Изобретение относится к области режущих инструментов и в особенности к покрытиям для снабженных керамическим покрытием пластин режущего инструмента из твердого металла, применяемых при токарной обработке, фрезеровании, сверлении и в других сферах применения, таких как растачивание, кольцевое сверление, нарезка резьбы и проточка пазов.
Покрытия улучшают рабочие характеристики режущих инструментов, что в особенности относится к керамическим или оксидным покрытиям, нанесенным на режущие инструменты из карбида или твердого металла. C тех пор как на карбидные пластины режущих инструментов стали наносить керамическое покрытие, например оксид алюминия (Al2O3), продолжаются усилия по улучшению сцепления покрытия с подложкой. Когда первое покрытие из оксида алюминия было нанесено непосредственно на подложку из карбида или твердого металла, кислород оксида алюминия вступил в реакцию с подложкой, что привело к ухудшению сцепления.
Известен способ улучшения рабочих характеристик инструментальных пластин, изготовленных из подложки из спеченного твердого металла (металлический карбид, связанный связующим металлом), путем нанесения износостойкого карбидного слоя. См. патенты Великобритании N N 1291387 и 1291388, в которых представлены способы нанесения карбидного покрытия с улучшенным сцеплением, в частности, за счет управления горением газа, применяемого для осаждения карбида, таким образом, чтобы в спеченном твердом металле на поверхности раздела с износостойким карбидом образовалась обезуглероженная зона. Однако обезуглероженная зона, известная как эта-слой, имеет тенденцию к упрочнению и охрупчиванию, что влечет за собой разрушение. Известно также нанесение керамического или оксидного износостойкого покрытия (обычно оксида алюминия) на спеченную металлическую подложку. Однако, как уже было сказано выше, оксидный слой, нанесенный непосредственно на спеченное металлическое изделие, может нарушить морфологию спеченного металла и его связующую способность. В ряде патентов описано использование промежуточного слоя из карбидов, карбонитридов и/или нитридов. См. патенты США N N 4399168 и 4619866. Промежуточный слой из карбида титана (TiN) способствует повышению вязкости, однако при сохранении эта-слоя, ограничивается применение инструментальных пластин с покрытиями для чистовых проходов. Слой нитрида титана (TiN), нанесенный перед слоем TiС, устраняет эта-слой, однако вязкость все равно остается меньше требуемой. См. патент США N 4497874. Предлагаются промежуточные слои карбонитрида титана (TiCN) вместо промежуточного слоя Tic. См. патенты США N N 4619866 и 4399168. Предлагают тонкий поверхностный окисленный связующий слой, который содержит карбид или оксикарбид титана, ниобия или ванадия, помещенный между подложкой из твердого металла и наружным оксидным износостойким слоем. См. патент США N 4490191.
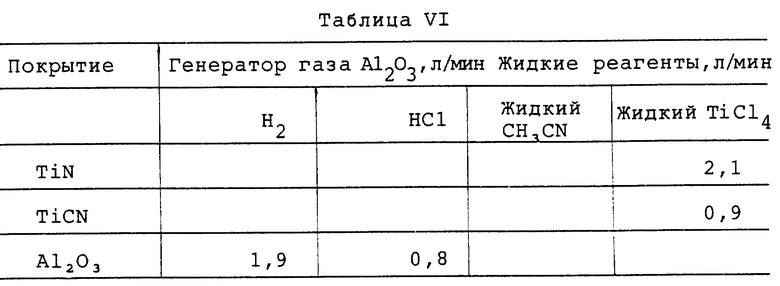
Керамическое покрытие (Al2O3) не обладает достаточным сцеплением с TiC и многочисленными промежуточными слоями TiCN при использовании их для улучшения адгезии покрытия с цементированной карбидной подложкой. Из-за различий в тепловом расширении существует тенденция к расслаиванию. При напряжении, возникающем из-за различий в тепловом расширении, покрытие ведет себя непоследовательно. Эти промежуточные покрытия характеризуются в большинстве случаев наличием прямолинейной поверхности раздела между промежуточным покрытием и оксидным покрытием, показанными на фиг. 1. Это ведет к слабому сцеплению. Адгезию можно несколько повысить за счет создания неровной поверхности подложки, однако выступы, полученные в результате огрубления, разнесены между собой на слишком большое расстояние, чтобы обеспечить равномерность действия.
С помощью покрытий, являющихся предметом настоящего изобретения, обеспечивается повышенная износостойкость и прочность сцепления керамических покрытий с режущим инструментом из твердого металла.
Вкратце, согласно настоящему изобретению, предлагается пластина режущего инструмента, включающая подложку из твердого металла с по меньшей мере двумя износостойкими покрытиями. Одно из покрытий является керамическим покрытием. Промежуточное покрытие под керамическим покрытием состоит из карбонитрида с атомным отношением азота к углероду в пределах от около 0,7 до около 0,95, в результате чего карбонитридное покрытие образует выступы, обращенные в керамическое покрытие и, таким образом, улучшающие сцепление и усталостную прочность керамического покрытия. Предпочтительно атомное отношение азота к углероду находится в пределах от около 0,7 до около 0,95, что показано рентгеноструктурным анализом.
Согласно одному варианту реализации настоящего изобретения, пластина режущего инструмента из твердого металла имеет два промежуточных покрытия между подложкой из твердого металла и поверхностным покрытием из оксида алюминия. Покрытием, прилегающим к подложке, является слой нитрида титана толщиной от 1 до 4 мкм. Покрытием, нанесенным на слой нитрида титана, является слой карбонитрида титана толщиной от 2 до 4 мкм, а толщина покрытия из оксида алюминия составляет от 1 до 10 мкм.
Согласно предпочтительному варианту реализации, на подложку из твердого металла пластины режущего инструмента наносят следующие четыре покрытия: внутреннее покрытие из нитрида титана толщиной 2 мкм, промежуточное покрытие из карбонитрида титана толщиной 3 мкм, промежуточное покрытие из оксида алюминия толщиной 6 мкм и наружное покрытие из Ti(C,N), т.е. Tic, TiN, TicxNy толщиной 2 мкм.
Титан не является единственным металлом, подходящим для использования в карбонитридном покрытии. Металл может быть представлен, в дополнение к титану, цирконием, гафнием, ванадием, ниобием, танталом, хромом, молибденом и вольфрамом.
Подложка пластины режущего инструмента, согласно настоящему изобретению, обычно содержит от 3 до 30% связующего металла из группы железа, включающей в себя, кроме железа, никель и кобальт и их смеси, и от 70 до 97% карбида, выбранного из группы, включающей в себя карбид вольфрама, карбид титана, карбид тантала, карбид ниобия, карбид молибдена, карбид циркония и карбид гафния. В дополнение к карбидам, подложка пластины режущего инструмента может также содержать нитриды.
Согласно предпочтительному варианту реализации изобретения подложка пластины режущего инструмента включает в себя обогащенный связующей фазой поверхностный слой с более высоким содержанием кобальта или другого связующего металла.
Вкратце, согласно настоящему изобретению, предлагается способ изготовления пластины режущего инструмента с износостойким покрытием, включающий операции нанесения покрытия из карбонитрида металла с атомным отношением азота к углероду в пределах от приблизительно 0,7 до приблизительно 0,95 путем регулирования реагентов, применяемых для химического осаждения из пара указанного покрытия и осаждения керамического покрытия непосредственно на указанное карбонитридное покрытие, причем указанное карбонитридное покрытие и керамическое покрытие имеют взаимозамыкающиеся микроскопические выступы.
Другие особенности и иные цели и преимущества настоящего изобретения станут очевидными из следующего детального описания, выполненного со ссылкой на чертежи, на которых:
на фиг. 1 показана микрофотография сечения полированной пластины режущего инструмента из твердого металла, имеющего оксидное покрытие и промежуточное покрытие, согласно прежним техническим решениям; и
на фиг. 2-4 показаны микрофотографии сечений полированных пластин режущего инструмента из твердого металла, согласно настоящему изобретению, имеющих промежуточное покрытие и оксидное покрытие.
Согласно настоящему изобретению, режущие инструменты из твердого металла с керамическим или оксидным износостойким покрытием имеют новое армирующее промежуточное покрытие. Подложка из твердого металла имеет тонкое покрытие из нитрида металла с нанесенным покрытием из карбонитрида титана. Износостойкое керамическое покрытие нанесено на покрытие из карбонитрида металла. Промежуточный слой карбонитрида металла обладает атомным отношением азота к углероду, обеспечивающим лучшее сцепление оксидного покрытия за счет образования взаимозамыкающихся выступов между оксидным покрытием и покрытием из карбонитрида металла.
Был разработан тест для количественной оценки рабочих характеристик пластин режущего инструмента из твердого металла с керамическим покрытием. Тест выполняется на токарном станке. В качестве заготовки используют цилиндрический стержень, диаметр которого превышает 102 мм. Стержень имеет четыре аксиальных паза шириной 19 мм и глубиной 38 мм, простирающихся на всю длину стержня. Стержень изготовлен из среднеуглеродистой стали AISI-SAE 1045, обладающей твердостью C по шкале Роквелла, равной 25-30. Подвергаемый испытаниям инструмент используют для уменьшения диаметра заготовки следующим образом: скорость подачи, оборот/мм, 0,5; глубина резания, мм, 1,27; скорость поверхностная, м/мин, 152,4.
Очевидно, что при каждом обороте заготовки пластина режущего инструмента четыре раза ударяется о край паза. Пластину режущего инструмента используют до тех пор, пока не будет обнаружен прорыв покрытия или иное разрушение. Разрушения наблюдались в следующем описанном ниже тесте, в котором фреттинг-коррозия является предшественником более сильного износа и потери способности к резанию.
В следующих примерах атомное отношение азота к углероду в промежуточном слое или покрытии из карбонитрида титана определяли с помощью рентгеноструктурного анализа, определяя сначала период решетки карбонитридного слоя, и рассчитывая затем атомное отношение азота к углероду или атомную концентрацию азота на основе азота и углерода. Известно, что период решетки карбида титана составляет  а период решетки нитрида титана составляет
а период решетки нитрида титана составляет  Разница составляет
Разница составляет  Таким образом, период решетки слоя карбонитрида титана, равный, как обнаружено,
Таким образом, период решетки слоя карбонитрида титана, равный, как обнаружено,  равен
равен  между периодом нитрида титана и карбида титана. Отсюда атомное отношение азота к углероду равно 0,0227, деленному на 0,03, или 75,7% азота от общего содержания углерода и азота в карбонитридном слое.
между периодом нитрида титана и карбида титана. Отсюда атомное отношение азота к углероду равно 0,0227, деленному на 0,03, или 75,7% азота от общего содержания углерода и азота в карбонитридном слое.
Пример 1
Сравнительный пример
На подложку на основе карбида вольфрама (94% карбида вольфрама, 6% кобальта) материала K20 (K20 является обозначением типа твердого режущего материала для механической обработки, согласно стандарту МОС 130513:1991 (Е), классифицированного согласно материалам и рабочим условиям, в которых может быть удачно использован режущий материал из твердого металла), нанесли покрытие, согласно хорошо известным процедурам в печи для нанесения покрытий Bernex Programmat 250. Процесс нанесения покрытий, известный как химическое осаждение из пара (CVD), использовали при пропускании газов и жидкостей (превращенных в газ) над подложками, на которые наносилось покрытие, при температуре от 800 до 1100oC и пониженном давлении от 50 до 900 мбар. Реакции, использовавшиеся для нанесения покрытия на подложку из твердого металла, были следующими:
Осаждение из пара TiN - используются H2 + N2 + Тетрахлорид титана (TiCl4).
Осаждение из пара TiCN - используются H2 + N2 + Ацетонитрил (CH3CN) или CH4.
Осаждение из пара Al2O3 - используются H2 + HCl + Хлорид алюминия (AlCl3) + CO2 + H2S.
Периоды нанесения покрытия и состав атмосферы, применявшиеся при нанесении слоя нитрида титана, слоя карбонитрида титана и оксидного слоя приведены в таблицах I, II и III. Газовые реагенты, продукция генератора Al2O3 и жидкие реагенты подаются в печь.
Рентгеноструктурный анализ слоя из карбонитрида титана продемонстрировал шаг решетки, равный  который, исходя из анализа, описанного выше, представляет атомное отношение азота к углероду, равное 14:30, или содержание азота, составляющее 46,7% от общего содержания углерода и азота в слое карбонитрида. Инструмент с нанесенным покрытием, полученным согласно настоящему примеру, подвергли описанному выше тесту механической обработки. Всего через 14,5 сек появились признаки фреттинга.
который, исходя из анализа, описанного выше, представляет атомное отношение азота к углероду, равное 14:30, или содержание азота, составляющее 46,7% от общего содержания углерода и азота в слое карбонитрида. Инструмент с нанесенным покрытием, полученным согласно настоящему примеру, подвергли описанному выше тесту механической обработки. Всего через 14,5 сек появились признаки фреттинга.
На фиг. 1 показана микрофотография полированного сечения, демонстрирующая слои или покрытия, нанесенные на подложку. Отметим, что поверхность раздела между карбонитридом титана и слоем оксида является почти прямой линией, т.е. в ней отсутствуют взаимозацепляющие пальцы.
Пример II
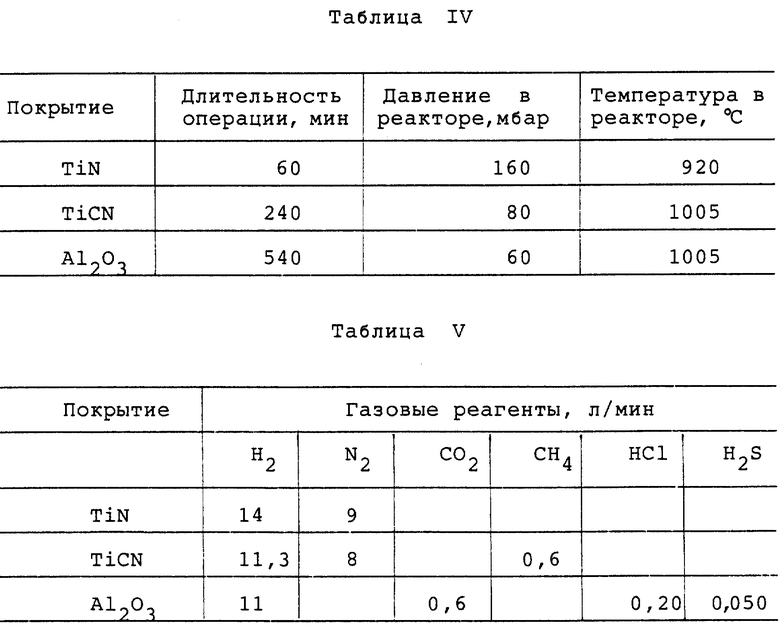
Покрытие согласно настоящему изобретению было выполнено на подложке на основе карбида вольфрама в печи для нанесения покрытий, описанной выше, с периодами нанесения покрытия и химическим составом атмосферы, показанными в табл. IV, V и VI.
В табл. IV, V и VI, в дополнение к периодам нанесения покрытия, давлению и температуре реакции показаны соотношения газообразных реагентов, реагентов генератора хлорида алюминия и жидких реагентов. Газообразные реагенты, поступающие в генератор хлорида алюминия, проходят над стружкой металлического алюминия, образуя определенное количество хлорида алюминия, поступающего в печь для нанесения покрытия.
Рентгеноструктурный анализ слоя из карбонитрида титана продемонстрировал шаг решетки, равный  который, исходя из анализа, описанного выше, представляет атомное отношение азота к углероду, равное 23:30, или содержание азота, составляющее 75,7% от общего содержания углерода и азота в слое карбонитрида.
который, исходя из анализа, описанного выше, представляет атомное отношение азота к углероду, равное 23:30, или содержание азота, составляющее 75,7% от общего содержания углерода и азота в слое карбонитрида.
Пластину инструмента с покрытием подвергли описанному выше тесту механической обработки. В течение 180 сек тест на резание не продемонстрировал никаких признаков фреттинга. На фиг. 2 показана микрофотография полированного сечения, демонстрирующего слои покрытия на подложке. Микрофотография показывает выступы или анкеры слоя карбонитрида титана, проникающие в слой оксида и закрепляющие его на месте.
Пример III
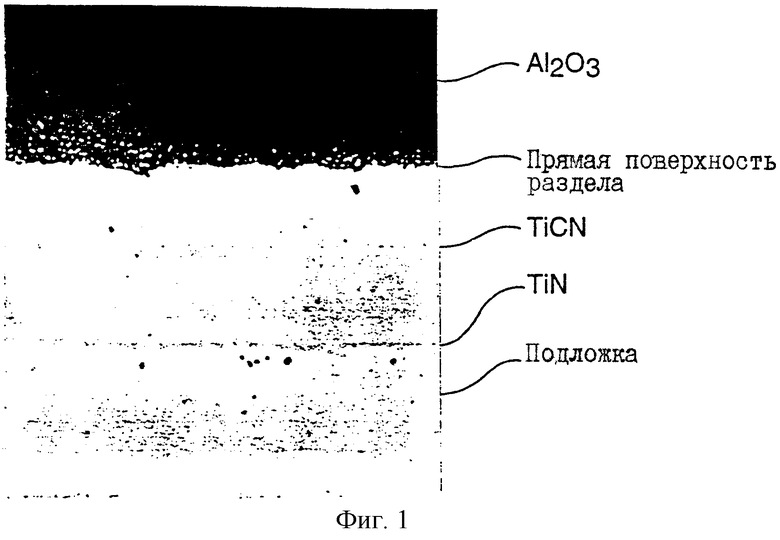
Образец для примера III приготовили таким образом, как и для примера II, за исключением того, что содержание азота в печи для нанесения покрытий было ниже во время осаждения карбонитридного слоя. Шаг решетки в слое карбонитрида титана оказался равным  что представляет атомное отношение азота к углероду, равное 21:30, или содержание азота, равное 70%.
что представляет атомное отношение азота к углероду, равное 21:30, или содержание азота, равное 70%.
При тесте на механическую обработку фреттинг был обнаружен только после выполнения прохода длиной 127 мм приблизительно через 40-50 сек. Микроструктура образца из примера III показана на фиг. 3. Анкеры между оксидным слоем и слоем карбонитрида титана наблюдаются, но являются очень незначительными.
Пример IV
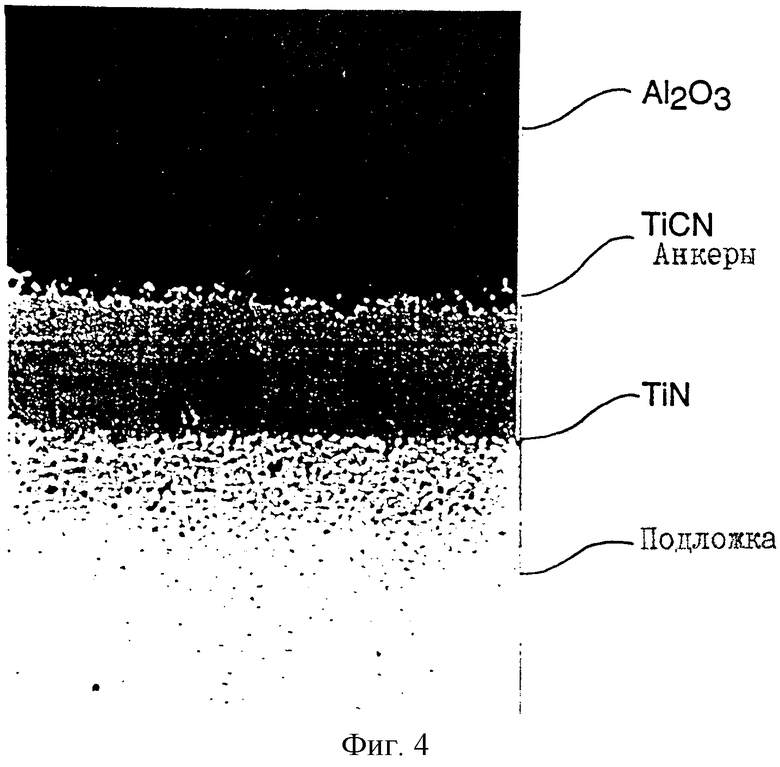
Образец для примера IV приготовили таким же образом, как и для примера II, за исключением усиления потока азота. Шаг решетки в слое карбонитрида титана оказался равным  что представляет атомное отношение азота к углероду, равное 27:30, или содержание азота, равное 90%. При тесте на механическую обработку пластина инструмента не демонстрировала признаков фреттинга через 120 сек. Микроструктура образца из примера IV показана на фиг. 4 и демонстрирует заметные выступы или анкеры между слоем карбонитрида и слоем оксида.
что представляет атомное отношение азота к углероду, равное 27:30, или содержание азота, равное 90%. При тесте на механическую обработку пластина инструмента не демонстрировала признаков фреттинга через 120 сек. Микроструктура образца из примера IV показана на фиг. 4 и демонстрирует заметные выступы или анкеры между слоем карбонитрида и слоем оксида.
Пример V
В следующем примере пластины инструмента с покрытием, нанесенным согласно настоящему изобретению, были подвергнуты испытанию механической обработкой при следующих условиях резания. В качестве заготовки использовали серый литейный чугун 3000 с твердостью по Бринелю 200. Подвергнутые испытанию инструменты использовали для уменьшения диаметра заготовки следующим образом: скорость подачи на оборот, мм, 0,56; глубина резания, мм, 2,54; скорость, поверхностная, м/мин, 289,5.
Две стальных пластины, являющиеся предметом настоящего изобретения, пересекли каждую кромку 108 раз. Для сравнения, пластина инструмента с покрытием из оксида алюминия C-5 пересекла каждую кромку 50 раз. Пластина инструмента, являющаяся предметом настоящего изобретения, продемонстрировала улучшение на 100%.
Пример VI
В следующем примере в качестве заготовки использовали сталь ARMA с твердостью по Бринелю 250. Условия механической обработки были следующими: скорость подачи на оборот, мм, 0,25; глубина резания, мм, 2,54; скорость, поверхностная, м/мин, 365,7.
Две стальных пластины, являющиеся предметом настоящего изобретения, пересекли каждую кромку 108 раз. Для сравнения, пластина инструмента с покрытием из оксида алюминия C-5 пересекла каждую кромку 85 раз. Пластины инструмента, являющиеся предметом настоящего изобретения, продемонстрировали улучшение на 100%.
Пластины инструмента, являющиеся предметом настоящего изобретения, пересекли каждую кромку 170 раз. Для сравнения, пластина инструмента с покрытием из оксида алюминия C-5 пересекла каждую кромку 85 раз. Пластины инструмента, являющиеся предметом настоящего изобретения, продемонстрировали улучшение на 100%.

Изобретение относится к области порошковой металлургии, в частности к режущим инструментам, применяемым при токарной обработке, фрезеровании, сверлении и др. Пластина режущего инструмента содержит подложку из твердого металла с, по меньшей мере, двумя износостойкими покрытиями, в том числе наружным керамическим покрытием, при этом покрытие, находящееся под керамическим покрытием, выполнено из карбонитрида металла с атомным отношением азота к углероду, составляющим около 0,7 - 0,95, а карбонитрид металла образует выступы, обращенные в керамическое покрытие, улучшающие сцепление и усталостную прочность керамического покрытия. Способ изготовления пластины режущего инструмента включает нанесение покрытия из нитрида титана, покрытия из карбонитрида металла и керамического покрытия путем химического осаждения из пара, при этом реагенты во время химического осаждения из пара карбонитридного слоя подают при условии получения атомного отношения азота и углерода в пределах около 0,75 - 0,95, при котором карбонитридный слой образует выступы, повышающие сцепление керамического покрытия, осаждаемого на карбонитридный слой. Изобретение обеспечивает повышенную износостойкость и прочность сцепления керамических покрытий с режущим инструментом из твердого металла. 2 с. и 8 з.п. ф-лы, 4 ил., 6 табл.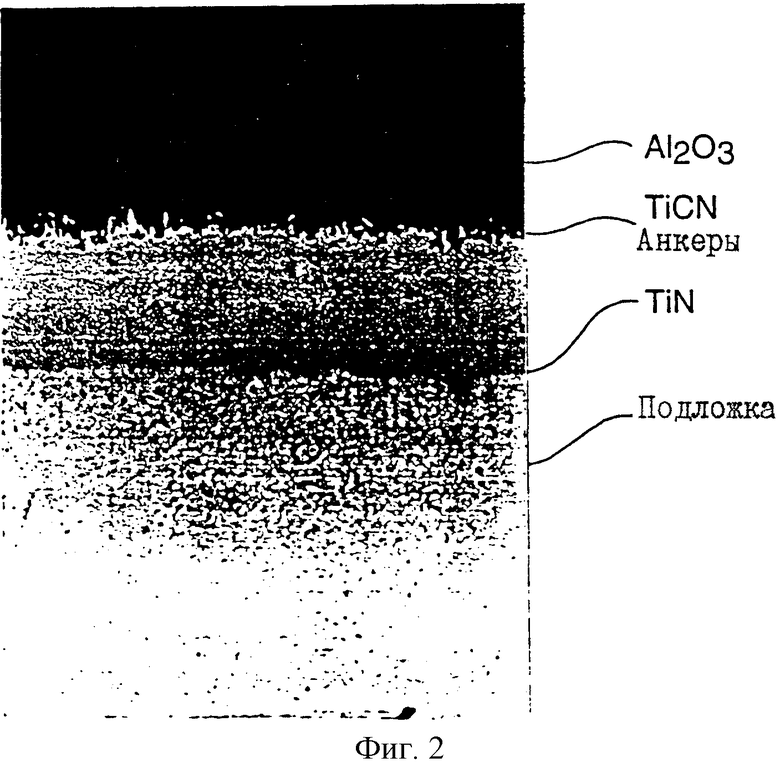
| US 4490191, 25.12.1984 | |||
| US 4399168, 16.08.1983 | |||
| US 4619866, 28.10.1986 | |||
| US 4497874, 05.02.1985 | |||
| US 4101703, 18.07.1979 | |||
| US 4035541, 12.07.1977 | |||
| СПОСОБ ПРОИЗВОДСТВА НЕКУРИТЕЛЬНОГО ИЗДЕЛИЯ ИЗ МАХОРКИ | 2010 |
|
RU2443160C1 |
| СТАНОК ДЛЯ СБОРКИ ШИН | 0 |
|
SU162656A1 |
| Контактное устройство | 1986 |
|
SU1457181A1 |
| РЕЖУЩАЯ ПЛАСТИНА НА ОСНОВЕ СПЕЧЕННОГО ТВЕРДОГО СПЛАВА С ПОКРЫТИЕМ | 1990 |
|
RU2010888C1 |

