Изобретение относится к машиностроению и приборостроению и может быть использовано, преимущественно, при проектировании и изготовлении зубчатых передач из армированных зубчатых колес, изготовленных из пластических масс или композитных материалов.
Известны различные конструкции пластмассовых зубчатых армированных колес, металлические диски которых обеспечивают их жесткость (Орлов П.И. Основы конструирования. Книга 1. стр.470-471, М.: Машиностроение, 1988 г.). Недостатком таких конструкций является их относительная сложность в изготовлении при незначительном повышении жесткости зубчатого венца в целом.
Наиболее близким по технической сущности и выбранное автором за прототип является армированное зубчатое колесо (Старжинский В.Е. и др. Пластмассовые зубчатые колеса в передачах точного приборостроения, стр.250, рис.5.44. Минск: Наука и Техника, 1993 г.), содержащее пластмассовый зубчатый венец, внутренний армирующий элемент в виде диска внутри пластмассовой части и пластмассовую ступицу с внутренней втулкой. Такая конструкция зубчатого колеса не обеспечивает достаточной изгибной и контактной жесткости зубьев из-за их пластмассовой основы. При такой конструкции зубчатого колеса достаточно сложно обеспечить высокую точность изготовления зубчатого венца вследствие неравномерной усадки пластмассовых элементов и коробления в достаточно широком вероятностном диапазоне после их изготовления. По этой же причине сложно обеспечить требуемую точность посадочного диаметра ступицы.
Задача, на решение которой направлено предлагаемое изобретение, заключается в повышении изгибной и контактной прочности зубьев зубчатого венца с одновременным повышением точности изготовления на универсальном оборудовании.
Сущность изобретения заключается в том, что армированное зубчатое колесо, содержащее пластмассовый зубчатый венец с внутренним армирующим элементом и ступицей с внутренней втулкой, отличается тем, что наружную поверхность зубчатого венца охватывает тонкая металлическая лента, а армирующий элемент выполнен в виде объемного каркаса, причем тонкая металлическая лента жестко и локально соединена с объемным каркасом, который выполнен из дисков с зубчатыми венцами. В профиле эти зубья представлены полигональной кривой. Внутренняя втулка ступицы выполнена в виде внутреннего тонкостенного цилиндра с фланцем, который жестко соединен с внутренним объемным каркасом.
Сущность изобретения поясняется чертежами, где:
на фиг. 1 представлен осевой разрез армированного зубчатого колеса из пластической массы;
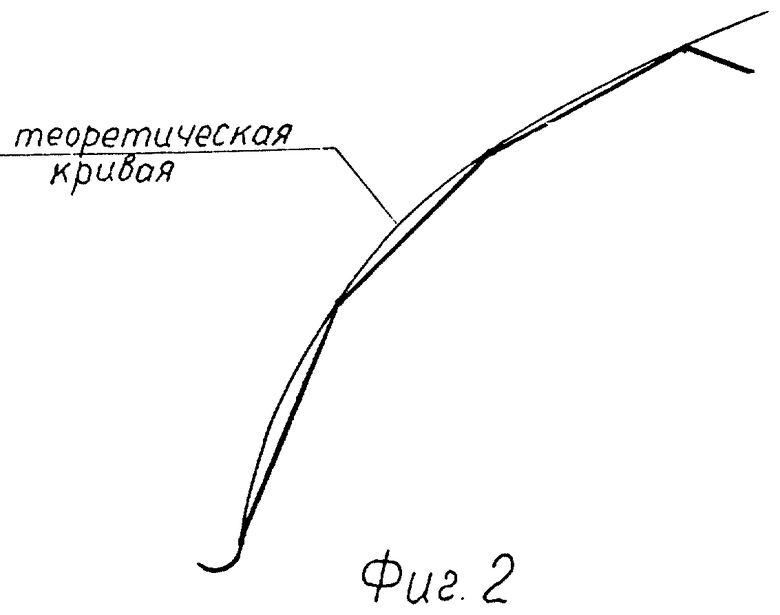
на фиг.2 показан профиль зуба, состоящего из совокупности прямолинейных участков (полигональный профиль);
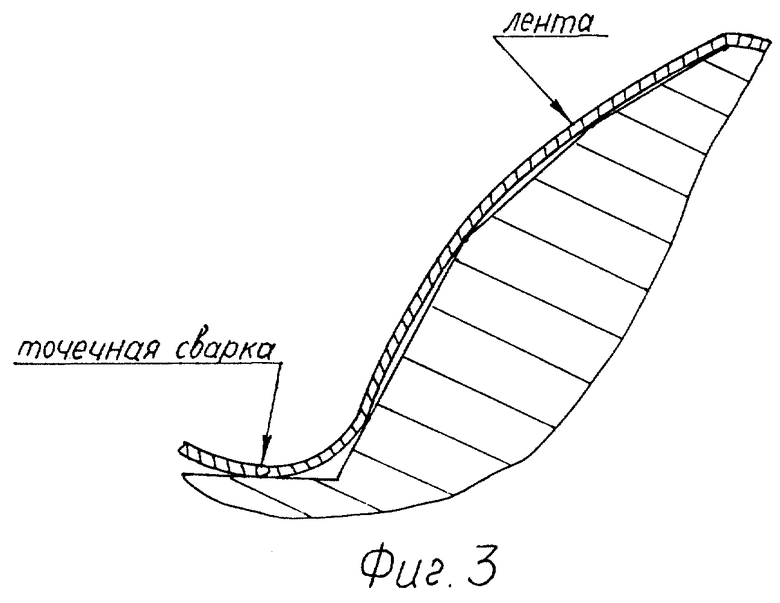
на фиг.3 показан вариант локального крепления ленты по впадинам зубчатых венцов дисков внутреннего объемного армирующего каркаса;
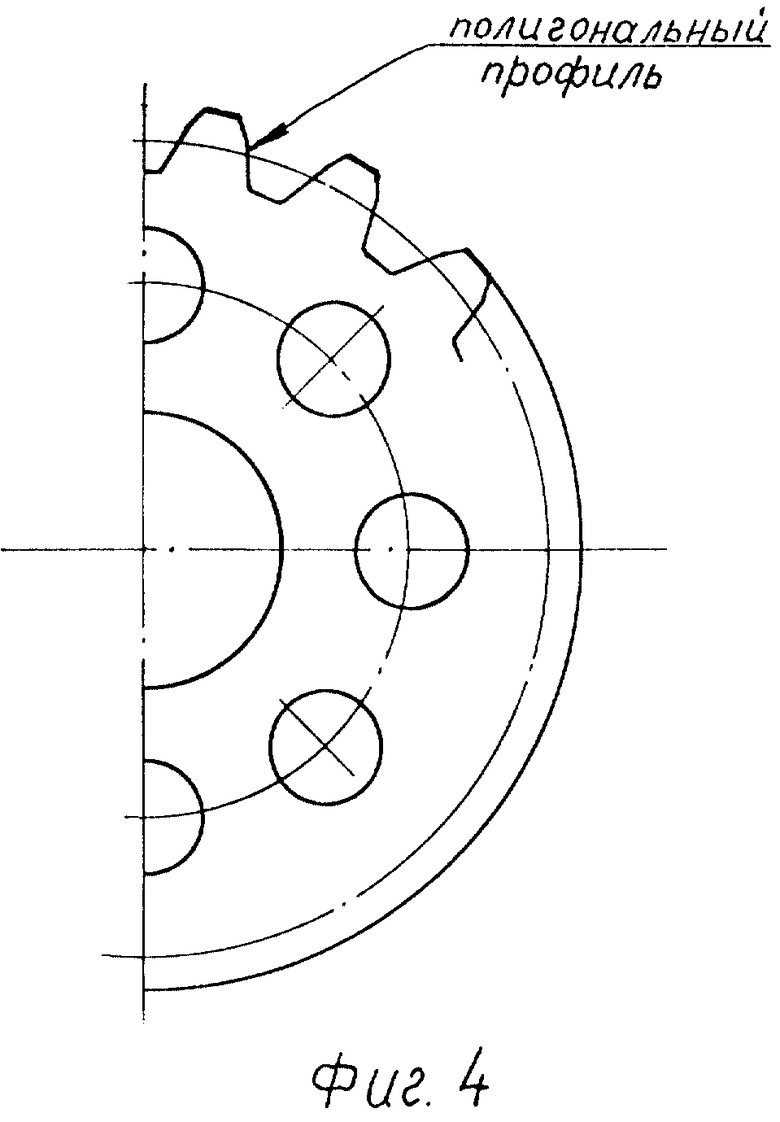
на фиг.4 представлен фрагмент зубчатого венца одного из дисков с функциональными отверстиями внутреннего объемного армирующего каркаса;
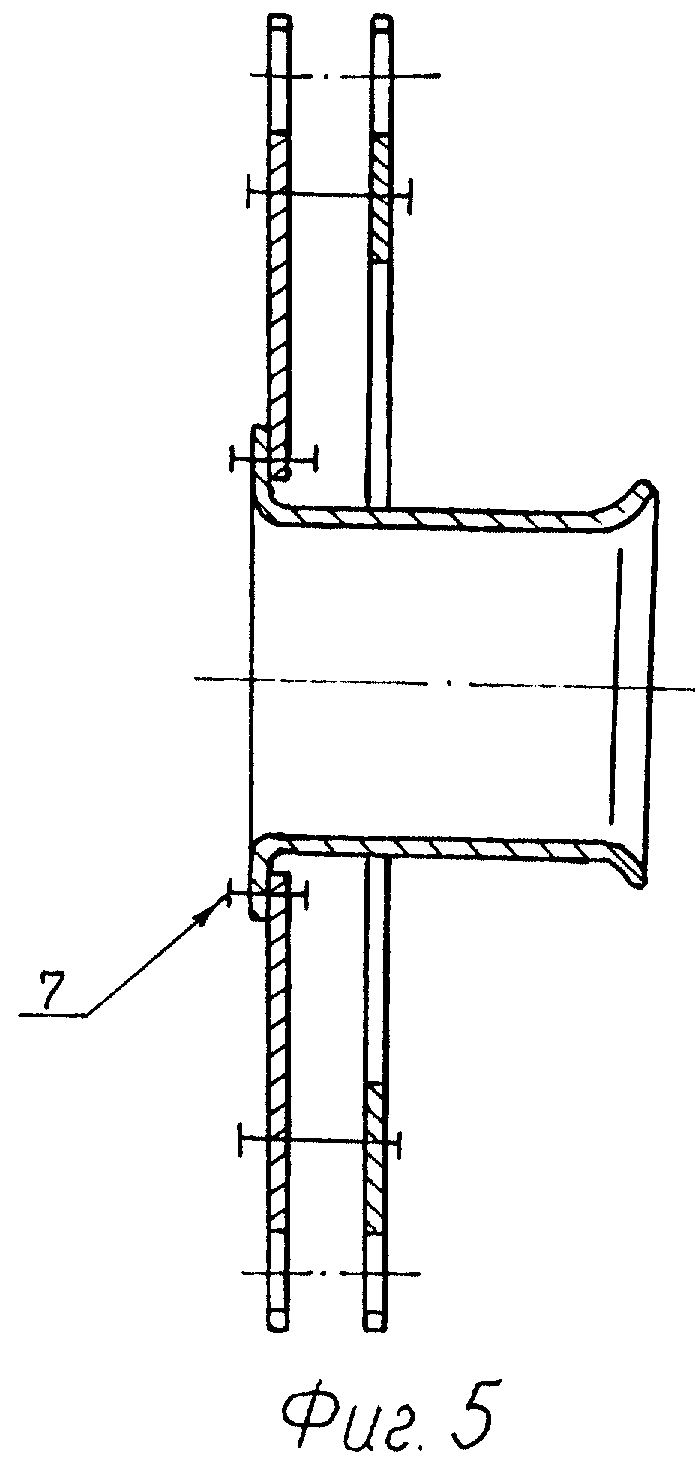
на фиг. 5 представлены металлические элементы в сборе без пластической массы.
Армированное зубчатое колесо содержит пластмассовый зубчатый венец с внутренними армирующими элементами в виде дисков 1 и 2 (фиг.1), которые образуют внутренний объемный каркас и которые имеют зубчатые венцы, ступицу 3 с внутренней втулкой в виде тонкостенного цилиндра 4 с фланцем 5, который жестко закреплен с одним из дисков.
Наружную поверхность зубчатого венца охватывает тонкая металлическая лента (оболочка) 6, которая зафиксирована на зубчатых венцах дисков 1 и 2. Толщина ленты 6 рекомендуется 0,1 m (где m - модуль зубчатого венца). Диски 1 и 2 зафиксированы заклепочными соединениями 7 на расстоянии, к примеру, 1-3 модуля. Профиль зубьев зубчатого венца дисков 1 и 2 представляет собой полигональную кривую (фиг.2), то есть состоит из прямолинейных участков. Это позволяет выполнить зубчатый венец данного вида обычной типовой дисковой фрезой, к примеру, с прямолинейными режущими кромками по методу дискретного огибания.
На фиг. 2 полигональный профиль представлен в упрощенном варианте для наглядности - в виде трех прямолинейных участков. Лента 6 надета на внутренний объемный каркас и замыкается по окружности по зубчатым венцам дисков 1 и 2, выправляя неровности полигональной кривой, и она локально закреплена в каждой впадине между зубьев зубчатого венца, к примеру, точечной лазерной сваркой (фиг. 3). Концы ленты соединены между собой. Соединение в виде, к примеру, лазерного сварочного шва целесообразно расположить во впадине зубчатого венца (между зубьев). Для обеспечения проникновения пластмассы между дисками в процессе изготовления данного зубчатого колеса в них выполнены функциональные отверстия (фиг.4). Для наглядности на фиг.5 показан "скелет" из металлических элементов предлагаемого пластмассового (композитного) армированного зубчатого колеса.
Совокупность предложенных признаков позволяет обеспечить оптимальную жесткость и технологичность конструкции зубчатого колеса и повысить параметры качества за счет введения внешней оболочки на боковые рабочие поверхности зубьев зубчатого венца.
Такая конструкция армированного зубчатого колеса позволяет использовать его в высокоскоростных передачах, так как поверхностный слой из металла на боковых рабочих поверхностях зубьев рассеивает тепло, образующееся в зоне зацепления, обеспечивает повышение изгибной прочности зубьев и их контактной прочности при достаточно малом удельном весе. Изгибная прочность зубов повышается, прежде всего, вследствие двойного армирования непосредственно тела каждого зуба при простом варианте их формирования. Обеспечивается значительно меньшее влияние на внешнюю геометрию зубчатого венца усадки и коробления пластической массы. Учитывая то обстоятельство, что внешняя рабочая поверхность зубчатого венца является металлической лентой, то на стадии формирования ленты возможно обеспечить регулярный микрорельеф или соответствующее антифрикционное покрытие, снижающее трение в зоне зацепления, что приводит к повышению КПД передач в целом.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ФОРМИРОВАНИЯ БОКОВОЙ РАБОЧЕЙ ПОВЕРХНОСТИ ЗУБЬЕВ ЗУБЧАТОГО ВЕНЦА | 2000 |
|
RU2195380C2 |
| ТРУБКА ДЛЯ ЭНДОСКОПИИ | 1994 |
|
RU2086170C1 |
| ТРУБКА ДЛЯ ЭНДОСКОПИИ | 1992 |
|
RU2093063C1 |
| СПОСОБ ЛОКАЛЬНОГО ЛАЗЕРНОГО НАНЕСЕНИЯ ПЛЕНКИ | 1997 |
|
RU2117071C1 |
| МИКРООБЪЕКТИВ ПРЯМОГО ИЗОБРАЖЕНИЯ | 1997 |
|
RU2136026C1 |
| МЕТАЛЛИЧЕСКИЙ ЗАЩИТНЫЙ ЭЛЕМЕНТ БРОНЕЖИЛЕТА | 1995 |
|
RU2099666C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ СКОРОСТЕЙ В ГАЗОВЫХ И ЖИДКОСТНЫХ ОБЪЕМАХ | 1995 |
|
RU2101711C1 |
| ГИБКАЯ УПРАВЛЯЕМАЯ ТРУБКА | 1993 |
|
RU2068229C1 |
| УСТРОЙСТВО ДЛЯ ПОСТРОЕНИЯ МОНОХРОМАТИЧЕСКОГО ИЗОБРАЖЕНИЯ | 1995 |
|
RU2112263C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ТЕНЗОРА ИНЕРЦИИ ТЕЛА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2000 |
|
RU2200940C2 |
Изобретение относится к области машиностроения и приборостроения и может быть использовано для зубчатых передач. Армированное зубчатое колесо содержит пластмассовый зубчатый венец с внутренним армирующим элементом и ступицей с внутренней втулкой. Наружную поверхность зубчатого венца охватывает тонкая металлическая лента. Армирующий элемент выполнен в виде объемного каркаса. Тонкая металлическая лента жестко и локально соединена с объемным каркасом. Технический результат - повышение изгибной и контактной прочности зубчатых колес, конструктивное обеспечение повышения точности их изготовления. 2 з.п. ф-лы, 5 ил.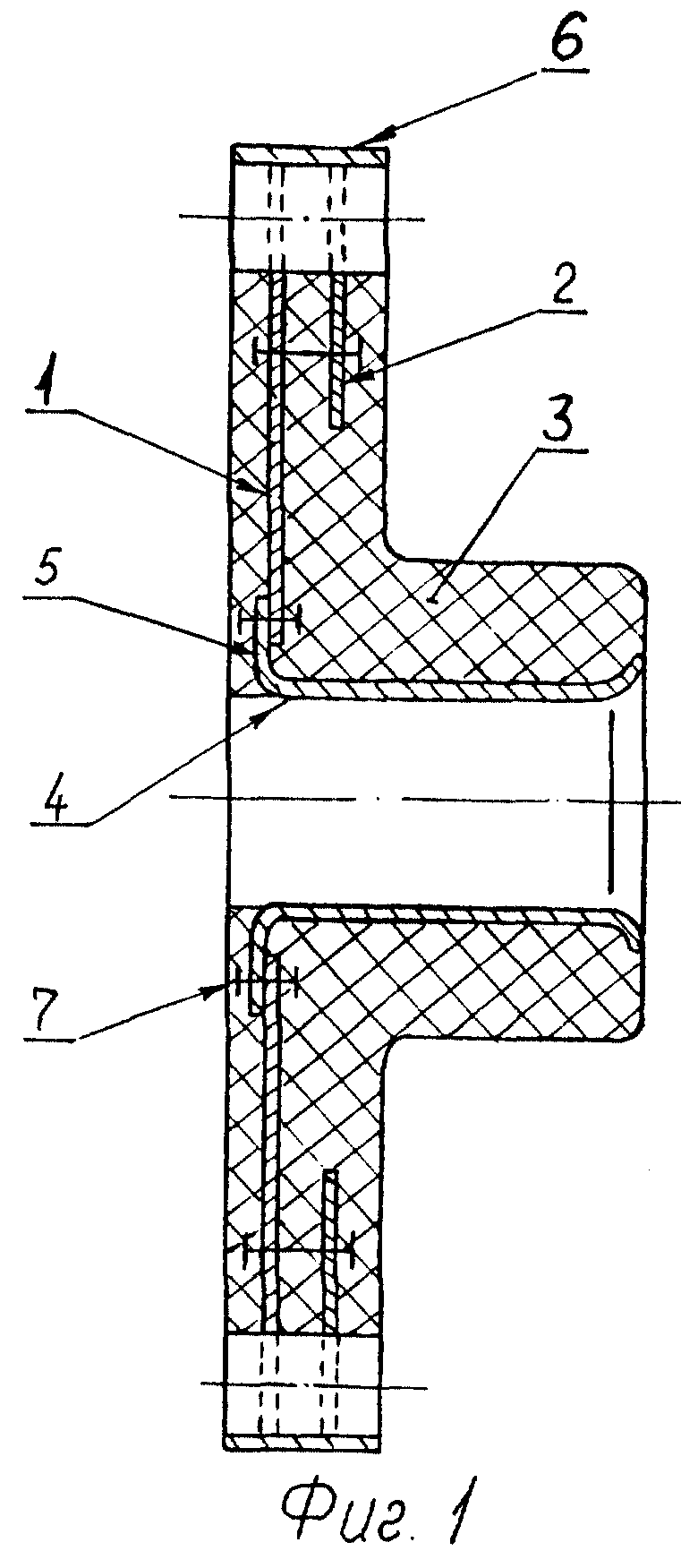
| АНУРЬЕВ В.И | |||
| Справочник конструктора-машиностроителя, Т.2 | |||
| - М.: Машиностроение, 1992, с.420, рис.25Б | |||
| ОРЛОВ П.И | |||
| Основы конструирования | |||
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| АЛЬШИЦ И.Я | |||
| и др | |||
| Проектирование деталей из пластмасс | |||
| - М.: Машиностроение, 1969, с.131, рис.84, с.190, рис.5. | |||

