Изобретение касается изготовления электронных устройств, включающих в себя по меньшей мере одну микросхему, утопленную в базовую карточку и соединенную с интерфейсными элементами, состоящими из контактного разъема и/или антенны, таких как контактные и неконтактные карточки с интегральной(ыми) схемой(ами), называемые также чиповые карточки.
Изобретение касается также, в частности, электронных этикеток, применяемых для идентификации товаров, и которые можно отнести к неконтактным электронным карточкам.
Более конкретно настоящее изобретение касается выполнения соединений между микросхемой и интерфейсными элементами, такими как контактный разъем и/или антенна.
Известны контактные электронные карточки с интерфейсным контактным разъемом, бесконтактные электронные карточки с антенной, помещенной в базовую карточку, и гибридные карточки или комбинированные карточки с интерфейсным контактным разъемом и антенной.
Известно много способов изготовления контактных электронных карточек. Большинство этих способов основано на сборке микросхемы в узел, называемый микромодулем, который собирают традиционными способами.
Первый способ, показанный на фиг.1, прежде всего включает в себя наклеивание чипа или микросхемы 20 ("die attach"), заключающееся в наклеивании микросхемы 20, полученной путем распиливания пластинки, при этом располагая активную поверхность с выходными контактами 22 вверх и приклеивая противоположную поверхность к диэлектрической пластинчатой основе 28 с применением клея, могущего быть проводником, при этом наклеивание осуществляется на печатной схеме или на пленке.
После этого осуществляют микромонтаж или пайку соединений ("wire bonding"), заключающуюся в соединении при помощи пайки выходных контактов 22 микросхемы 20 с контактным разъемом 24 пластинки печатной схемы.
Наконец, осуществляют нанесение оболочки ("potting"), предназначенной для предохранения микросхемы 20 и припаянных соединительных проводов 26 при помощи смолы 30, которая может быть приготовлена, например, на основе силикона или полиуретана.
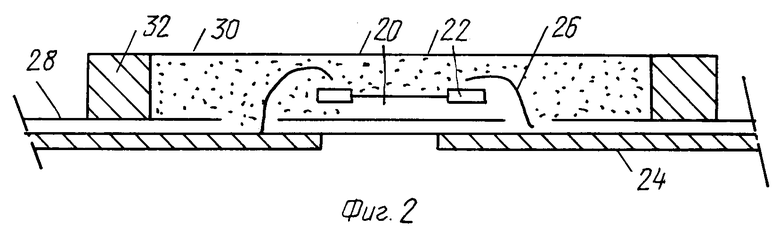
В одном из вариантов указанного способа, показанном на фиг.2, применяют металлическое охватывающее кольцо 32 вокруг смолы 30 для придания микромодулю жесткости.
В другом варианте указанного способа ("flip-chip" - защелкивание чипа) применяют микросхему с приливами или выступами ("bumps"), которую располагают активной поверхностью вниз, при этом электрическое соединение обеспечивается либо при помощи металлических или полимерных приливов, либо при помощи анизотропного адгезива.
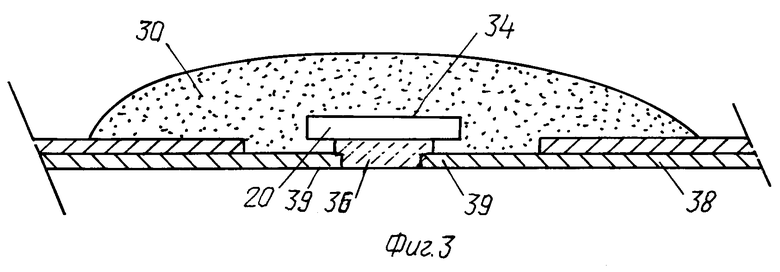
В других вариантах применяют способ пайки на ленте ("tape automated bonding или TAB"), показанный на фиг.3, при котором микросхему 34 наклеивают при помощи анизотропного клея 36, а различные контакты пленки 38 термокомпрессионно привариваются к микросхеме 34, содержащей приливы 39.
Известны также способы изготовления контактных электронных карточек без применения микромодуля. Первый из таких способов основан на применении печатания по трафарету для формирования контактов и обеспечения соединения микросхемы.
В другом способе применяется трехмерная металлизация корпуса карточки с последующим нанесением микросхемы с применением классической технологии (наклеивание плюс микромонтаж) или описанной выше технологии "flip-chip".
В способах с применением микромодуля связанная стоимость ограничена стоимостью пленки. Кроме того, после операции инкапсулирования необходимо осуществить фрезерование смолы для уменьшения толщины блока. Такую операцию очень трудно осуществлять, так как смола полимеризуется и становится очень твердой. Фрезерование чаще всего становится основной причиной выбраковки продукции.
В вышеописанном первом способе без микромодуля последний находится на поверхности и подвергается внешнему воздействию, что является причиной значительного увеличения связанной стоимости. Второй способ без микромодуля является многоэтапным, а потому дорогостоящим.
По этим причинам применение такой технологии не подходит для изготовления электронной карточки большого размера.
Существует два больших семейства способов изготовления бесконтактных электронных карточек. В первом применяют антенну, выполненную путем намотки, которую либо припаивают к микромодулю, содержащему микросхему, либо припаивают непосредственно к микросхеме, содержащей приливы ("bumps"). Такая технология может применяться только для изготовления микросхем с простыми функциями.
Во втором семействе способов применяют "плоскую" антенну, которая может иметь форму периферической прямоугольной спирали или любую другую соответствующую форму. Такую антенну можно выполнять при помощи печатания фотохимическим способом, механического вырезания, тампонного печатания (тампографии), печатания по трафарету или офсетного печатания с использованием токопроводящих красок. После этого микросхему наносят на антенну при помощи технологии "flip-chip" или классической технологии.
В указанных способах изготовления бесконтактных электронных карточек применяют изготовление микромодулей, которое, как было сказано выше, включает в себя много этапов сборки микросхемы и отличается высокой себестоимостью, или технологию "Flip-chip", отличающуюся медленными темпами и дорогостоящим оборудованием.
Что касается гибридных электронных карточек, то способы их изготовления сочетают в себе недостатки, указанные выше, и характерные для производства контактных и бесконтактных карточек.
Основная задача настоящего изобретения состоит в том, чтобы разработать такой способ выполнения соединений между микросхемой и интерфейсными элементами в электронном устройстве (таком как электронная карточка), включающем в себя по меньшей мере одну микросхему, утопленную в базовую карточку, и выходные контакты, соединенные с интерфейсными элементами, состоящими из контактного разъема и/или антенны, при котором можно было бы сократить себестоимость и процент выбраковки и не изготавливать микромодули.
Способ в соответствии с настоящим изобретением отличается тем, что при помощи шприца или аналогичного устройства между каждым выходным контактом и соответствующим интерфейсным элементом вводят каплю токопроводящего вещества со слабой вязкостью, которое полимеризуется, содержит токопроводящие наполнители и остается гибким после полимеризации.
Такой способ позволяет не прибегать к изготовлению микромодуля и сократить количество производственных этапов.
Кроме того, благодаря такому способу получают гибкие соединения в отличие от жестких и полужестких соединений известного типа и значительно сокращают уровень производственного брака.
В предпочтительном варианте контактный разъем тоже получают путем нанесения токопроводящего вещества со слабой вязкостью.
Это позволяет упростить процесс изготовления и повысить характеристики антенны.
В предпочтительном варианте вещество является полимерной смолой, содержащей токопроводящие или по сути токопроводящие частицы.
Другие признаки и преимущества настоящего изобретения очевидны из нижеследующего подробного описания и прилагаемых фигур, на которых:
фиг. 1 - схематическое изображение в поперечном разрезе, иллюстрирующее известный способ изготовления контактной электронной карточки;
фиг.2 - вариант способа, показанного на фиг.1;
фиг.3 - другой вариант способа, показанного на фиг.1;
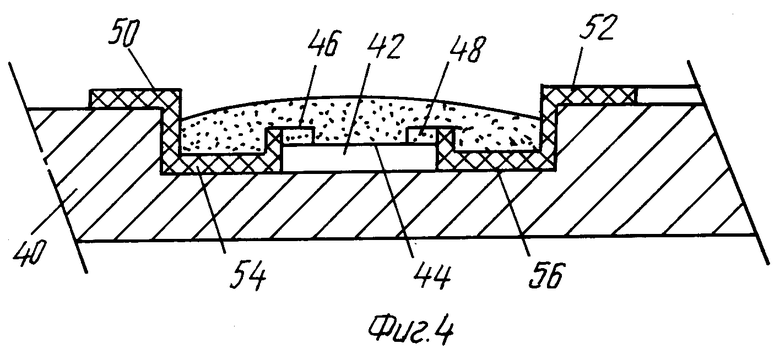
фиг.4 - первый тип осуществления способа в соответствии с настоящим изобретением в применении к изготовлению контактных электронных карточек;
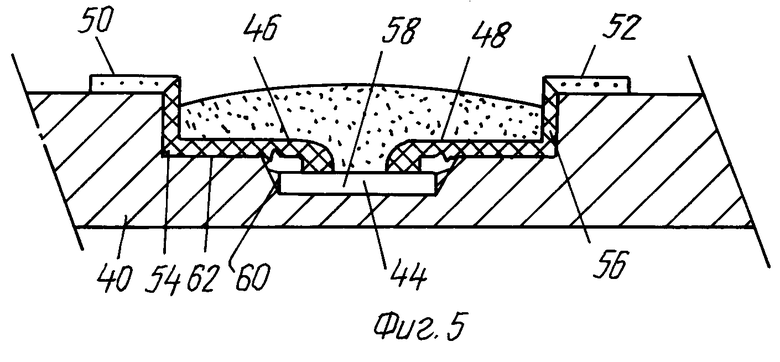
фиг.5 - вариант способа, показанного на фиг.4;
фиг. 6 - тип осуществления способа в применении к изготовлению бесконтактных электронных карточек;
фиг.7-10 - варианты способа, показанного на фиг.6;
фиг.11 - тип осуществления способа в применении к изготовлению гибридных электронных карточек;
фиг.12 и 13 - тип осуществления способа в применении к изготовлению электронных этикеток.
На фиг. 4 показана контактная электронная карточка, изготовленная по способу в соответствии с настоящим изобретением.
На первом этапе выполняют корпус 40 карточки, содержащий выемку 42, которую можно выполнять путем литья под давлением или путем одновременной ламинации термопластичных листов с последующей механической обработкой выемки.
На втором этапе в выемку вставляют микросхему 44 активной поверхностью, а именно ее выходными контактами 46 и 48, вверх, и закрепляют, например, при помощи клея. Можно также осуществлять местный нагрев выемки и затем устанавливать микросхему в расплавленный термопластичный материал. При этом необязательно, чтобы активная поверхность микросхемы находилась на одном уровне с дном выемки.
На третьем этапе выполняют контактный разъем и соединения с выходными контактами 46 и 48 путем нанесения токопроводящего вещества со слабой вязкостью, например полимерной смолы с токопроводящими или по сути токопроводящими частицами, при помощи так называемой технологи "раздачи", при которой жидкое или слабовязкое вещество наносится при помощи шприца или другого аналогичного устройства с регулируемым расходом и открытием.
Такую операцию нанесения, именуемую в дальнейшем раздачей, осуществляют, например, при помощи установки, выпускаемой под названием CAM/ALOT американской компанией "Camelot Systems Inc. " и используемой для конвейерного производства электронных схем. Параметры перемещения и открытия шприца задаются компьютерной программой.
Таким образом осуществляют нанесение участков токопроводящей смолы, образующих контакты 50 и 52 интерфейсного контактного разъема электронной карточки и соединения 54 и 56 между указанными контактами 50 и 52 и выходными контактами 46 и 48 микросхемы. Толщина этих участков намного больше, чем при способе печатания по трафарету, что позволяет достичь слабого сопротивления при контакте.
В предпочтительном варианте на выходные контакты 46 и 48 наносят нержавеющее покрытие, например, из никеля, титана или вольфрама.
Для улучшения электрического контакта на указанных выходных контактах можно выполнять приливы (bumps).
Для корректировки положения микросхемы можно предусмотреть регулировку с использованием изображения микросхемы, передаваемого системой компьютерного наблюдения (СКН).
Предпочтительно выбирать смолы, температура активации которых ниже температуры размягчения термопластичного материала корпуса карточки.
На фиг. 5 показан вариант вышеописанного способа, при котором выполняют двухуровневую выемку, то есть выемка 58 имеет в своем дне углубление 60. Размеры этого углубления достаточны для размещения микросхемы 44, а его глубина практически равна толщине микросхемы, поэтому активная поверхность последней находится на уровне дна 62 выемки 58. Благодаря такому расположению избегают второго излома смоляного шва в выемке, тем самым улучшая контакт токопроводящей смолы с выходными контактами 46 и 48.
На четвертом и последнем этапе выполняют инкапсулирование (potting) для обеспечения предохранения микросхемы с применением смолы, например, на основе силикона или полиуретана.
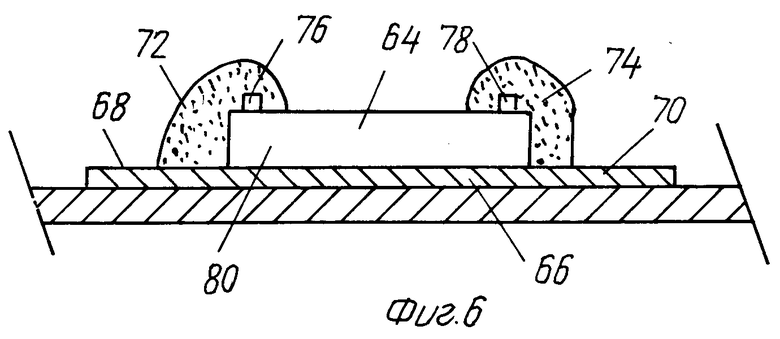
На фиг. 6 показана бесконтактная электронная карточка, изготовленная с применением способа в соответствии с настоящим изобретением. Она включает в себя "плоскую" антенну, представляющую собой дорожку, например, в виде прямоугольной спирали, расположенной по периметру карточки, как показано на фиг.9.
На первом этапе наклеивают микросхему 64 активной поверхностью вверх в месте, выбранном для соединения, с применением классического способа и оборудования "die attach" при помощи клея 66, позволяющего производить наклеивание на печатную схему или пленку. Для этого выбирают клей, совместимый с максимальной температурой использования подложки антенны, например адгезив, образующий сетчатую структуру под воздействием ультрафиолетового излучения. Скорость такой операции наклеивания может быть очень высокой, например от пяти до шести тысяч деталей в час на одной головке. Следует придавать особое значение строго контролируемому переходу клея в зоне периметра микросхемы, расположенной напротив соединительных участков 68 и 70 антенны.
На втором этапе выполняют электрические соединения 72 и 74 из токопроводящей смолы между выходными контактами 76 и 78 микросхемы 80 и соединительными участками 68 и 70 антенны.
Второй этап может быть осуществлен с такой же высокой скоростью, что и при наклеивании микросхемы. Оба этапа могут выполняться на одном и том же оборудовании.
В соответствии с первым вариантом плоскую антенну выполняют с применением технологии "раздачи", а наклеивание микросхемы осуществляют с применением описанной выше технологии "flip-chip".
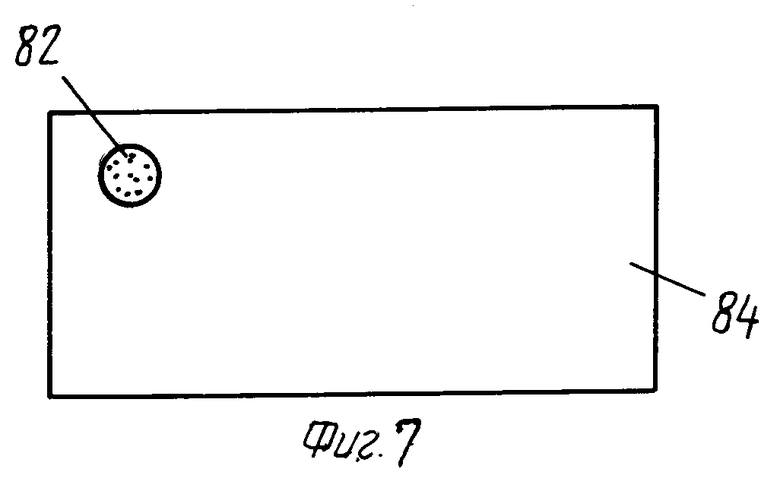
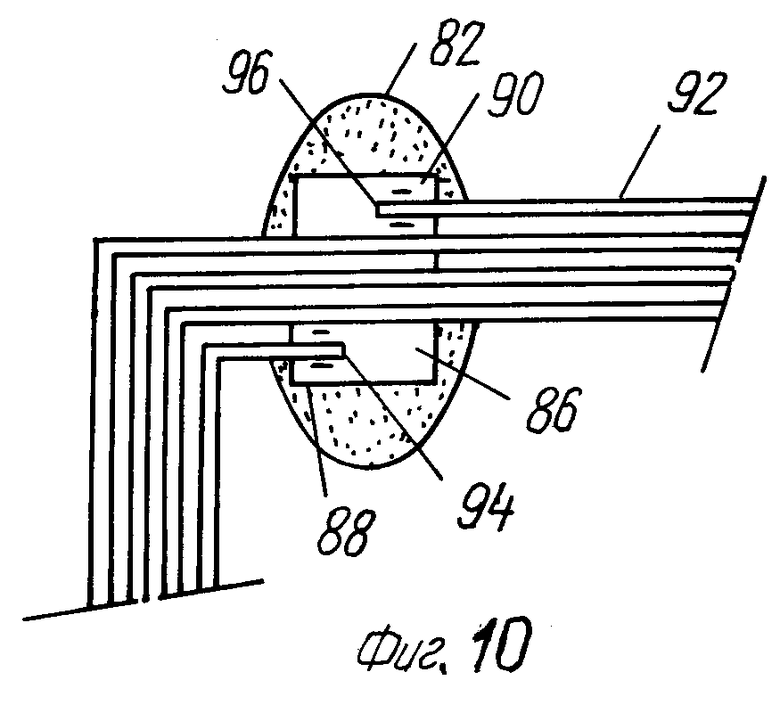
В соответствии с другим вариантом, показанном на фиг.7 - 10, сначала закрепляют микросхему и при помощи технологии "раздачи" выполняют антенну с переходом на активную поверхность микросхемы.
На первом этапе (фиг.7) изоляционный адгезив 82, например эпоксидного типа, путем раздачи наносят на подложку 84, например, из полихлорвинила или полиэтилена в то место, куда впоследствии поместят микросхему с контактными приливами.
В данном случае можно применять адгезивы, предназначенные для технологии наклеивания "die attach" и адаптированные к подложке.
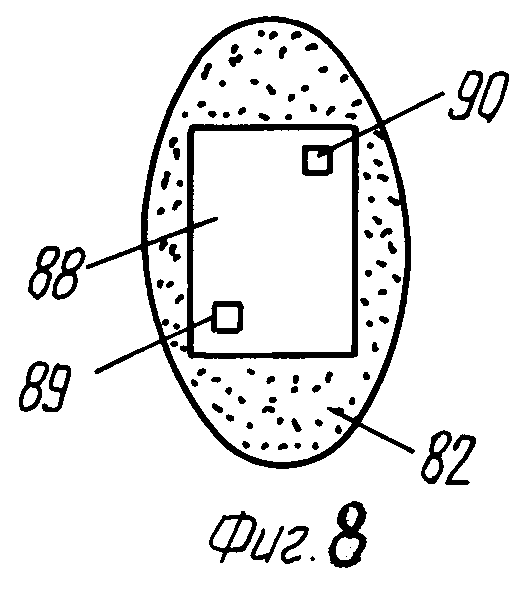
На втором этапе (фиг. 8) микросхему 86 устанавливают активной поверхностью вверх на адгезив для осуществления склеивания типа "die attach". Назначение контактных приливов заключается в улучшении электрического контакта между выходными контактами 88 и 90 микросхемы и антенной. В случае необходимости осуществляют изолирование нефункциональных выходных контактов путем нанесения диэлектрического лака.
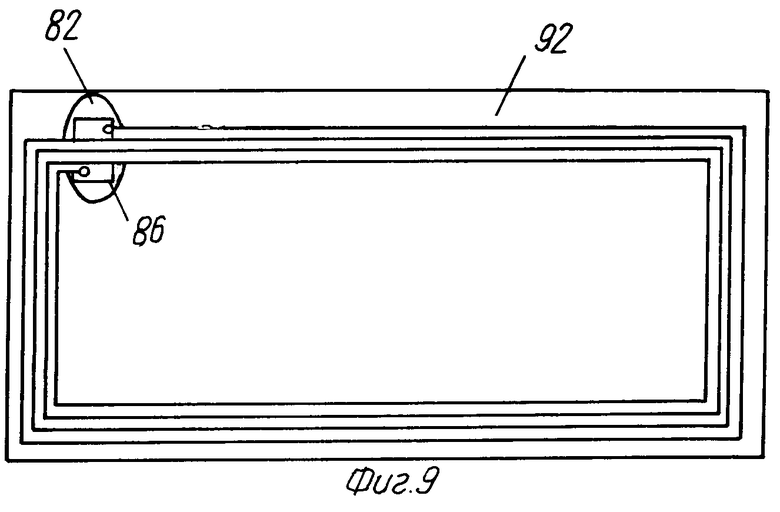
На третьем этапе (фиг. 9) выполняют антенну 92 при помощи технологии раздачи токопроводящего вещества, например краски или клея, путем перемещения шприца с использованием вышеупомянутого оборудования CAM/ALOT.
Из фиг.10 видно, что концы 94 и 96 прямоугольной спирали, образующей антенну 92, перекрывают соответственно контакты 88 и 90 микросхемы 86.
На четвертом и последнем этапе выполняют операцию одновременной ламинации для завершения изготовления карточки.
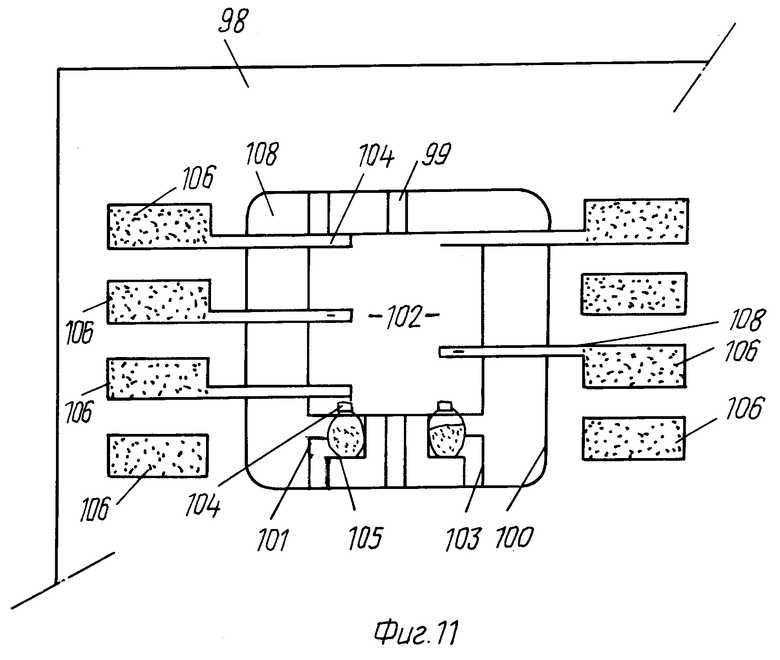
На фиг. 11 показана гибридная электронная карточка, изготовленная по способу в соответствии с настоящим изобретением. В данном случае комбинируют два вышеописанных способа.
На первом этапе выполняют корпус карточки 98, содержащий встроенную антенну 99 с двумя контактами 101 и 103. На втором этапе в корпусе карточки выполняют выемку 100. На третьем этапе микросхему 102 с активной поверхностью и выходными контактами 104, предпочтительно покрытыми слоем нержавеющего металла, закрепляют в выемке, например, путем наклеивания.
На четвертом этапе выполняют контактный разъем 106 и его соединения 108 с выходными контактами 104 микросхемы и соединения контактов 101 и 103 антенны с выходными контактами 104 путем нанесения токопроводящей смолы 105 при помощи технологии раздачи. Контакты 104 могут иметь контактные приливы.
Ошибки углового расположения микросхемы 102 можно корректировать при помощи вышеупомянутого оборудования компьютерного наблюдения (СКН).
На пятом и последнем этапе осуществляют инкапсулирование микросхемы.
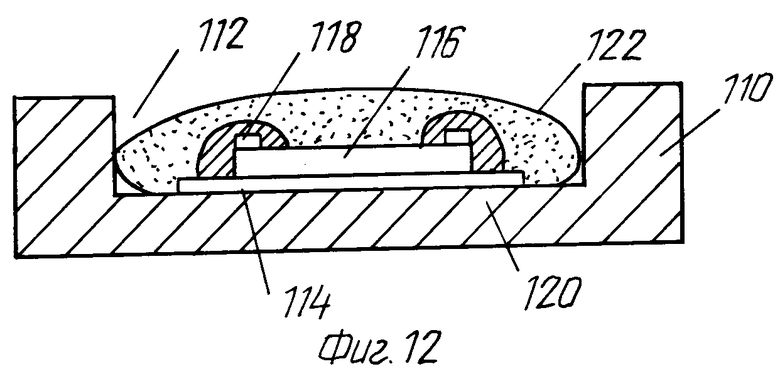
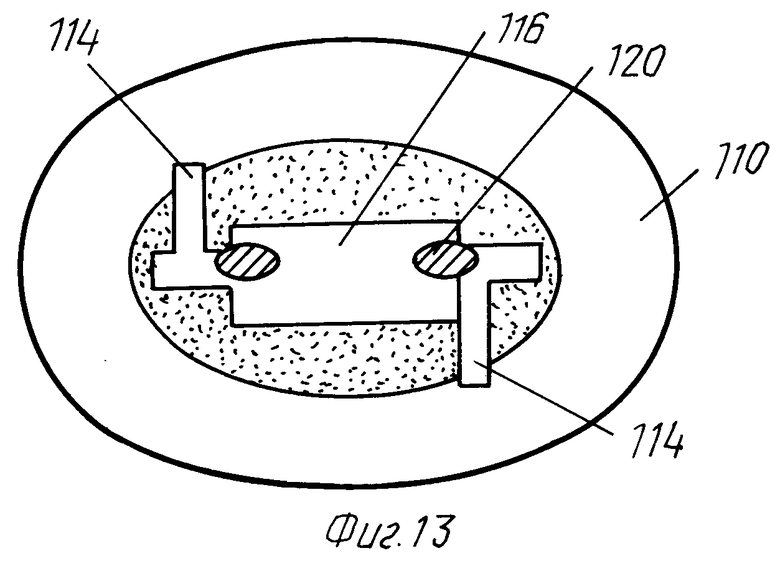
Настоящее изобретение касается изготовления всех электронных устройств, включающих в себя по меньшей мере одну микросхему, утопленную в базовую карточку и содержащую выходные контакты, соединенные с интерфейсными элементами, состоящими из контактного разъема и/или антенны. В частности, применение настоящего изобретения позволяет изготавливать электронные этикетки, как показано на фиг.12 и 13.
Подложка 110 имеет выемку 112, на дне которой выполняют антенну 114. После этого в выемке закрепляют микросхему 116 с выходными контактами 118, направленными вверх. При помощи технологии раздачи наносят токопроводящую смолу 120 для выполнения соединений между антенной 114 и выходными контактами 118 микросхемы. После этого при помощи изоляционной смолы 122 осуществляют инкапсуляцию.
Становится очевидным, что применение настоящего изобретения позволяет избежать выполнения микромодуля и, в частности, операции фрезерования. Кроме того, результатом такого применения является значительное снижение уровня выбраковки продукции.
Снижено также количество этапов, что намного упрощает процесс изготовления и приводит к значительному снижению себестоимости. Эффект от внедрения изобретения возрастает также в связи с тем, что некоторые операции наклеивания микросхемы и выполнения соединений могут быть осуществлены на одном и том же оборудовании.
Стоимость производства сокращается также в силу того, что применение изобретения не требует дорогостоящего оборудования.
Выполнение антенны с применением технологии раздачи позволяет получить максимальную поверхность и, следовательно, повысить характеристики антенны по сравнению с классическими встроенными катушечными антеннами.
Настоящее изобретение позволяет просто и дешево изготавливать сложные карточки и карточки больших размеров.
Выполнение соединений с применением технологии раздачи вещества, остающегося гибким после активации, позволяет уменьшить жесткость и значительно увеличить сопротивление на сгиб-скручивание электронных карточек. Таким образом, электронные карточки, изготовленные в соответствии с настоящим изобретением, отличаются намного большей надежностью при воздействии внешних факторов, чем это предусмотрено существующими нормами.
Применение настоящего изобретения позволяет достичь, при снижении уровня брака, как было сказано выше, высоких темпов производства, например, порядка 4000 электронных карточек в час.
Объектом изобретения является способ изготовления электронного устройства, такого, как электронная карточка, включающего в себя по меньшей мере одну микросхему, утопленную в базовую карточку, и выходные контакты, соединенные с интерфейсными элементами, состоящими из контактного разъема и/или антенны, причем соединения между выходными контактами и интерфейсными элементами выполняют путем нанесения с помощью шприца или другого аналогичного устройства токопроводящего вещества со слабой вязкостью, которое после нанесения сохраняет гибкость. В предпочтительном варианте используют полимерную смолу с токопроводящими частицами или по сути токопроводящими частицами. Технический результат - снижение себестоимости изделия в связи с тем, что исключается необходимость изготовления микромодуля, сокращение процента выбраковки изделий. 18 з.п.ф-лы, 13 ил.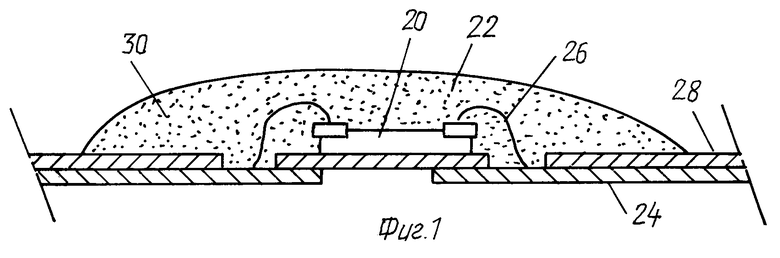
| Способ оценки биологической активности состава и концентрации препаратов, рекомендуемых для повышения посевных качеств семян зерновых культур | 2015 |
|
RU2624284C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛУПРОВОДНИКОВЫХ ПРИБОРОВ | 1993 |
|
RU2047932C1 |
| DE 4325458 А, 09.02.1995 | |||
| ТОНКОПЛЕНОЧНЫЙ ЭЛЕКТРИЧЕСКИЙ ЭЛЕМЕНТ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1991 |
|
RU2049365C1 |
| ЭЛЕКТРОПРОВОДЯЩАЯ КЛЕЕВАЯ КОМПОЗИЦИЯ ДЛЯ МОНТАЖА КРИСТАЛЛОВ ИНТЕГРАЛЬНЫХ МИКРОСХЕМ | 1991 |
|
RU2076394C1 |

