Изобретение относится к области металлургии, а именно к элементам конструкции печей, и может быть использовано, например, в руднотермических печах на предприятиях, производящих ферросплавы.
Известно устройство ванны руднотермической печи, состоящее из металлического кожуха и футеровки, выполненной из огнеупорных, теплоизоляционных и связующих материалов, углеродных блоков. Футеровка, как правило, состоит из слоя огнеупорного порошка, слоя кирпичной кладки, 1 ряда стеновых углеродных блоков и 2 или 3 слоев подовых углеродных блоков. Швы между подовыми блоками каждого слоя перекрывают подовыми блоками следующего слоя. Углеродные подовые блоки в слое укладывают впримык. Между слоями набивают электродную массу или специальные растворы. По краю подины выкладывают боковую стену из стеновых углеродных блоков и верхнюю стеновую часть из огнеупорных кирпичей. Подину и стены можно целиком изготавливать из электродной набивной массы (см. Г. Дуррер, Г. Фолькерт. Металлургия ферросплавов, М., Металлургия, 1976, с. 104-108).
Однако недостатком такого устройства футеровки ванны руднотермической печи является то, что при монтаже, обжиге и эксплуатации между углеродом боковых граней углеродных подовых блоков, уложенных впримык, не наблюдается химической связи и, соответственно, между ними остается зазор. При нагреве за счет температурного расширения материала углеродистых блоков зазор должен уменьшаться, однако это достигается лишь при весьма жесткой конструкции ванны (из практики ОАО "Кузнецкие ферросплавы" известны случаи разрывов жестких кожухов печи). На практике зазор увеличивается за счет неодинакового расширения футеровочных материалов вследствие неравномерного их нагрева и дефектов их кристаллической структуры. Вследствие этого, при обжиге в материале подовых углеродных блоков возникает напряжение, вызывающее их изгибы и разломы, приводящие к образованию трещин. Зазоры, трещины и разломы являются местом проникновения расплава и агрессивных газов, приводящие к разрушению футеровки и кожуха, авариям и сокращению срока службы печи. Ванны с набивной футеровкой имеют такие же недостатки, как и у ванн с укладкой углеродных подовых блоков впримык.
В настоящее время ванны с раскладкой углеродных подовых блоков впримык и набивными слоями между слоями углеродных подовых блоков электродной набивной массой, а также целиком изготовленных из электродной набивной массы в металлургической промышленности практически не используются.
Наиболее близкой по технической сущности и достигаемому эффекту является устройство футеровки ванн печей для выплавки ферросилиция, установленных на ОАО "Кузнецкие ферросплавы" г. Новокузнецка, выполняемое по инструкции ЭИ-Ф-01-93 (см. "Эксплуатация руднотермических электропечей, выплавляющих ферросилиций". Инструкция ЭИ-Ф-01-93, ОАО "Кузнецкие ферросплавы", г. Новокузнецк, 1993 г., с. 6-10, 101). Для футеровки ванны руднотермических печей применяют огнеупорные, теплоизоляционные и связующие материалы, углеродные блоки. Перед началом футеровки ванны внутренняя поверхность стен и днища кожуха обкладывается при помощи жидкого стекла листовым асбестом. На днище кожуха для заполнения неровностей насыпают слой огнеупорного порошка, который утрамбовывается и выравнивается. Горизонтальность насыпки проверяется рейкой. На выровненную поверхность засыпки днища кожуха укладывают вперевязку несколько слоев кирпича из разного вида огнеупоров. Горизонтальность кирпичной кладки проверяют по уровню. Для компенсации теплового расширения как в кирпичной, так и в углеродных частях футеровки оставляется буферный зазор, заполняемый огнеупорным порошком. Кирпичная кладка подовой части выполняется "всухую". После окончания кладки кирпичной части подины начинают возводить стену из огнеупорного кирпича. Кладку кирпичных слоев стены выполняют вперевязку на растворе. Верхняя часть кирпичной кладки выполнена ступенчато, нисходя к центру ванны. На последний слой предварительно нагретой кирпичной кладки подины укладывается и выравнивается трамбовками слой подовой массы толщиной 30-35 мм. На слой подовой массы в зависимости от поперечного сечения подовых блоков укладывают вперевязку 2-3 слоя углеродных подовых блоков. Заданная толщина шва между углеродными подовыми блоками обеспечивается равномерной укладкой по всей площади подины откалиброванных шашек из графитированных электродов диаметром 100 мм. Ширина шва между поверхностями боковых граней в слоях подовых углеродных блоков инструкцией ЭИ- Ф-01-93 не установлена и составляет, на практике, 50-70 мм. Боковые грани подовых углеродных блоков имеют гладкую поверхность. Подовые углеродные блоки прогревают форсунками, после чего швы между ними набивают нагретой до 100-150oС подовой массой. На выровненную и отгоризонтированную по уровню поверхность первого нижнего слоя (при двухслойной раскладке подовых углеродных блоков) или второго слоя (при трехслойной раскладке подовых углеродных блоков) строго вертикально устанавливают стеновые углеродные блоки. Вертикальные зазоры между стеновой кирпичной кладкой, стеновыми углеродными блоками и подовыми углеродными блоками заполняют порциями нагретой до 100-150oС подовой или электродной массой, утрамбовывают горячими трамбовками.
Кроме того, используется способ заполнения горизонтальных и вертикальных межблочных швов жидкотекучей углеродной подовой массой. Ширина шва между поверхностями боковых граней в слоях подовых углеродных блоков инструкцией не установлена и составляет, на практике, 50-70 мм. Боковые грани подовых углеродных блоков имеют гладкую поверхность. Заполнение каждого слоя подовых углеродных блоков производится отдельно, как и при набивке их обычной углеродной подовой массой. В этом случае подовые углеродные блоки устанавливают на шашки из графитированных электродов с заданным диаметром и высотой.
До заливки электродной массы подовые блоки, последний слой кирпичной кладки нагревают до температуры нагрева заливаемой электродной массы. Жидкотекучие свойства углеродная подовая масса приобретает при температуре 180-220oС. Кроме того, требуется ее перегрев из расчета потерь тепла при транспортировке и выполнение операции заливки массы. После заливки подовой массы углеродные блоки нагревают форсунками до красного свечения. Операцию заливки повторяют. При формировании плотного шва выполнение слоя подовой футеровки считается законченным.
Время выполнения межблочных швов по данной технологии составляет до 48 часов на 1 слой подовых углеродных блоков.
Другие монтажные операции выполняются те же и в той же последовательности, как и при набивке межблочных швов рядовой углеродной подовой массой.
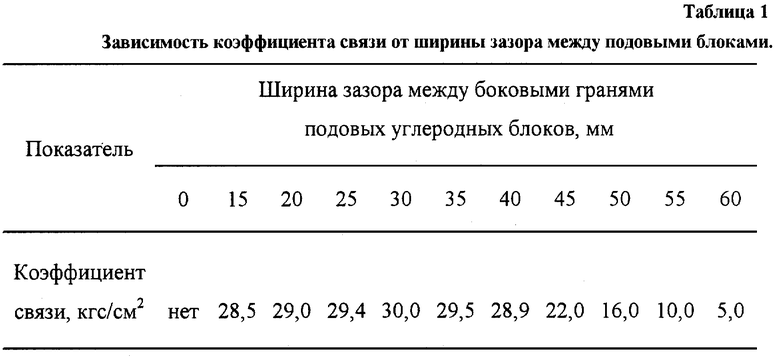
Недостатком такой конструкции футеровки, выполненной по технологической инструкции ЭИ-Ф-01-93 является то, что в межблочных и периферийных швах при обжиге и эксплуатации происходит процесс усадки, в блоках создается напряжение, за счет повышения высоты шашек из графитированных электродов от температурного расширения и увеличения их объема. Все это вызывает изгиб и разломы углеродных подовых блоков, образование трещин, соответственно проникновение расплава и агрессивных газов, разрушение футеровки и кожуха, аварии и преждевременное отключение печи на ремонт. Размер межблочного шва между поверхностями боковых граней подовых углеродных блоков 50-70 мм является нецелесообразньм, так как при обжиге и эксплуатации связь химическая углерода материала в швах и в подовых углеродных блоках имеет малую величину (см. таблицу 1).
В связи с этим, образуются разрушения футеровки подины и кожуха, аварии и преждевременные отключения печи на капитальный ремонт. При осмотре отработанной футеровки некоторых печей для выплавки ферросилиция ОАО "Кузнецкие ферросплавы", г. Новокузнецк, отмечено заполнение межблочных и периферийных швов смесью металла и шлака.
Задачей изобретения является повышение надежности конструкции футеровки подины печи, стойкости межблочных швов, увеличение срока службы футеровки подины, улучшение условий труда.
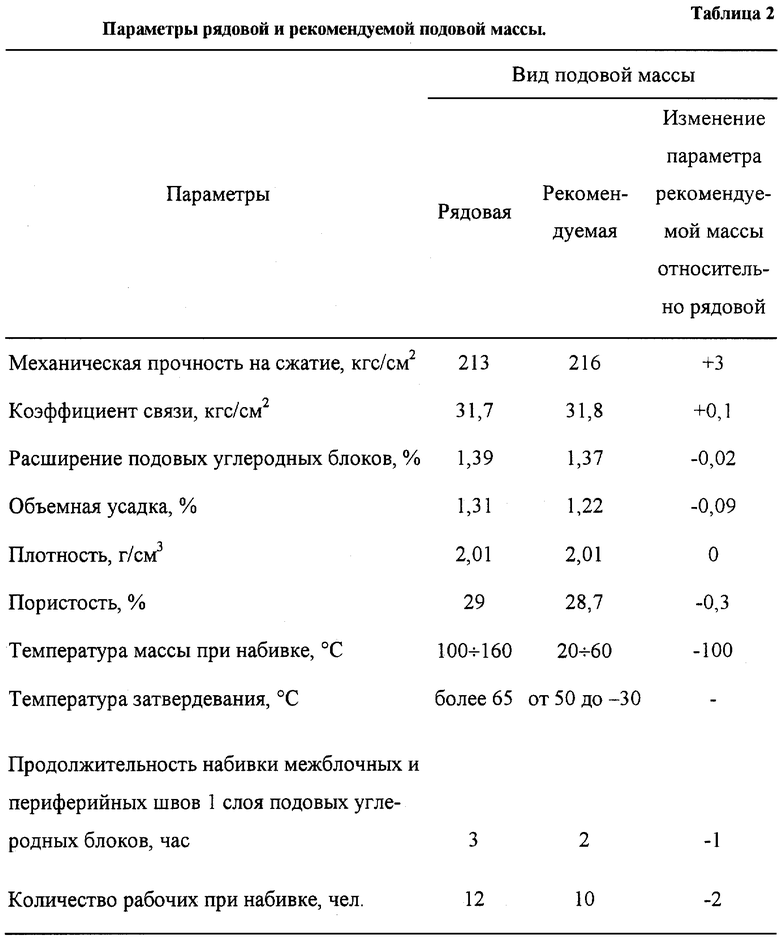
Сущность изобретения заключается в том, что в устройстве футеровки ванны руднотермической печи, состоящей из огнеупорных, теплоизоляционных и связующих материалов, углеродных блоков, согласно изобретению углеродный слой подины выполнен из двух и более слоев подовых углеродных блоков с шириной межблочных и периферийных швов от 20 до 40±5 мм, для набивки которых используется подовая масса с температурой затвердевания от 50 до -30oС и нагретой до температуры 20-60oС.
Футеровка ванны руднотермической печи состоит из кладки из огнеупорных кирпичей, отгоризонтированной по уровню и выполненной "всухую", разложенных на ней вперевязку 2 и более слоев подовых углеродных блоков с размерами швов между поверхностями боковых граней подовых углеродных блоков от 20 до 40±5 мм (оптимальный размер по таблице 1). Боковые грани подовых углеродных блоков снабжены двумя и более горизонтальными клиновидными замковыми пазами, межблочные и периферийные швы набиты подовой массой с температурой затвердевания от 50oС до -30oС. На верхний слой подовых углеродных блоков набит слой подовой массы от 5 до 40 мм.
Набивка подовой массы без нагрева поверхности боковых граней подовых углеродных блоков при температуре окружающей среды более 0oС и с нагревом поверхности боковых граней подовых углеродных блоков до температуры 60-80oС при температуре окружающей среды менее 0oС, использование подовой массы с температурой нагрева 20-60oС обеспечивает обычное рабочее место для обслуживающего монтаж печи персонала по сравнению с использованием подовой массы с температурой нагрева 100-150oС и выше (см. таблицу 2).
Последний слой подовых углеродных блоков могут покрывать слоем подовой массы (рекомендуемой в таблице 2) толщиной 5-40 мм для защиты блоков от окисления во время ввода печи в эксплуатацию.
Для повышения надежности футеровки все подовые углеродные блоки, а также обращенные к центру печи боковые грани стеновых углеродных блоков могут быть снабжены двумя и более горизонтальными замковыми пазами.
Практика набивки ручным инструментом (например, пневмоперфоратором) показала, что использованию ручного инструмента при набивке узкого шва (до 60 мм) препятствует стеновой блок (ручной инструмент имеет некоторую толщину, из-за которой трамбовка входит в периферийный шов под углом, не доходя до набиваемой слоями массы, так как ручной инструмент боковой стороной упирается в стеновой блок). Необходимо, чтобы высота трамбовки превышала высоту стенового блока (около 1-1,5 м). Вес такого инструмента велик и работать им трудно, поэтому количество людей, занятых на набивке, необходимо увеличить. Поэтому, на руднотермических печах, работающих с постоянным гарнисажем на стенках ванны (см. Теория и технология производства ферросплавов: Учебник для вузов/ Гасик М.И., Лякишев Н.П., Емлин Б.И. М.: Металлургия, 1988, с. 147), набивка периферийного шва между подовыми и стеновыми углеродными блоками ручным инструментом осуществима без особых трудозатрат при его ширине 60-140 мм. Над периферийным швом верхнего слоя подовых углеродных блоков набит защитный слой из подовой массы толщиной 30-70 мм, который защитит периферийный шов от воздействия шихты, расплава и шлака на стадии формирования гарнисажа. Надежность футеровки ванны руднотермической печи не снижается, так как периферийный шов, в основном, закрыт гарнисажем от металла и шлака, а в местах контакта с агрессивной средой набивка выполняется особо тщательно.
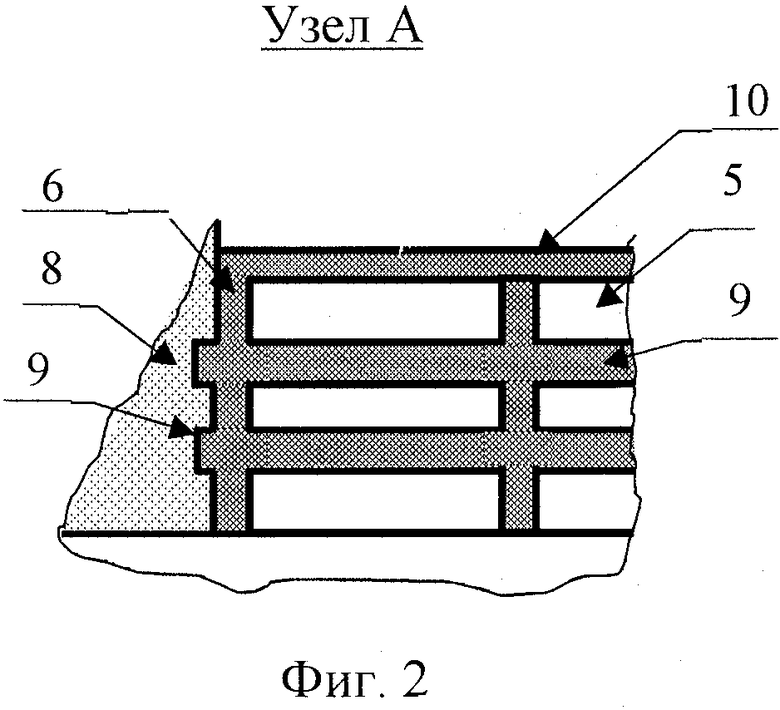
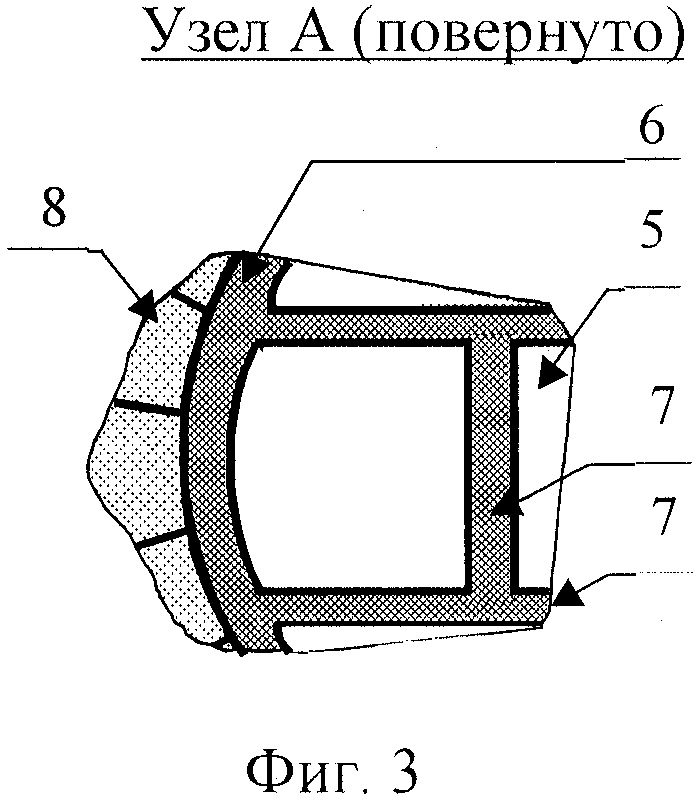
На фиг. 1 показано предлагаемое устройство футеровки ванны руднотермической печи с двумя слоями подовых углеродных блоков с набитой в периферийный и межблочные швы подовой массой. На фиг.2 показано примерное устройство замковых пазов с набитой в периферийный и межблочные швы подовой массой. На фиг.3 показан вид сверху периферийного шва с набитой в него подовой массой.
Предложенное устройство футеровки ванны руднотермической печи состоит из огнеупорных, теплоизоляционных и связующих материалов, углеродных блоков. Внутренняя поверхность стены и днища кожуха 1 облицована при помощи жидкого стекла листовым асбестом. На днище кожуха 1 насыпан и утрамбован слой насыпки 2 из огнеупорного порошка. На выровненной и отгоризонтированной поверхности насыпки 2 уложены вперевязку несколько слоев огнеупорного кирпича 3 различного вида, горизонтальность которого выверена по уровню. Швы в кладке огнеупорного кирпича 3 тщательно заполнены "сухим" порошком из огнеупоров. Кирпичная кладка подовой части выполнена "всухую". Для компенсации теплового расширения футеровочных материалов и кожуха печи как в кирпичной, так и в углеродной частях футеровки оставляется буферный зазор, заполняемый огнеупорным порошком. Кладка кирпичных слоев стены 4 выполнена вперевязку на растворе до уровня первого слоя подовых углеродных блоков 5. На верхний отгоризонтированный слой кладки кирпича 3 разложен первый слой подовых углеродных блоков 5, периферийный шов 6 и межблочные швы 7 которого имеют ширину от 20 до 40±5 мм и набиты подовой массой (рекомендуемая в таблице 2). До уровня стеновых углеродных блоков 8 возведена стена 4 из огнеупорного кирпича. На поверхности первого слоя (при двухслоевой раскладке подовых углеродных блоков 5) или одного из слоев, кроме верхнего (при укладке более двух слоев подовых углеродных блоков 5) строго вертикально установлены стеновые углеродные блоки 8. Слои подовых углеродных блоков 5 разложены вперевязку друг над другом. Периферийные швы 6 и межблочные швы 7 шириной от 20 до 40±5 мм набиты подовой массой (рекомендуемой в таблице 2).
Все подовые углеродные блоки, а также обращенные к центру печи боковые грани стеновых углеродных блоков могут быть снабжены двумя и более горизонтальными замковыми пазами 9.
Последний слой подовых углеродных блоков 4 могут покрывать слоем подовой массы 10 (рекомендуемой в таблице 2) толщиной 5-40 мм для защиты блоков от окисления во время ввода печи в эксплуатацию.
Верхняя часть стены 4 выполнена из кирпича, ступенчато уложенного вперевязку, нисходя к центру ванны. Зазор 11 между боковой футеровкой ванны и кожухом 1 засыпан огнеупорным порошком.
| название | год | авторы | номер документа |
|---|---|---|---|
| КАТОДНОЕ УСТРОЙСТВО АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА | 1996 |
|
RU2096531C1 |
| ФУТЕРОВКА ВАННЫ РУДНО-ТЕРМИЧЕСКОЙ ЭЛЕКТРОПЕЧИ | 1997 |
|
RU2115874C1 |
| СПОСОБ ФУТЕРОВКИ КАТОДНОГО УСТРОЙСТВА АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА | 1997 |
|
RU2149923C1 |
| КАТОДНОЕ УСТРОЙСТВО АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА | 1997 |
|
RU2121528C1 |
| СПОСОБ ПОДГОТОВКИ КАТОДНОГО УСТРОЙСТВА ПЕРЕД ОБЖИГОМ АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА | 2006 |
|
RU2337183C2 |
| Футеровка руднотермической печи | 1977 |
|
SU857685A1 |
| Способ футеровки подины и откосов металлургических печей | 1980 |
|
SU932173A1 |
| СПОСОБ МОНТАЖА КАТОДНОГО УСТРОЙСТВА АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА | 1992 |
|
RU2073750C1 |
| Способ монтажа катодного узла электролизера для получения алюминия | 1978 |
|
SU771193A1 |
| СПОСОБ ВЫПЛАВКИ ФЕРРОСИЛИЦИЯ В РУДОТЕРМИЧЕСКОЙ ПЕЧИ | 2010 |
|
RU2451098C2 |
Изобретение относится к металлургии, а именно к элементам конструкции печей, оно может быть использовано, например, в рудно-термических печах на предприятиях, производящих ферросплавы. В устройстве футеровки ванны рудно-термической печи, состоящем из огнеупорных, теплоизоляционных и связующих материалов, углеродных блоков для повышения надежности защиты футеровки и кожуха от разрушения расплавом и агрессивными газами, увеличения срока службы печи, снижения усадки углеродной части в периферийных и межблочных швах, улучшения условий труда углеродный слой подины выполнен из двух и более слоев подовых углеродных блоков с оптимальной шириной межблочных и периферийных швов. Для набивки межблочных и периферийных швов оптимальной ширины используется подовая масса с температурой затвердевания от 50 до -30oС. Для повышения надежности футеровки поверхности боковых граней подовых углеродных блоков, а также соприкасающиеся с периферийными швами боковые грани стеновых углеродных блоков снабжены замковыми пазами. Для защиты блоков от окисления во время ввода печи в эксплуатацию верхний слой подовых углеродных блоков покрыт защитным слоем из подовой массы. На рудно-термических печах, работающих с постоянным гарнисажем на стенах ванны, при набивке периферийного шва между стеновыми и подовыми углеродными блоками ширина периферийного шва изменяется для сокращения времени набивки. Над периферийным швом верхнего слоя подовых углеродных блоков для защиты его от окисления выполняют слой из подовой массы. Изобретение обеспечивает повышение срока службы футеровки и улучшение условий труда. 6 з.п. ф-лы, 2 табл., 3 ил.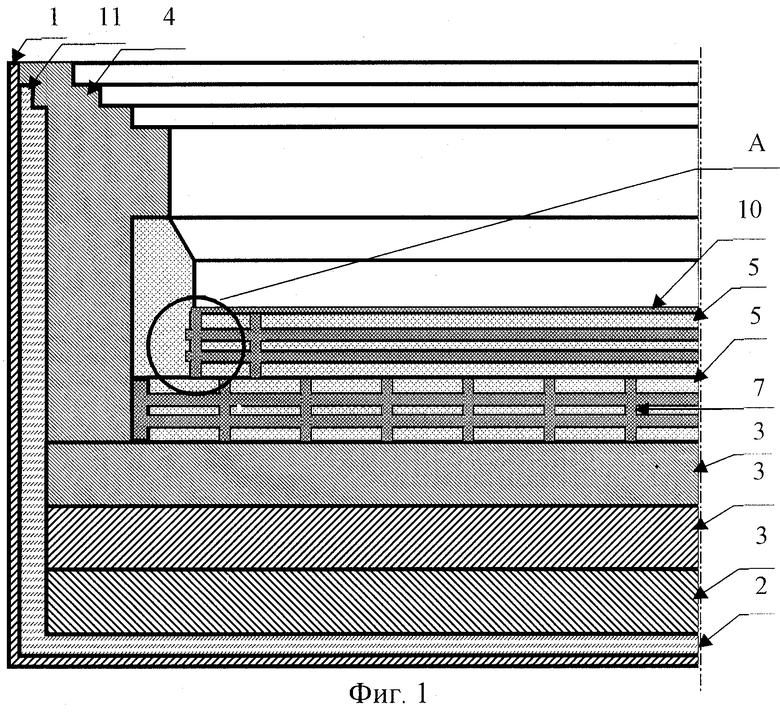
| Эксплуатация руднотермических печей, выплавляющих ферросилиций | |||
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| ОАО "Кузнецкие ферросплавы" | |||
| - Новокузнецк, 1993, с | |||
| Приспособление для точного наложения листов бумаги при снятии оттисков | 1922 |
|
SU6A1 |
| ДУРРЕР Г., ФОЛЬКЕРТ Г | |||
| Металлургия ферросплавов | |||
| - М.: Металлургия, 1976, с | |||
| Счетная таблица | 1919 |
|
SU104A1 |
| Печь для графитации углеграфитовых материалов и изделий | 1979 |
|
SU894301A2 |
| МОРИМОТО Т | |||
| и др | |||
| Сооружение шахтной печи для выплавки ферромарганца | |||
| Кавасаки сэйтацу гихо | |||
| Кузнечная нефтяная печь с форсункой | 1917 |
|
SU1987A1 |
| Способ изготовления электрических сопротивлений посредством осаждения слоя проводника на поверхности изолятора | 1921 |
|
SU19A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
| ФУТЕРОВКА ЭЛЕКТРОДУГОВОЙ ПЕЧИ ПОСТОЯННОГО ТОКА | 1992 |
|
RU2049297C1 |

