Предлагаемое изобретение относится к металлургии цветных металлов, в частности к электролитическому получению алюминия, к катодным устройствам электролизеров для получения алюминия.
Известно катодное устройство алюминиевого электролизера, включающее металлический катодный кожух, теплоизоляционную и огнеупорную футеровку, подину, выполненную из подовых блоков с катодными токоподводящими стержнями, бортовую футеровку, состоящую из слоя огнеупорной замазки, слоя шамотного кирпича и угольных боковых плит, и периферийные межблочные швы [1]
Недостатком данного устройства является то, что при выполнении набойки периферийных швов между подовыми блоками и бортовой футеровкой, т.е. заполнения указанных швов подовой массой, вибрации от используемых при набойке специальных вибрационных машин пневматического или электрического действия или в отдельных случаях пневматических трамбовок передаются бортовой футеровке, в результате чего возможно образование трещин в бортовой футеровке, нарушение плотного прилегания бортовой футеровки к стенкам катодного кожуха, необходимого для отвода тепла и создания условий для образования устойчивого, с необходимыми размерами и формой защитного гарниссажа на внутренних стенках бортовой футеровки, и образование воздушного зазора как между стенками катодного кожуха и бортовой футеровкой, так и между слоями самой бортовой футеровки. Это приводит к снижению срока службы алюминиевого электролизера из-за проникновения расплава в образовавшиеся в бортовой футеровке трещины и зазоры между указанными элементами и к стенкам катодного кожуха и нарушению заданного теплового режима алюминиевого электролизера из-за повышения теплопроводности бортовой футеровки и изменения ее теплофизических свойств.
Наиболее близким является катодное устройство алюминиевого электролизера, включающее металлический катодный кожух, теплоизоляционную и огнеупорную футеровку, подину, выполненную из подовых блоков с катодными токоподводящими стержнями, бортовую футеровку, выполненную из элементов, состоящих из плотно прилегающих друг к другу и к катодному кожуху слоя углеродсодержащего материала со связующим и слоя твердого керамического материала, имеющего более высокую теплопроводность относительно слоя углеродсодержащего материала, и периферийные межблочные швы [2]
Использование в конструкции катодного устройства алюминиевого электролизера бортовой футеровки из плотно прилегающих друг к другу и к катодному кожуху слоев с различной теплопроводностью обеспечивает не только высокую стойкость против воздействия расплава, но и практически не препятствует тепловому потоку, направленному наружу, что обеспечивает необходимые условия для отвода тепла и образования защитного гарниссажа на внутренних стенках бортовой футеровки и способствует повышению срока службы алюминиевого электролизера.
Однако, несмотря на это, конструкция данного катодного устройства не исключает образование трещин в элементах бортовой футеровки, нарушение плотного прилегания бортовой футеровки к стенкам катодного кожуха и образование воздушного зазора между ними в результате передачи вибрации от используемых при набойке периферийных швов специальных вибрационных машин пневматического или электрического действия или в отдельных случаях пневматических трамбовок, что приводит к снижению срока службы алюминиевого электролизера из-за проникновения расплава в образовавшиеся в бортовой футеровке трещины и зазоры между указанными элементами и к стенкам катодного кожуха и нарушению заданного теплового режима электролизера из-за повышения теплопроводности бортовой футеровки и изменения ее теплофизических свойств.
В основу изобретения положена задача разработать катодное устройство алюминиевого электролизера, конструкция которого обеспечивала бы сохранение заданных теплофизических свойств бортовой футеровки за счет обеспечения плотного прилегания бортовой футеровки к стенкам катодного кожуха, хорошего контакта между ними и исключения образования воздушного зазора между указанными элементами и исключала бы образование трещин в элементах бортовой футеровки при выполнении набойки периферийных швов с использованием специальных вибрационных машин или пневматических трамбовок, что позволит повысить срок службы алюминиевого электролизера и обеспечить его заданный тепловой режим.
Достижение вышеуказанного технического результата обеспечивается тем, что в катодном устройстве алюминиевого электролизера, включающем металлический катодный кожух, теплоизоляционную и огнеупорную футеровку, подину, выполненную из подовых блоков с катодными токоподводящими стержнями, бортовую футеровку, имеющую слои с различной теплопроводностью, и периферийные межблочные швы, бортовая футеровка установлена на опорные элементы, жестко соединенные с катодным кожухом.
По длине опорных элементов могут быть выполнены разрывы.
Между бортовой футеровкой и опорными элементами может быть расположен слой сжимаемого материала.
Опорные элементы могут быть защищены огнеупорным материалом.
Установка бортовой футеровки на жестко соединенные с катодным кожухом опорные элементы препятствует передаче вибраций от используемых при набойке периферийных швов специальных вибрационных машин пневматического или электрического действия или в отдельных случаях пневматических трамбовок. Это обеспечивает сохранение заданных теплофизических свойств бортовой футеровки, а следовательно и заданного теплового режима алюминиевого электролизера, во-первых, за счет обеспечения плотного прилегания бортовой футеровки к стенкам катодного кожуха и хорошего их контакта, необходимого для отвода тепла и создания условий для образования устойчивого, необходимых размеров и формы защитного гарниссажа на внутренних стенках бортовой футеровки, и исключения образования воздушного зазора между ними и, во-вторых, за счет исключения образования при этом трещин в элементах бортовой футеровки, в которые возможно проникновение расплава. При этом образование устойчивого защитного гарниссажа на внутренних стенках бортовой футеровки, предохраняющего ее от разрушения, в результате обеспечения рационального отвода тепла, и исключение образования трещин в элементах бортовой футеровки, в которые возможно проникновение расплава, способствует также повышению срока службы алюминиевого электролизера.
Говоря о тепловом режиме алюминиевого электролизера, следует также отметить, что гарниссаж на внутренних боковых гранях бортовой футеровки служит теплоизоляцией и играет роль своеобразного терморегулятора алюминиевого электролизера: при увеличении степени перегрева электролита над температурой его плавления толщина гарниссажа будет уменьшаться и увеличиваются тепловые потери за счет уменьшения теплового сопротивления боковых стенок и, наоборот, при снижении степени перегрева электролита размеры гарниссажа будут возрастать и увеличивается тепловое сопротивление, что способствует улучшению теплового режима алюминиевого электролизера.
Наличие разрывов по длине опорных элементов устраняет их термическую деформацию, что также способствует сохранению плотного прилегания бортовой футеровки к стенкам катодного кожуха и хорошему контакту между ними.
Размещение между бортовой футеровкой и опорными элементами слоя сжимаемого материала, во-первых, препятствует передаче бортовой футеровке вибраций от используемых при набойке периферийных швов специальных вибрационных машин пневматического или электрического действия или в отдельных случаях пневматических трамбовок и, во-вторых, компенсирует возможные деформации опорных элементов из-за термических напряжений, возникающих в процессе работы электролизера, а также напряжения от расширения футеровки в результате ее пропитки солями, тем самым способствуя обеспечению плотного прилегания бортовой футеровки к стенкам катодного кожуха.
Наличие огнеупорного материала, защищающего опорные элементы, обеспечивает их защиту от воздействия расплава в случае его возможного проникновения через трещины в периферийных швах.
Таким образом, данное катодное устройство позволяет повысить срок службы алюминиевого электролизера и обеспечить его заданный тепловой режим.
Сущность предлагаемого изобретения поясняется чертежом, на котором изображен поперечный разрез катодного устройства алюминиевого электролизера.
Катодное устройство алюминиевого электролизера включает металлический катодный кожух 1, теплоизоляционную и огнеупорную футеровку 2, подину, выполненную из подовых блоков 3 с катодными токоподводящими стержнями 4, бортовую футеровку 5, установленную на опорные элементы 6, жестко соединенные с катодным кожухом 1, например, посредством сварки, и периферийные межблочные швы 7. Опорные элементы 6 могут быть выполнены из балок различного профиля. В качестве опорных элементов могут быть использованы, например, уголковый профиль или балки квадратного или прямоугольного сечения. По длине опорные элементы могут иметь разрывы. Между бортовой футеровкой 5 и опорными элементами 6 может быть расположен слой сжимаемого материала 8. В качестве такого материала могут быть использованы, например, муллитокремнеземистые прокладки или минеральная вата. От воздействия расплава опорные элементы могут быть защищены огнеупорным материалом 9, в качестве которого могут быть использованы, например, шамотный заполнитель или жаропрочный бетон.
Промышленная применимость катодного устройства подтверждается нижеприведенным примером его практического выполнения.
После сборки и установки катодного кожуха днище внутри кожуха выравнивается слоем шамотного заполнителя, на который затем осуществляется кладка футеровки, состоящей из нескольких нижних рядов пенодиатомитового кирпича и нескольких верхних рядов шамотного кирпича. После чего поверхность кирпичной кладки покрывается слоем подовой массы, на который устанавливаются подовые блоки с заделанными в них катодными токоподводящими стержнями. Пространство между катодным кожухом и подовыми блоками выкладывается несколькими рядами шамотного кирпича аналогично кладке верхних рядов под подовыми блоками. При этом возможно частично заполнение этого пространства жаропрочным бетоном. Зазор между катодным кожухом и кирпичной кладкой заполняется теплоизоляционным огнеупорным материалом. Затем на опорные элементы, выполненные в виде имеющего по длине разрывы уголкового профиля и жестко соединенные с катодным кожухом посредством сварки, устанавливается бортовая футеровка, состоящая из слоя карбидкремниевых плит и/или боковых угольных плит. Бортовая футеровка может быть выполнена также в виде одних углеродсодержащих боковых плит, имеющих по толщине различную теплопроводность. Между бортовой футеровкой и опорными элементами располагается слой сжимаемого материала. В качестве такого материала используется муллитокремнеземистая прокладка. Между кирпичной кладкой и опорными элементами располагается слой огнеупорного материала, защищающий опорные элементы от воздействия расплава в случае его возможного проникновения через трещины в периферийных швах. Боковых угольные плиты могут быть установлены на опорные элементы с напуском на них, что также обеспечивает защиту опорных элементов от воздействия расплава в случае его возможного проникновения через трещины в периферийных швах. В качестве огнеупорного материала используется жаропрочный бетон. В случае использования фланцевых листов монтаж бортовой футеровки может заканчиваться установкой и креплением их к стенкам катодного кожуха и заполнением пространства между ними и верхом боковых блоками подовой массой или гипсовым раствором. Фланцевые листы могут служить в качестве дополнительных крепежных элементов бортовой футеровки, что, наряду с опорными элементами, обеспечивает дополнительную фиксацию бортовой футеровки в верхней ее части и сохранение плотного прилегания бортовой футеровки к стенкам катодного кожуха и их хорошего контакта при передаче вибраций от используемых при набойке периферийных швов специальных вибрационных машин или пневматических трамбовок.
Завершающей и самой ответственной операцией монтажа катодного устройства является набойка швов между подовыми блоками и периферийных швов между подовыми блоками и бортовой футеровкой. Набойка швов производится подовой массой механизированным способом с использованием специальных вибрационных машин или ручным способом с использованием пневматических трамбовок. Периферийные швы между подовыми блоками и бортовой футеровкой набиваются с подъемом в сторону бортовой футеровки.
Предложенная конструкция катодного устройства допускает использование как вертикального расположения стенок катодного кожуха и бортовой футеровки, так и наклонного расположения. Наклонное расположение стенок кожуха и бортовой футеровки способствует лучшему отводу тепла от верхней части бортовой футеровки и образованию защитного гарниссажа в указанном месте и позволяет снизить объем металла в незавершенном производстве.
В процессе работы алюминиевого электролиза с вышеописанным катодным устройством на боковых гранях бортовой футеровки наблюдался устойчивый, необходимых размеров и формы защитный гарниссаж, что свидетельствовало об обеспечении заданного теплового режима. При этом не наблюдалось разрушение бортовой футеровки и прорывов расплава к стенкам катодного кожуха.
| название | год | авторы | номер документа |
|---|---|---|---|
| КАТОДНОЕ УСТРОЙСТВО АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА | 1997 |
|
RU2121528C1 |
| КАТОДНОЕ УСТРОЙСТВО АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА | 1997 |
|
RU2113550C1 |
| КАТОДНОЕ УСТРОЙСТВО ЭЛЕКТРОЛИЗЕРА ДЛЯ ПРОИЗВОДСТВА АЛЮМИНИЯ | 2006 |
|
RU2320782C1 |
| КАТОДНЫЙ КОЖУХ АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА | 1995 |
|
RU2082831C1 |
| ФУТЕРОВКА АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА С ИНЕРТНЫМИ АНОДАМИ | 2012 |
|
RU2544727C1 |
| СПОСОБ МОНТАЖА КАТОДНОГО УСТРОЙСТВА АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА | 1992 |
|
RU2073750C1 |
| СПОСОБ МОНТАЖА ПОДИНЫ АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА | 2001 |
|
RU2200212C2 |
| КАТОДНОЕ УСТРОЙСТВО ЭЛЕКТРОЛИЗЕРА ДЛЯ ПОЛУЧЕНИЯ АЛЮМИНИЯ | 1993 |
|
RU2061796C1 |
| КОНСТРУКЦИЯ ТОКООТВОДОВ КАТОДА АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА | 2012 |
|
RU2553132C1 |
| БОКОВАЯ ФУТЕРОВКА АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА | 2001 |
|
RU2186880C1 |
Использование: изобретение относится к металлургии цветных металлов, в частности к электролитическому получению алюминия, к катодным устройствам электролизеров для получения алюминия. Сущность: в катодном устройстве алюминиевого электролизера, включающем металлический катодный кожух, теплоизоляционную и огнеупорную футеровку, подину, выполненную из подовых блоков с катодными токоподводящими стержнями, бортовую футеровку, имеющую слои с различной теплопроводностью, и периферийные межблочные швы, бортовая футеровка установлена на опорные элементы, жестко соединенные с катодным кожухом. 3 з.п.ф-лы, 1 ил.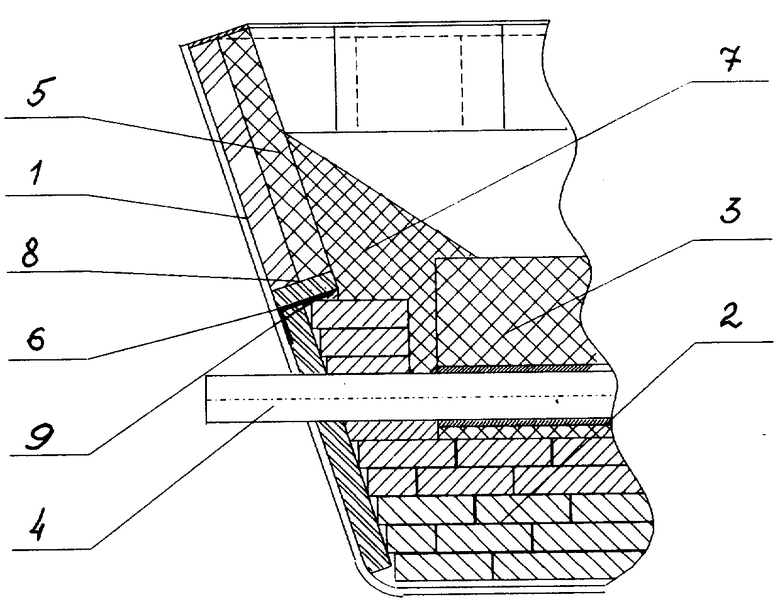
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Справочник металлурга по цветным металлам | |||
| Производство алюминия | |||
| - М.: Металлургия, 1971, с | |||
| Пружинная погонялка к ткацким станкам | 1923 |
|
SU186A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| DE, патент, 3506200, кл | |||
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |

