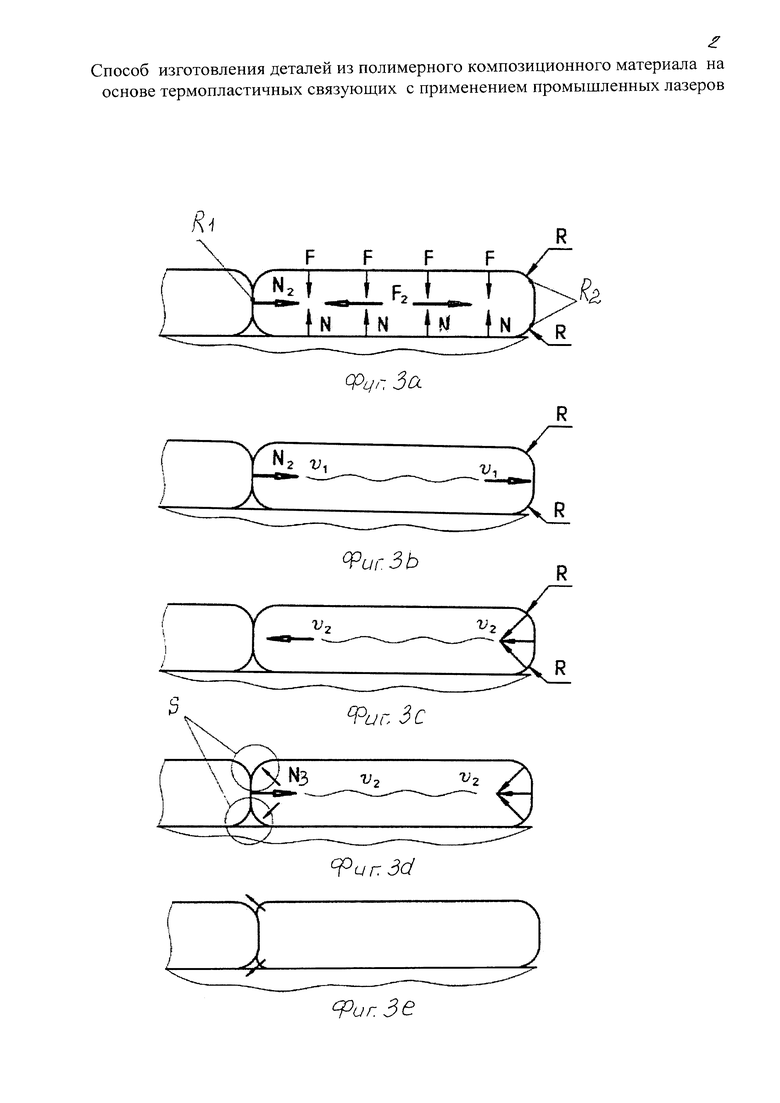
На фиг. 3а, 3b, 3c, 3d, 3e показана последовательность распространения ударных волн при воздействии укладочного прижимного элемента;
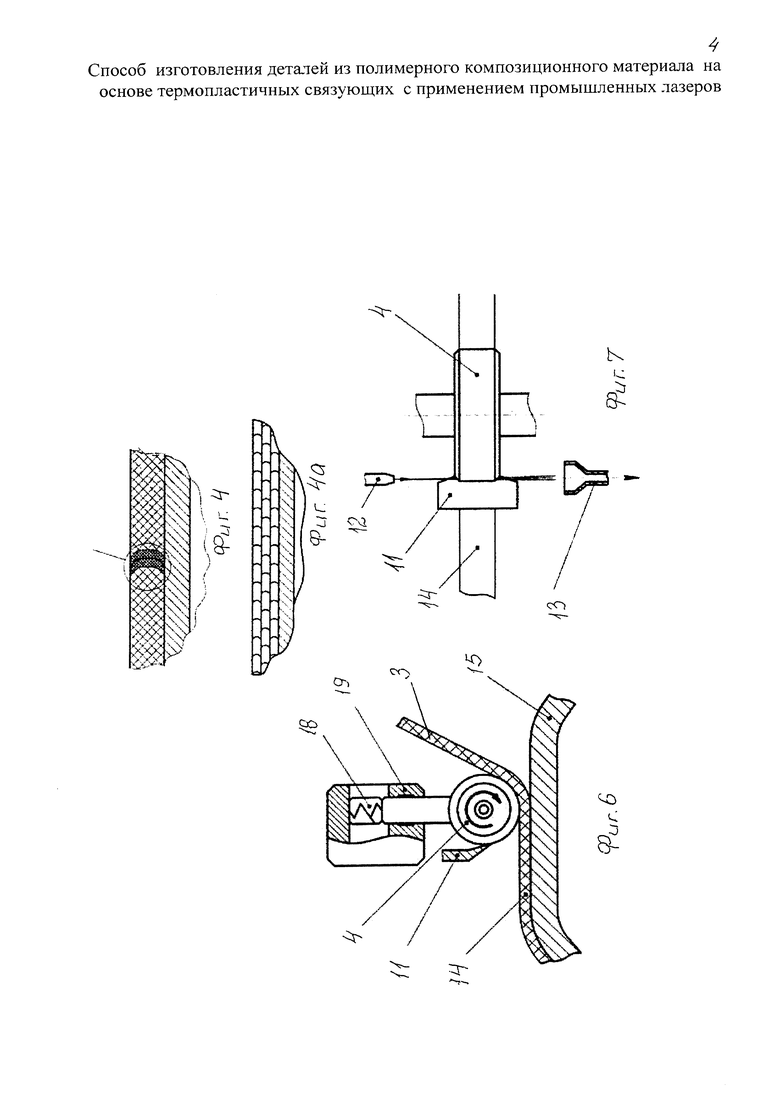
На фиг. 4 и фиг. 4а - сформированная структура швов между лентами препрега, выполненных при помощи ультразвуковой вибрации;
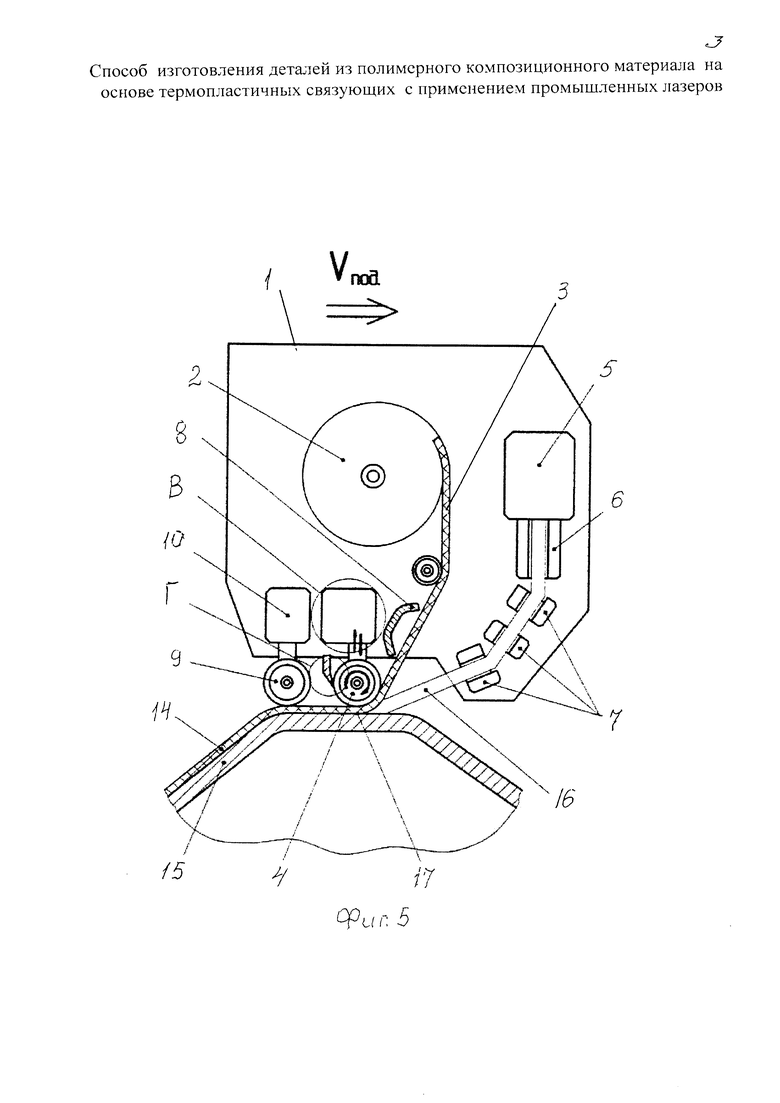
На фиг. 5 - устройство, реализующее способ, общий вид;
На фиг. 6 - узел В на фиг. 5;
На фиг. 7 - узел Г на фиг. 5, вид сверху.
Осуществление технического решения.
Предлагается способ изготовления деталей из полимерного композиционного материала на термопластичных связующих. Согласно способу производится автоматизированная выкладка или намотка слоями термопластичного препрега на предварительно подготовленную формообразующую оснастку. В процессе послойной выкладки или намотки препрега на оснастку осуществляют нагрев препрега лазерным лучом в интервале температур расплава термопластичного связующего (250-415°C). В результате обеспечивается приварка каждого последующего слоя термопластичного препрега, образованного в результате выкладки или намотки, к предыдущему слою. Под действием укладочного прижимного элемента, преимущественно ролика (и далее - ролик), происходит уплотнение каждого слоя препрега на участке, поджимаемом к поверхности формы, и нагретом до температуры расплава связующего, в то время как на предшествующем участке (в непрерывном процессе) происходит размягчение и приварка слоя. При этом указанное уплотнение термопластичного препрега осуществляют путем воздействия на него высокочастотными короткоимпульсными ударами укладочного ролика, которые обеспечиваются ультразвуковой, импульсной вибрацией ролика, создаваемой, преимущественно, пьезоэлементами. Завершение процесса автоматизированной выкладки включает охлаждение ленты препрега в процессе укладки, а также лазерную обрезку ленты по окончании нанесении слоя. Лазерная обрезка позволяет осуществлять оплавление волокон и исключать их разлохмачивание, неизбежное при механической резке.
Более подробное описание способа дано на примере его реализации с использованием устройства, показанного на фиг. 5-7.
На фиг. 5 показан главный вид устройства для изготовления деталей из полимерных композиционных материалов на основе термопластичных связующих.
Устройство содержит расположенные в корпусе 1 шпулярник 2 с термопластичным препрегом 3, укладочный прижимной элемент, преимущественно свободно вращающийся ролик 4 (который, однако, при определенных конструктивных дополнениях устройства, может быть выполнен приводным), с керамическим покрытием, систему 5 генерации лазерного излучения, систему 6 фокусировки лазерного излучения, направляющую систему 7, поглотитель 8 лазерного излучения для отрезка препрега. Рядом с укладочным прижимным роликом 4 расположен охлаждающий ролик 9 из силиконовой резины, подсоединенный к холодильному устройству 10.
В контакте с керамической поверхностью укладочного прижимного ролика 4 находится нож 11, а в непосредственной близости к ролику 4 - трубка 12 подачи воздуха высокого давления. С другой стороны ролика 4 противоположно трубке 12 установлена ловушка 13. На фиг. 5 позицией 14 показана формуемая деталь, позицией 15 - формообразующая оправка для технологии выкладки или намотки, позицией 16 - лазерное излучение и позицией 17 - рабочая площадь контакта лазера, 18 - регулируемая система пьезоэлектрических преобразователей, 19 - муфта, передающая виброусилия.
Реализация способа с использованием данного устройства осуществляется следующим образом.
Прежде всего, в шпиндели закрепляется оснастка в соответствии с выбранным типом укладки, в случае выбора технологии намотки это будет цилиндрическая оснастка; а в случае выбора технологии укладки - оснастка в виде качающегося стола. При этом в случае установки большеразмерной оснастки применяется лазерная система контроля точного положения.
Производится заправка шпулярника в укладочной головке робота-манипулятора. Также производится включение системы генерации лазерного излучения, проверяется работы системы фокусировки лазерного излучения, направляющей системы. Затем запускается процесс изготовления детали. Процесс укладки роботом-манипулятором начинается, как только укладочная головка, расположенная на руке робота, касается рабочей поверхности оснастки. Рука робота-манипулятора начинает скользить по укладываемой поверхности, укладывая термопластичный препрег. В процессе автоматизированной выкладки или намотки (при скорости подачи корпуса с расположенными в нем узлами VПОД.) препрег 3, подаваемый со шпулярника 2, подвергается воздействию лазерного излучения 16, нагревается до температуры плавления термопластичного связующего и попадает под действие укладочного прижимного ролика 4. При этом ролик 4 с заданным усилием давит на расплавленную термопластичную основу препрега, повторяя кривизну поверхности формообразующей оправки 15. Усилие прижима формируется как за счет контролируемого усилия руки-манипулятора, так и за счет работы пьезопреобразователей, суммарное вибрационное усилие которых передается через муфту 19, позволяющую передавать виброусилия от пьезоэлементов исключительно на укладывающий ролик, исключая рассеивание энергии на все массу оборудования, в случае отсутствия этой муфты.
Чтобы исключить налипание расплавленного термопласта, по поверхности укладывающего ролика скользят ножи 11. Остатки термопластичного связующего сдуваются направленным потоком воздуха высокого давления в ловушку 13 с большим сечением, и потом остатки удаляются в циклонный фильтр. Чтобы исключить обильное налипание термопластичного связующего, также на поверхность укладывающего ролика 4 нанесено специальное керамическое покрытие, к которому не прилипает подплавленный термопласт.
Далее, укладываемый препрег попадает под действие охлаждающего ролика 9. Прижим осуществляется за счет регулируемой по высоте пружины, а охлаждение ролика 9 обеспечено с помощью специального холодильного устройства 10, работающего по принципу создания холодного потока воздуха и обдувающего ребра охлаждающего ролика изнутри. При этом также существует возможность достаточно широкого температурного диапазона не только за счет регулировки мощности интенсивного охлаждения, но и установки дополнительных малогабаритных тэнов в воздушном тракте. Охлаждающий ролик 9 не только охлаждает расплавленный препрег и придает окончательную форму в процессе укладки, но также перераспределяет остаточные напряжения так, чтобы укладываемые слои точно повторяли заданную кривизну детали. Также часть только холодного потока воздуха направляется для охлаждения пьезоэлектрических преобразователей, предотвращая поступления тепла от укладывающего ролика 4, подверженного постоянному тепловому воздействию со стороны лазерного излучения.
Для завершения процесса укладки ленты препрега и обреза ленты в момент остановки робота-манипулятора также применяется лазерная система. Таким образом, осуществляется оплавление волокон и исключается их разлохмачивание, неизбежное при механической резке.
На фигурах 3а-3e показаны следующие этапы распространения ударных волн. Фиг. 3а - этап действия первичного импульса (F, F2 - импульсное усилие деформации от действия вибрирующего ролика 4; N, N2 - реакция опоры; R - радиусы жестких областей по краям препрегов). Фиг. 3b - этап возникновения первичной волны (V1 - скорость волны первичного импульса; N2 - реакция опоры; R - радиусы жестких областей по краям препрегов). Фиг. 3с - этап возникновения вторичной волны, эффект геометрии, сфера отражения (V2 - скорость волны вторичного импульса; R - радиусы жестких областей по краям препрегов). Фиг. 3d - вторичная сфера отражения, возникновение областей наименьшего сопротивления (V2 - скорость волны вторичного импульса; N3 - реакция опоры; S - области наименьшего сопротивления). Фиг. 3е - заполнение областей наименьшего сопротивления.
Вследствие того, что в процессе короткого по времени, но достаточно мощного по силе импульса, создаваемого ультразвуком, формируется высокое давление, под воздействием которого возникает мощная ударная волна (фиг.3а), один радиус накладывается и упирается в уже уложенный радиус R1, а радиус R2 остается свободным. В процессе воздействия ультразвукового импульса и создания ударной волны происходит следующее: ударная волна начинает распространяться в обе стороны, постепенно растягивая сечение. Так как основной принцип распространения любого энергетического потока - принцип наименьшего сопротивления, поэтому радиус R1, упираясь в уже уложенный радиус, начинает интенсивно отражать набегающую в это место волну, но при этом происходит интенсивное укладывание в верхней части. Отраженная волна идет в сторону свободного радиуса R2 и по мере достижения начинает удлинять профиль. Удлинение профиля сопровождается уменьшением свободного радиуса R2 и ростом механических напряжений в этой области, что приводит к тому, что растет сопротивление и свободный радиус R2 начинает работать как сфера, отражая пришедшую волну в сторону радиуса R1. Но так как верхняя часть радиуса R1 несвободна и распространение волны идет по принципу наименьшего сопротивления, то в данном случае наименьшее сопротивление имеет пустота, т.е. под действием кратковременных мощных силовых импульсов происходит заполнение пустоты. Это приводит к формированию следующей межслоевой картины, имеющей однородную структуру (см. фиг. 4, 4а). Теперь слои оказываются сцепленными, и для возможного смещения слоев потребуется значительно большая нагрузка, что свидетельствует о повышении герметичности и позволит увеличить эксплуатационные нагрузки.
Также проявляются еще два немаловажных фактора такого способа укладывания. Прежде всего, под действием ударных волн происходят процессы, аналогичные ультразвуковой сварке. Поскольку ударная волна также воздействует и на укладываемую поверхность, то происходит частичное разрушение контактирующих поверхностей и наблюдается процесс взаимопроникновения друг в друга. Таким образом, обеспечивается гораздо лучшее сцепление уложенного термопласта с укладываемой поверхностью, по сравнению с обычной механической укладкой.
И самое главное, под действием ударных волн происходят процессы, приводящие к тому, что во всех местах непосредственного контакта (термопласт - термопласт, термопласт - укладываемая поверхность) возникают области G с повышенной плотностью (фиг. 4), в которых происходит своеобразное вдавливание одних полимерных цепочек в другие, что, в свою очередь, приводит к снижению свободного расширения термопластичной основы, т.е. к снижению ползучести. Процесс аналогичен образованию швейного шва с той лишь разницей, что сшиваемые материалы и нити - это одни и те же полимерные цепочки.
Таким образом, применение укладывающего ролика с ультразвуковой вибрацией и системой против налипания термопласта позволяет обеспечить существенно лучший контакт с поверхностью, сформировать более герметичные швы между слоями, снизить текучесть термопластичной основы связующего и обеспечить более стойкую к механическим воздействиям композиционную структуру, что открывает возможность качественного получения более однородных, сложных и более жестких пространственных структур, например, 3D - оболочек аэродинамических поверхностей крыла, фюзеляжа, различных элементов интерьера и т.д.
Следовательно, самым эффективным способом уплотнения расплавленного термопластичного связующего является комбинирование обкатки роликом с одновременной ультразвуковой вибрацией самого ролика. Как известно, пьезоэлектрики (пьезоэлементы) под действием электрического тока и относительно невысокого напряжения, незначительно деформируются. Но как только действие электрического тока прекращается, пьезоэлектрики возвращаются в исходное состояние, восстанавливая форму. И чем быстрее прекращается действие электрического тока, тем быстрее происходит процесс возвращения в исходную форму. А поскольку пьезоэлектрики имеют очень большие значения модуля упругости, и поэтому очень жесткие, то при очень быстром прекращении действия электрического тока, в процессе восстановления формы достигаются очень высокие значения ускорений, высокие давления, несмотря на скоротечность процесса и незначительную величину деформации. Это позволяет формировать ударные волны высоких энергий в различных средах (причем возможность формировать узконаправленные, концентрированные потоки): в газах, в жидкостях, в твердых телах, которые находят применение в различных областях техники.
Так, благодаря физической основе процесса работы пьезоэлектриков, появляется возможность эффективного соединения и упрочнения связующего на основе термопластов (которые также обладают приличными значениями модуля упругости), поскольку в процессе циклического воздействия сверхкороткими импульсами высоких давлений в структуре термопластов возникают ударные волны высоких энергий, что приводит к возникновению интенсивных местных деформаций и значительному повышению температуры, превышающей значение температуры стеклования термопластов. Это, в свою очередь, приводит к тому, что на рабочем участке обеспечивается значительно большая подвижность молекулярных цепочек, значительное лучшее взаимопроникновение молекулярных цепочек друг в друга, в течение короткого времени, и к появлению существенно больших изгибающих тау-напряжений, также способствующих более интенсивному спутыванию молекулярных цепочек, то есть к снижению текучести термопластов, и повышению прочностных свойств. А при наличии интенсивного охлаждения, небольших толщин, обеспечивается быстрая фиксация, и высокая скорость процесса. Нет необходимости греть всю оснастку и давить на всю площадь формуемой детали.
Предотвращение налипания расплавленного термопластичного связующего осуществляется вследствие удаления осевшей части термопласта на ролике системой ножей и мощным пылесосом, имеющим две трубки: одна, меньшего диаметра, сдувающая большим давлением, а вторая, имеющая больший диаметр, захватывающая вакуумом, как обычный пылесос. При этом дополнительным методом исключения налипания термопласта является нанесение на ролик специального керамического покрытия.
Применение укладывающего прижимного ролика с керамическим покрытием с ультразвуковым вибрационным воздействием для уплотнения расплавленной термопластичной основы и системой удаления налипания термопласта в процессе изготовления детали, формование которой осуществляется при помощи автоматизированной выкладки термопластичного препрега с применением промышленных лазеров, позволяет достичь следующих результатов.
Благодаря ультразвуковой импульсной вибрации укладывающего ролика достигается существенно лучшее прилипание термопластичного препрега к укладываемой поверхности, получаемая структура имеет большую однородность, формируются более герметичные швы между слоями, появляются граничные области повышенной плотности и поэтому снижается текучесть термопластичной основы связующего, что обеспечивает более стойкую к механическим воздействиям композиционную структуру. Применение системы ножей для удаления подплавленного термопласта позволяет более эффективно оптимизировать процесс, увеличить его производительность и значительно снизить количество брака готовых деталей. При этом нагрев ролика под действием ультразвука позволит значительно повысить качество детали, т.к. лента препрега, подходя к нагретому ролику, не будет охлаждаться, и в результате будет обеспечено надежное «схватывание» ленты препрега с формообразующей поверхностью.
Все вышеприведенные достоинства позволяют изготавливать трехмерные детали любой конфигурации с высоким качеством поверхности, высокой прочностью, минимальной ползучестью, высокой точностью геометрических размеров, минимальным весом и большим ресурсом работы.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления композитной формообразующей оснастки для формования изделий из полимерных композиционных материалов | 2019 |
|
RU2720312C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СЛОИСТЫХ ИЗДЕЛИЙ ИЗ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 1996 |
|
RU2116887C1 |
| ЛОПАСТЬ ВОЗДУШНОГО ВИНТА ЛЕТАТЕЛЬНОГО АППАРАТА И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2020 |
|
RU2749051C1 |
| Способ изготовления крупногабаритной фланцевой конструкции из слоистых полимерных композиционных материалов | 2018 |
|
RU2696796C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ИЗ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 2014 |
|
RU2574269C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗАГОТОВКИ РУКОЯТИ ДЛЯ ХОККЕЙНОЙ КЛЮШКИ ИЗ ПОЛИМЕРНО-КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 2024 |
|
RU2817450C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ФОРМОВОЧНОЙ ОСНАСТКИ ИЗ ПОЛИМЕРНОГО КОМПОЗИЦИОННОГО МАТЕРИАЛА | 2000 |
|
RU2188126C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОЖУХА ЗУБЧАТОЙ ПЕРЕДАЧИ ЛОКОМОТИВА | 2023 |
|
RU2825006C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОМПОЗИТНОГО МНОГОСЛОЙНОГО ИЗДЕЛИЯ | 2024 |
|
RU2832222C1 |
| Полимерный биндер, биндерная лента и изделия из ПКМ на их основе | 2021 |
|
RU2779663C1 |
Изобретение относится к авиационной и космической технике и может быть использовано в авиастроении, многоразовых космических системах, ракетостроении и т.д. Согласно способу изготовления деталей из полимерного композиционного материала на основе термопластичных связующих, на предварительно подготовленную формообразующую оснастку выкладывают или наматывают слои термопластичного препрега. Нагревают препрег в процессе его выкладки или намотки слоями на формообразующую оснастку лазерным лучом в интервале температур расплава термопластичного связующего, с приваркой каждых последующих слоев препрега, образованных в результате выкладки или намотки к предыдущим. Уплотняют слои термопластичного препрега укладочным прижимным элементом. Охлаждают полученные выкладкой или намоткой слои препрега. Уплотнение препрега осуществляют путем воздействия на него высокочастотными короткоимпульсными ударами укладочного прижимного элемента с помощью ультразвуковой, импульсной вибрации этого элемента, создаваемой пьезоэлементом пьезопреобразователя. Изобретение обеспечивает повышение качества изготавливаемых деталей и в повышении надежности деталей в процессе их эксплуатации за счет достижения высокой степени монолитности уложенных или намотанных слоев термопластичного препрега и за счет значительного снижения склонности к расслоению нанесенных слоев препрегов. 2 з.п. ф-лы, 14 ил.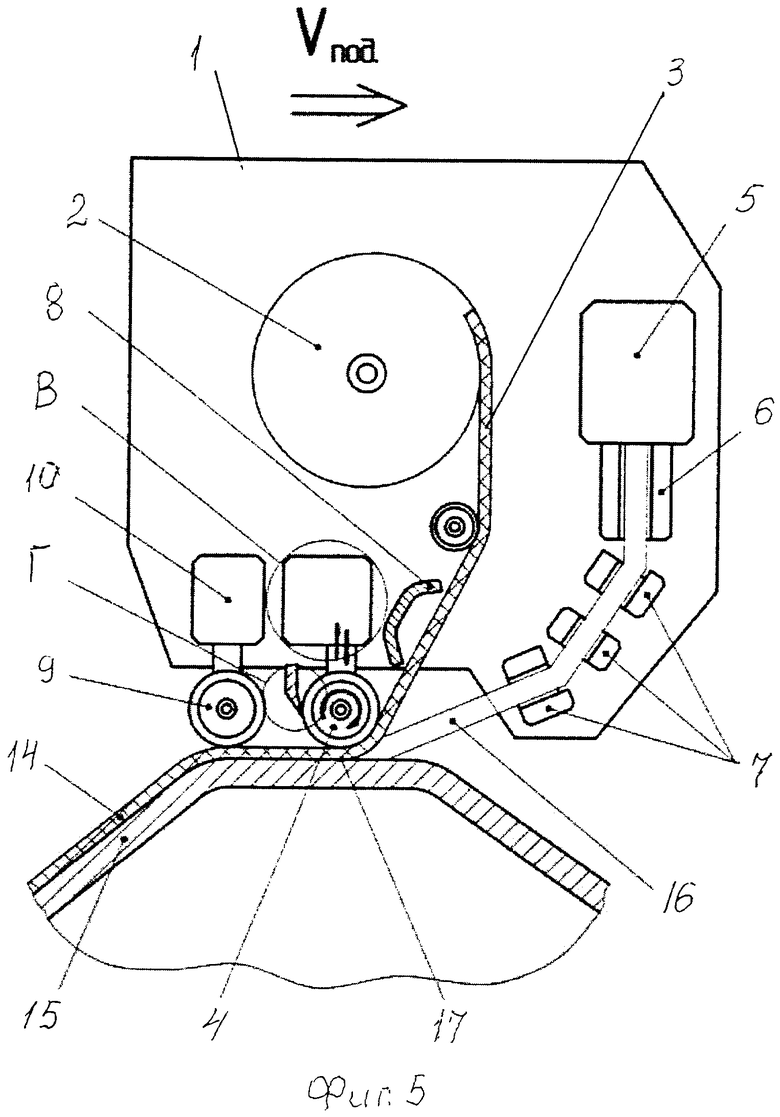
1. Способ изготовления деталей из полимерного композиционного материала на основе термопластичных связующих,
заключающийся в
выкладке или намотке слоями термопластичного препрега на предварительно подготовленную формообразующую оснастку,
нагреве препрега, в процессе его выкладки или намотки слоями на формообразующую оснастку, лазерным лучом в интервале температур расплава термопластичного связующего, с приваркой каждых последующих слоев препрега, образованных в результате выкладки или намотки, к предыдущим,
уплотнении слоев термопластичного препрега укладочным прижимным элементом,
охлаждении полученных выкладкой или намоткой слоев препрега,
отличающийся тем, что
уплотнение препрега осуществляют путем воздействия на него
высокочастотными короткоимпульсными ударами укладочного прижимного элемента с помощью ультразвуковой, импульсной вибрации этого элемента, создаваемой пьезоэлементом пьезопреобразователя.
2. Способ по п. 1, отличающийся тем, что в качестве укладочного элемента используют прижимной ролик.
3. Способ по п. 1, отличающийся тем, что прижимной ролик выполняют с керамическим покрытием.
| WO 2010031364 A1, 25.03.2010 | |||
| ВЫСОКОПРОЧНЫЕ ЛЕНТОЧНЫЕ ИЗДЕЛИЯ ИЗ ПОЛИЭТИЛЕНА СВЕРХВЫСОКОЙ МОЛЕКУЛЯРНОЙ МАССЫ | 2010 |
|
RU2540656C2 |
| РОЛИКОВЫЙ УЗЕЛ ДЛЯ ТРАНСПОРТИРОВАНИЯ ИЗДЕЛИЙ ПРИ ВЫСОКОЙ ТЕМПЕРАТУРЕ (ВАРИАНТЫ) | 1995 |
|
RU2156421C2 |
| RU 2055734 C1, 10.03.1996 | |||
| US 5078821 A, 07.01.1992 | |||
| Питательная среда для получения рестриктирующих эндонуклеаз из бактерий рода НаеморнILUS | 1987 |
|
SU1479507A1 |
| DE 202006014872 U1, 30.11.2006. | |||

