Изобретение относится к области машиностроения и приборостроения, предназначено для изготовления зубчатых колес, преимущественно из пластических масс, и может быть использовано для производства в основном цилиндрических и конических зубчатых передач.
В основу всех технологических процессов зубоформирования положены два метода: метод огибания и метод копирования. (Зубчатые передачи. Справочник. Под. ред. Е. Г. Гинзбурга. Ленинград, изд-во "Машиностроение", 1980 г.). Метод огибания в практике реализуется червячным или дисковым инструментом. Метод копирования реализуют следующими способами: либо нарезанием (и нередко с последующей отделкой) непосредственно боковой рабочей поверхности зубьев изготавливаемого зубчатого венца, либо штамповкой элементов зубчатого венца (колеса) и их взаимной фиксацией, либо изготовлением формы для литья или прессования зубьев венца. В последнем случае внутренний профиль формы копирует наружный профиль зубчатого венца.
Недостатками вышеуказанных способов нарезания и отделки боковых рабочих поверхностей зубьев является наличие характерного вида шероховатости поверхности, которая зависит от количества режущих кромок инструмента на величину его линейной подачи относительно изготовляемого зубчатого венца. Это не позволяет уменьшить шероховатость боковых рабочих поверхностей зуба до желаемых величин и задавать определенный микрорельеф поверхности зуба с целью снижения трения в зоне зубчатого зацепления. Кроме того, весьма сложно вводить модификацию профильной кривой зуба из-за необходимости изменения профиля режущей кромки инструмента или использования дорогостоящего оборудования, которое обеспечивает в процессе огибания корректировки траектории движения стандартного инструмента. Недостатками процессов литья, прессования в форме зубчатых венцов и штамповки элементов зубчатого венца с последующей их фиксацией является технологическая сложность и трудоемкость изготовления формы и инструмента (особенно для модифицированных зубчатых венцов), копирующих наружные формы (и соответственно профиль) зубчатого венца.
За прототип автор выбрал способ формирования боковой рабочей поверхности зубьев зубчатого венца, включающий получение профиля рабочей поверхности зуба и его фиксацию затвердевающим материалом (патент США 3590456 от 06.07.1971 г., B 21 D 53/08).
Этот способ заключается в следующем: осуществляют штамповку тела круглой пластины (диска) с зубчатым венцом (с зубчатым периметром), формируют гофрированную ленту для основания зубьев, имеющую в основном ту же конфигурацию, что и зубчатый венец пластины (диска). Далее такую ленту фиксируют на зубчатом венце пластины (диска) путем формования дополнительного пластмассового зубчатого венца поверх вышеуказанных элементов зубчатого колеса. Недостатком такого способа изготовления зубчатого венца является наличие процесса штамповки, для которого необходим зубоформирующий инструмент. Кроме того, фиксацию элементов зубчатого колеса следует также осуществить путем зубоформирования дополнительного пластмассового зубчатого венца. Также к недостатку этого способа следует отнести то обстоятельство, что наружная боковая рабочая поверхность зубчатого венца преимущественно выполнена из пластмассы, что снижает контактную прочность данного изделия.
Задача, на решение которой направлено предлагаемое изобретение, состоит в том, чтобы получить боковую рабочую поверхность зуба с достаточно высокой контактной прочностью и с низким значением требуемой шероховатости поверхности, обеспечить возможность без значительных трудозатрат нанесения равномерного слоя антифрикционного покрытия или регулярного микрорельефа на боковой рабочей поверхности зуба, что во всех перечисленных случаях приводит к повышению коэффициента полезного действия зацепления. Снизить трудозатраты на получение модифицированной боковой рабочей поверхности зуба, не использовать дорогостоящее традиционное зубоформирующее оборудование.
Сущность изобретения заключается в следующем. Формирование боковой рабочей поверхности зубьев зубчатого венца включает получение профиля боковой рабочей поверхности зуба из ленты с последующей его фиксацией затвердевающим материалом. При этом используют П-образную ленту с участками переменной толщины со стороны ее внутренней поверхности, наружная поверхность которых представляет собой развертку боковой рабочей поверхности зуба. Получение профиля боковой рабочей поверхности зуба осуществляют путем изгиба участков ленты переменной толщины с образованием их наружной поверхностью требуемой формы, а фиксацию затвердевающим материалом производят путем заполнения им объема зуба, образованного лентой.
Сущность изобретения поясняется чертежами:
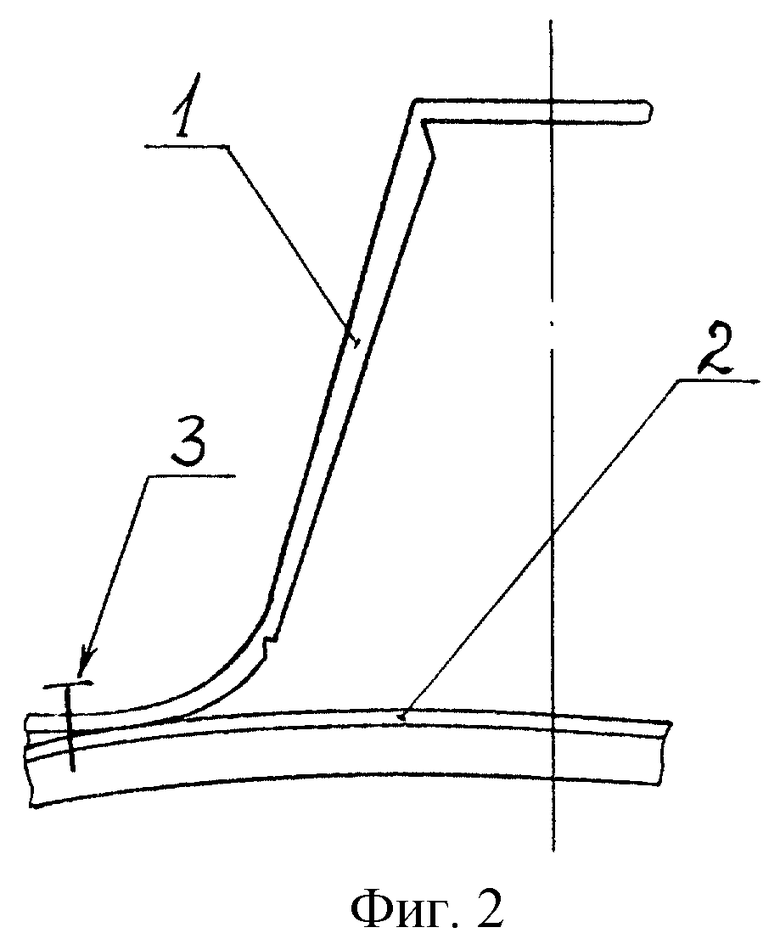
на фиг.1 представлен фрагмент ленты с участком переменной толщины;
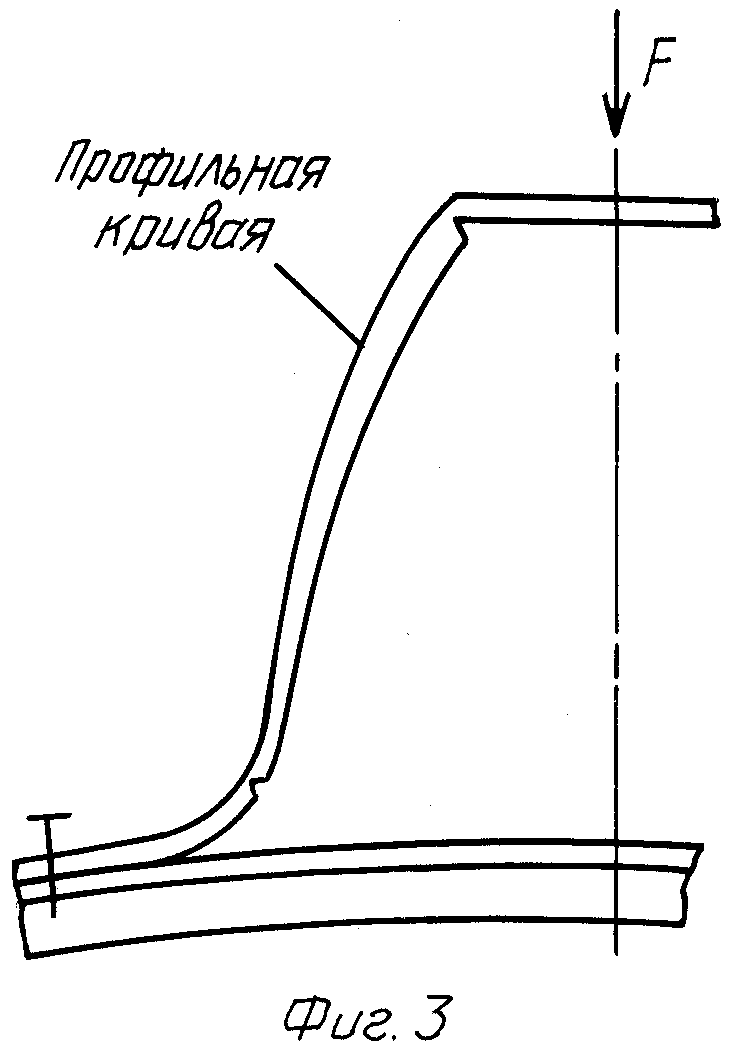
на фиг. 2 представлен фрагмент ленты, закрепленной на армирующем элементе;
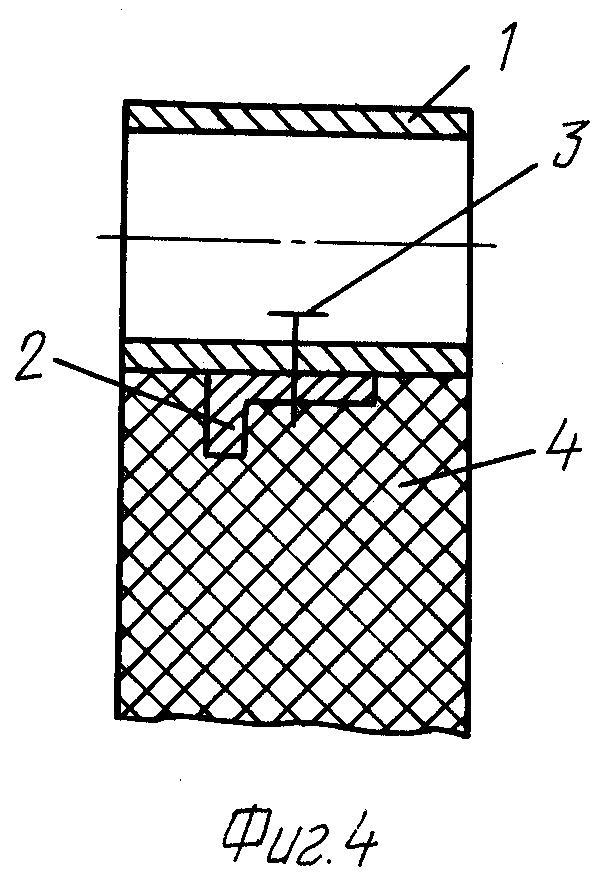
на фиг. 3 показан фрагмент внешней части формируемого зуба путем деформации;
на фиг.4 показан фрагмент осевого разреза сформированного зуба.
Форму зуба изготовляют, к примеру, из тонкой металлической ленты (фиг. 1), которая представляет собой развертку внешних поверхностей зуба. Участок ленты - А, который является разверткой боковой рабочей поверхности зуба, имеет переменную толщину с внутренней стороны. Минимальная толщина ленты из упругих сплавов рекомендуется 0,05-0,1 m (где m - модуль зубчатого венца). Шероховатость внешней поверхности, к примеру, 0,2-0,4 мкм по параметру Rz. Из этой ленты формируют П-образную ленту 1 (фиг.2) и фиксируют, к примеру, на армирующем элементе в виде кольца 2 заклепочным соединением 3. Далее эту первоначальную форму зуба обжимают (изгибают) путем приложения усилия - F к вершине зуба (фиг.3).
В результате этого деформируются боковые участки - А. В силу того, что тонкая лента на этих участках имеет переменную толщину, профиль (контур) зуба будет в зависимости от закона изменения толщины ленты на этом участке. К примеру, изменение толщины тонкой ленты можно подобрать таким, что при изгибе этого участка в заданных геометрических размерах формируемого зуба форма профиля будет эвольвентной. После обжатия зуба из ленты следует зафиксировать получаемый профиль путем заполнения внутреннего объема пластической массой (к примеру термопластом ПА-6) или композитным материалом 4 вместе с армирующим элементом (фиг.4).
Таким образом, после указанных действий предлагаемая совокупность признаков позволяет получить зубчатый венец, который изображен на фиг.4, состоящий из тела (пластической массы или композита) и внешней металлической оболочки (ленты).
Вышеуказанная совокупность признаков позволяет обеспечить минимальные значения шероховатости боковой рабочей поверхности зуба, его высокую контактную прочность. Кроме того, можно осуществить таким путем нанесение равномерного по толщине антифрикционного покрытия боковой рабочей поверхности или задать регулярный микрорельеф, что приведет к повышению коэффициента полезного действия зацепления.
В результате реализации такого способа формирования боковой рабочей поверхности зуба (и соответственно зубчатого венца колеса) не требуется использования традиционного дорогостоящего зубоформирующего оборудования и инструмента. При таком способе отсутствует проблема задания профильной модификации, так как не требуется дополнительного усложнения инструментов и оборудования.
| название | год | авторы | номер документа |
|---|---|---|---|
| АРМИРОВАННОЕ ЗУБЧАТОЕ КОЛЕСО | 2000 |
|
RU2194897C2 |
| ТРУБКА ДЛЯ ЭНДОСКОПИИ | 1994 |
|
RU2086170C1 |
| СПОСОБ ОБРАБОТКИ ПОВЕРХНОСТИ СТЕКЛА | 1991 |
|
RU2030364C1 |
| ГИБКАЯ УПРАВЛЯЕМАЯ ТРУБКА | 1993 |
|
RU2068229C1 |
| МЕТАЛЛИЧЕСКИЙ ЗАЩИТНЫЙ ЭЛЕМЕНТ БРОНЕЖИЛЕТА | 1995 |
|
RU2099666C1 |
| СПОСОБ ЛОКАЛЬНОГО ЛАЗЕРНОГО НАНЕСЕНИЯ ПЛЕНКИ | 1997 |
|
RU2117071C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ТЕНЗОРА ИНЕРЦИИ ТЕЛА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2000 |
|
RU2200940C2 |
| СПОСОБ ОПРЕДЕЛЕНИЯ СКОРОСТЕЙ В ГАЗОВЫХ И ЖИДКОСТНЫХ ОБЪЕМАХ | 1995 |
|
RU2101711C1 |
| УСТРОЙСТВО ДЛЯ ПОСТРОЕНИЯ МОНОХРОМАТИЧЕСКОГО ИЗОБРАЖЕНИЯ | 1995 |
|
RU2112263C1 |
| МУНДШТУК ДЛЯ ДУХОВЫХ МУЗЫКАЛЬНЫХ ИНСТРУМЕНТОВ | 1991 |
|
RU2035068C1 |
Изобретение относится к машиностроению и приборостроению и может быть использовано при изготовлении зубчатых венцов, преимущественно из пластических масс и композиционных материалов. Для формирования боковой рабочей поверхности зубьев зубчатого венца используют П-образную ленту с участками переменной толщины со стороны ее внутренней поверхности. Наружная поверхность этих участков представляет собой развертку боковой рабочей поверхности зубьев. Упомянутые участки изгибают с образованием их наружной поверхностью профиля боковой рабочей поверхности зубьев требуемой формы. После этого объем зубьев, образованных лентой, заполняют затвердевающим материалом. В результате обеспечивается повышение контактной прочности боковой рабочей поверхности зубьев и снижение трудозатрат при ее формировании. 4 ил.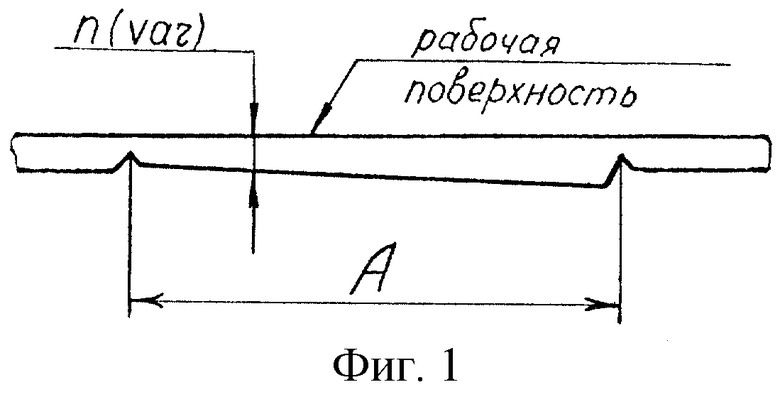
Способ формирования боковой рабочей поверхности зубьев зубчатого венца, включающий получение профиля боковой рабочей поверхности зуба из ленты и его фиксацию затвердевающим материалом, отличающийся тем, что используют П-образную ленту с участками переменной толщины со стороны ее внутренней поверхности, наружная поверхность которых представляет собой развертку боковой рабочей поверхности зуба, получение профиля боковой рабочей поверхности зуба осуществляют путем изгиба участков ленты переменной толщины с образованием их наружной поверхностью требуемой формы, а фиксацию затвердевающим материалом производят путем заполнения им объема зуба, образованного лентой.
| US 3590456, 06.07.1971 | |||
| Способ изготовления шлицевых венцов | 1979 |
|
SU837507A1 |
| Способ изготовления зубчатого венца с наружными зубьями из листового материала | 1988 |
|
SU1655619A1 |
| ЗУБЧАТЫЙ ВЕНЕЦ С ВНЕШНИМИ ЗУБЬЯМИ И СПОСОБ ЕГО ФОРМООБРАЗОВАНИЯ | 1991 |
|
RU2029189C1 |
| УСТРОЙСТВО ДЛЯ МАССАЖА | 1990 |
|
RU2123317C1 |
| Устройство переменного приоритета | 1985 |
|
SU1383351A1 |

