Область техники, к которой относится изобретение
Настоящее изобретение относится к области интеллектуальной карточки или электронных карточек, в частности банковских карт, содержащих электронный модуль и/или антенну, встроенные в корпус карточки, и внешний разъем, расположенный внутри полости в корпусе карточки и имеющий множество контактных площадок, расположенных на внешней поверхности изолирующей подложки, образующих разъем. Это множество контактных площадок соединяется с соответствующим множеством внутренних контактных площадок, которые присоединяются к указанному электронному модулю и/или указанной антенне и которые являются видимыми в полости или которые электрически присоединяются к множеству промежуточных контактных площадок, которые можно увидеть в этой полости.
Уровень техники
Фиг.1A и 1B являются схематическими видами традиционного промышленного способа производства интеллектуальных карточек упомянутого выше типа. Прежде всего изготавливаются разъем 2 и корпус 12 карточки. Корпус 12 карточки имеет полость 14 для вмещения разъема 2. Разъем включает в себя внешние контактные площадки 4, расположенные на внешней поверхности подложки 6, и внутренние контактные площадки 8, расположенные на внутренней поверхности подложки. Внешние контактные площадки 4 электрически присоединяются к внутренним контактным площадкам 8 с помощью средств, известных специалистам в данной области техники. Корпус 12 карточки включает в себя множество контактных площадок 16, предназначенных для соединения с площадками 8. Площадки 16 являются видимыми на горизонтальной поверхности (параллельной общей плоскости карточки) полости 14. Каждая из контактных площадок 16 формируется из твердого припоя или легкоплавкого припоя 18, чаще всего выполненного из олова, осажденного на внутреннюю контактную площадку 20 корпуса 12 карточки. Площадки 20 располагаются на поверхности подложки 22, взаимодействующей с электронным модулем и/или антенной, встроенной в корпус 12 карточки и электрически соединенной с площадками 20 через электрическую цепь.
Пленка токопроводящего клея 10 и разъем 2 размещаются в полости 14 корпуса 12 карточки, а клейкая пленка 10 располагается между нижней частью полости 14 и разъемом 2. Разъем прикрепляется к корпусу 12 карточки с использованием устройства 26 для горячего прессования. Фиг.2 является частичным видом карточки 28, полученной с помощью описанного здесь способа предшествующего уровня техники. В соответствии с этим традиционным способом, токопроводящее клеящее вещество 10 образует слой между внутренними контактными площадками 8 и контактными площадками 16, расположенными на горизонтальной поверхности, определяющей нижнюю часть полости 14.
На карточках такого типа, как показанные на фиг, 2, выполнялись различные тесты, и анализ неисправных карточек, возвращенных различными пользователями, показал, что электрические соединения между внешним разъемом 2 и контактными площадками 16, видимыми в полости 14, являются ненадежными. Электронные карты, и особенно банковские карты, должны быть способны подвергаться различным механическим напряжениям, возникающим в связи с тем, что пользователи обычно носят карточки или в бумажнике, или в гибком держателе для карточек. Изгибание и скручивание, которым подвергаются карточки 28 и их парные контактные площадки, соединенные между собой, могут в результате привести к тому, что контактные площадки отслаиваются локально или в образованных зазорах, которые затем нарушают электрическое соединение. Поэтому эти электронные карточки имеют проблемы по долговечности.
Интеллектуальные карточки со встроенной антенной известны из документа DE Patent No. 19732645. Эта карточка содержит углубление, в котором имеются две первые контактные площадки, которые соответственно электрически соединены со вторыми концами антенны, и электронный модуль, вставленный в углубление. Модуль имеет две вторые контактные площадки, электрически соединенные с двумя первыми контактными площадками. Каждая первая контактная площадка определяется верхней поверхностью усеченного металлического контактного столбика. Чтобы установить электрическое соединение между первыми и вторыми контактными площадками, на этих первых или вторых площадках размещается или токопроводящий клей, или мягкий припой, или твердый припой для спаивания между собой двух площадок этими припоями. Соединения, полученные через второй альтернативный путь, являются более прочными и с улучшенными электрическими параметрами. Однако припаивание требует относительно большого подвода тепла для достижения температуры припаивания. Этот документ предлагает подачу тепла через подложку электронного модуля, который обычно формируется из изолирующего материала, являющегося плохим проводником тепла, например из усиленной смолы или пластика. Большая подача тепла к подложке приводит к деформированию подложки и даже повреждению электронного модуля.
Интеллектуальная карточка упомянутого выше типа известна из документа WO Patent No 97/34247, в котором материал припоя, обеспечиваемый между контактными площадками, встраивается в клейкую пленку. Материал припоя встраивается, в частности, в отверстия, выполненные в клейкой пленке, которые затем помещаются напротив подложки электронного модуля, для того чтобы припой накладывался на внутренние контактные площадки модуля. На конечном этапе клеящий материал активизируется, и материал припоя плавится за счет подачи тепла через изолирующую подложку электронного модуля. Таким образом, существует такая же проблема, как и в предыдущем документе. Кроме того, наполнение отверстий клейкой пленки материалом припоя, перед тем как пленка устанавливается на электронном модуле, вызывает производственные проблемы, поскольку не так легко гарантировать, что материал припоя остается в отверстиях клейкой пленки до того момента, когда она устанавливается на электронном модуле. Таким образом предусматривается вариант введения токопроводящих частиц в клейкую пленку в областях, предназначенных для паяльных работ.
В этом документе WO 97/34247 также предлагается отдельный вариант осуществления изобретения, показанный на фиг.2. В этом случае модуль обеспечивается первыми внешними контактными площадками, которые электрически соединяются со вторыми контактными площадками, утопленными заподлицо с горизонтальной поверхностью углубления, выполненного в корпусе карточки, через заполненные припоем каналы, которые формируются через изолирующую подложку электронного модуля и через первые внешние контактные площадки. Этот вариант осуществления изобретения влечет за собой несколько проблем. Прежде всего, нет гарантии, что каналы будут заполнены припоем, после того как этот припой расплавится. В частности, если припой вводится в каналы первоначально в виде пасты, чтобы облегчить вставление в каналы, то когда он плавится во время сборки, это вызывает сокращение припоя и материал для соединения с боковой поверхностью отверстий во внешних контактных площадках не гарантирован, особенно если толщина этих внешних контактных площадок относительно маленькая. Далее, отверстие, выполненное во внешней контактной площадке, делает карточку непривлекательной, что является несовместимым с высоким качеством карточки. Этот риск, по-видимому, подтверждается чертежом на фиг.2 документа WO Patent No 97/34247, в котором припой находится ниже уровня верхней поверхности внешних контактных площадок. Поэтому существует реальная проблема надежности. И наконец, эти отверстия во внешних контактных площадках вызывают проблему для считывающих устройств, которые обычно имеют прижимные устройства или считывающие иглы, которые подвергаются опасности повреждения, когда карточка вставляется в считывающее устройство или удаляется из него. Кроме того, расплавленный и затвердевший припой (например, олово) обычно является намного более мягким, чем металл, образующий внешние контактные площадки (медь с тонким золотым покрытием). Поэтому, если отверстия во внешних площадках надлежащим образом заполняются припоем, то прижимные устройства или иглы считывающего устройства будут распространять припой через внешние площадки, когда карточка вставляется или удаляется. Это имеет несколько негативных последствий. Прежде всего, головка считывающего устройства пачкается припоем. Во-вторых, если величина распространения припоя является относительно большой, может даже произойти короткое замыкание между двумя контактными площадками. В-третьих, контактные площадки также пачкаются от распространения припоя, что является непривлекательным и неприемлемым. Так или иначе ясно, что диаметр каналов для припоя должен быть обязательно маленьким, чтобы полученные в результате отверстия во внешних площадках были настолько маленькими, насколько это возможно, чтобы поставить предел упомянутым выше проблемам. Однако с маленькими каналами для припоя трудно обеспечивать тепло, требуемое для формирования пропаянного соединения∗ до вторых контактных площадок антенны.
Сущность изобретения
Целью настоящего изобретения является обеспечение интеллектуальной карточки с внешним разъемом, которая преодолевает недостатки существующего уровня техники и еще обеспечивает эффективное пропаивание мягким или твердым припоем между внешними контактными площадками разъема и внутренними контактными площадками корпуса карточки.
Поэтому настоящее изобретение относится к интеллектуальной карточке, содержащей:
- внешний разъем, который включает в себя изолирующую подложку, определяющую внешнюю поверхность и противоположную ей внутреннюю поверхность, а также множество внешних металлических контактных площадок, которые располагаются на внешней поверхности изолирующей подложки;
- корпус карточки, имеющий углубление, в котором располагается внешний разъем;
- электронный модуль и/или антенну, встроенную в корпус карточки, электрически соединенные с множеством внутренних металлических контактных площадок, которые располагаются под внешним разъемом и соответственно выровнены с этим множеством внешних металлических контактных площадок в перпендикулярном направлении к внешней поверхности изолирующей подложки;
При этом множество внешних металлических контактных площадок соответственно присоединяются к множеству внутренних металлических контактных площадок с помощью множества металлических элементов, каждый из которых формируется, по меньшей мере частично, с помощью мягкого припоя или твердого припоя и которые пересекают указанную изолирующую подложку через соответствующие отверстия, обеспеченные в изолирующей подложке;
интеллектуальная карточка характеризуется тем, что множество металлических элементов соответственно покрывается множеством внешних металлических контактных площадок, которые закрывают отверстия в изолирующей подложке на ее внешней поверхности. Указанное множество металлических элементов соответственно образуют соединительные мосты между задними поверхностями множества внешних металлических контактных площадок и указанным множеством внутренних металлических контактных площадок.
В частности, диаметр металлических элементов в отверстиях изолирующей подложки в достаточной степени большой, чтобы проводить достаточное количество тепла через указанную изолирующую подложку при изготовлении интеллектуальной карточки, чтобы расплавить материал припоя, расположенный на внутренней поверхности изолирующей подложки или под ней, и таким образом, припаять разъем к множеству внутренних металлических контактных площадок.
В соответствии с главным вариантом осуществления изобретения, диаметр металлических элементов в отверстиях изолирующей подложки составляет более чем 0.2 мм (200 мкм). В соответствии с предпочтительным вариантом, диаметр металлических элементов в отверстиях изолирующей подложки составляет более чем 0.5 мм (500 мкм).
В соответствии с предпочтительным вариантом осуществления изобретения, указанные отверстия изолирующей подложки, по меньшей мере в основном, заполнены материалом припоя.
Настоящее изобретение также относится к внешнему разъему, предназначенному для того, чтобы помещаться в полость интеллектуальной карточки, корпус которой содержит электронный модуль и/или антенну; при этом указанный разъем содержит изолирующую подложку, имеющую внешнюю поверхность и противоположную ей внутреннюю поверхность, а также множество отверстий и множество внешних металлических контактных площадок, которые располагаются на внешней поверхности изолирующей подложки. Этот разъем характеризуется тем, что множество отверстий, соответственно покрываемых множеством внешних металлических контактных площадок, которые закрывают эти отверстия на внешней поверхности изолирующей подложки, а также тем, что множество отверстий, по меньшей мере в основном, заполнены материалом припоя.
В результате этих признаков интеллектуальной карточки, в соответствии с изобретением, и в частности внешнего разъема, электрические соединения между внешним разъемом и контактными площадками электронного модуля и/или антенны, встроенной в корпус карточки, достигаются посредством прочного припаивания, выполненного без повреждения электронного модуля и без деформирования корпуса карточки.
Краткое описание чертежей
Настоящее изобретение будет подробно описываться в последующей части описания, которое выполнено со ссылками на прикрепленные чертежи и приведено в качестве неограничивающего примера, в котором:
фиг.1А и 1В уже описывались, они являются схематическими видами традиционного способа изготовления интеллектуальной карточки существующего уровня техники;
фиг.2 уже описывалась, она является видом с частичным разрезом карточки существующего уровня техники;
фиг.3 является схематическим видом различных элементов, связанных с первым осуществлением предпочтительного способа изготовления интеллектуальной карточки, в соответствии с изобретением;
фиг.4А и 4В соответственно показывают два шага первого варианта осуществления способа изготовления;
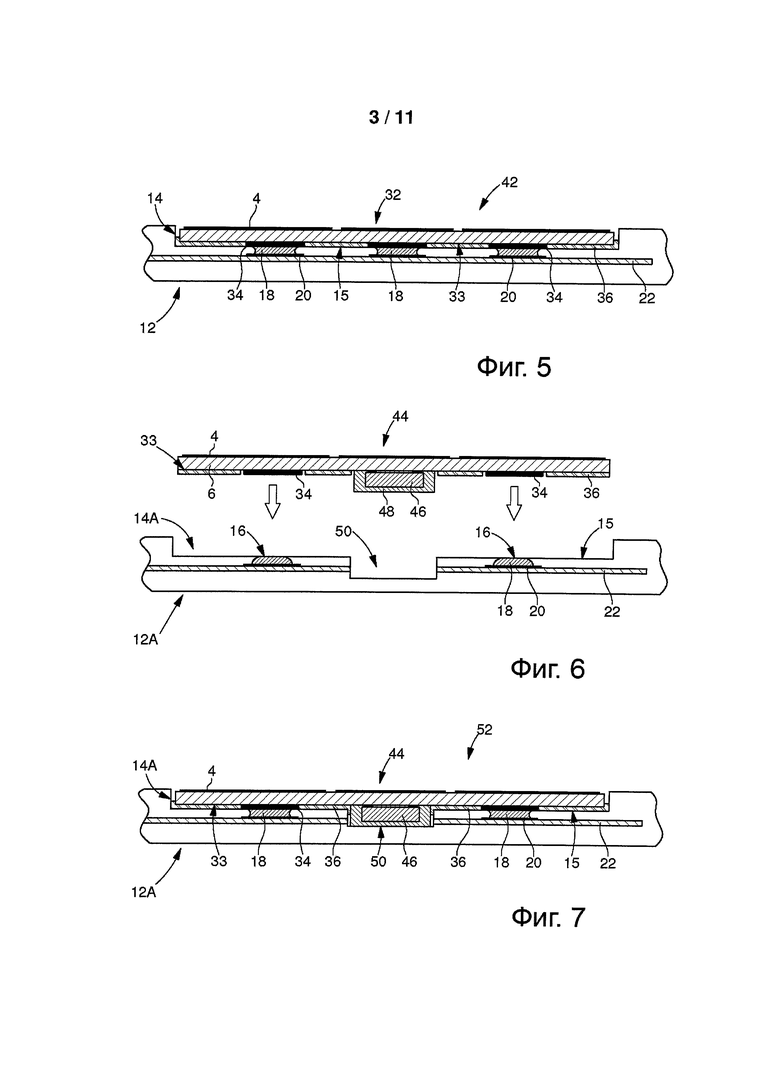
фиг.5 является видом с частичным разрезом интеллектуальной карточки, полученной с помощью первого варианта осуществления способа изготовления;
фиг.6 показывает шаг разновидности первого варианта осуществления способа изготовления;
фиг.7 является видом с частичным разрезом карточки, полученной с помощью варианта способа, в соответствии с фиг.6;
фиг.8А-8Е являются схематическими видами различных шагов второго варианта осуществления предпочтительного способа изготовления интеллектуальной карточки, в соответствии с изобретением;
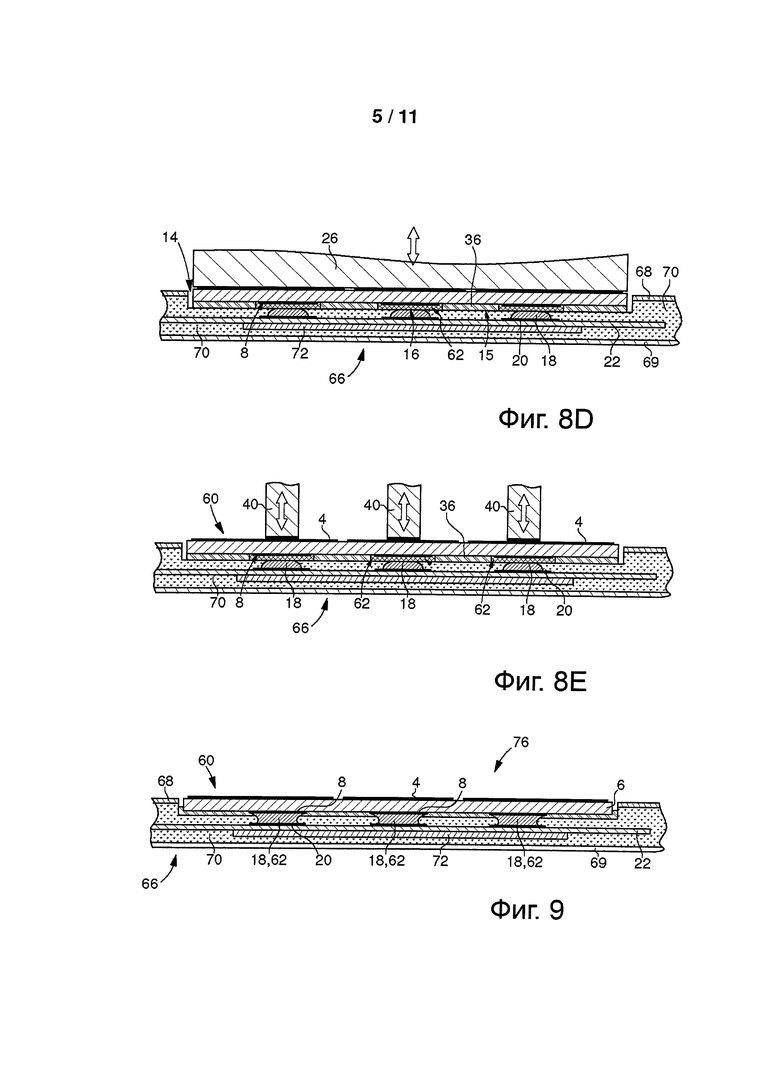
фиг.9 является видом с частичным разрезом карточки, полученной с помощью второго варианта осуществления способа изготовления;
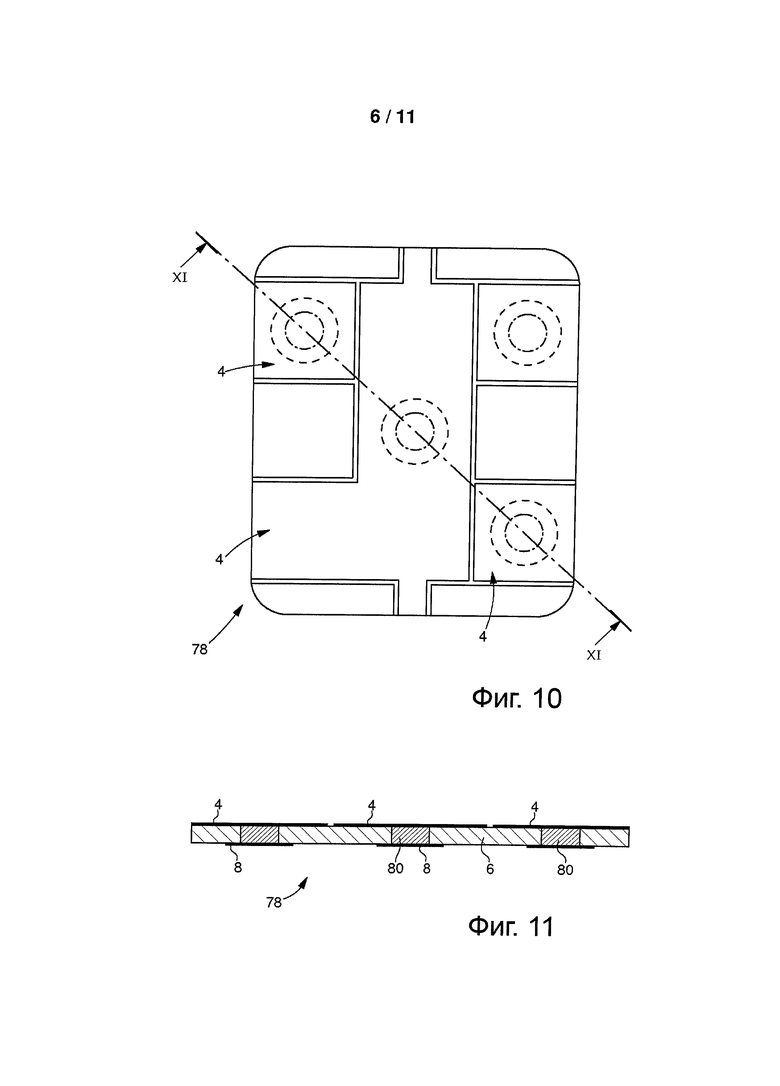
фиг.10 является видом сверху первого варианта осуществления изобретения внешнего разъема, в соответствии с изобретением;
фиг.11 является схематическим видом с разрезом вдоль линии XI-XI внешнего разъема, показанного на фиг.10;
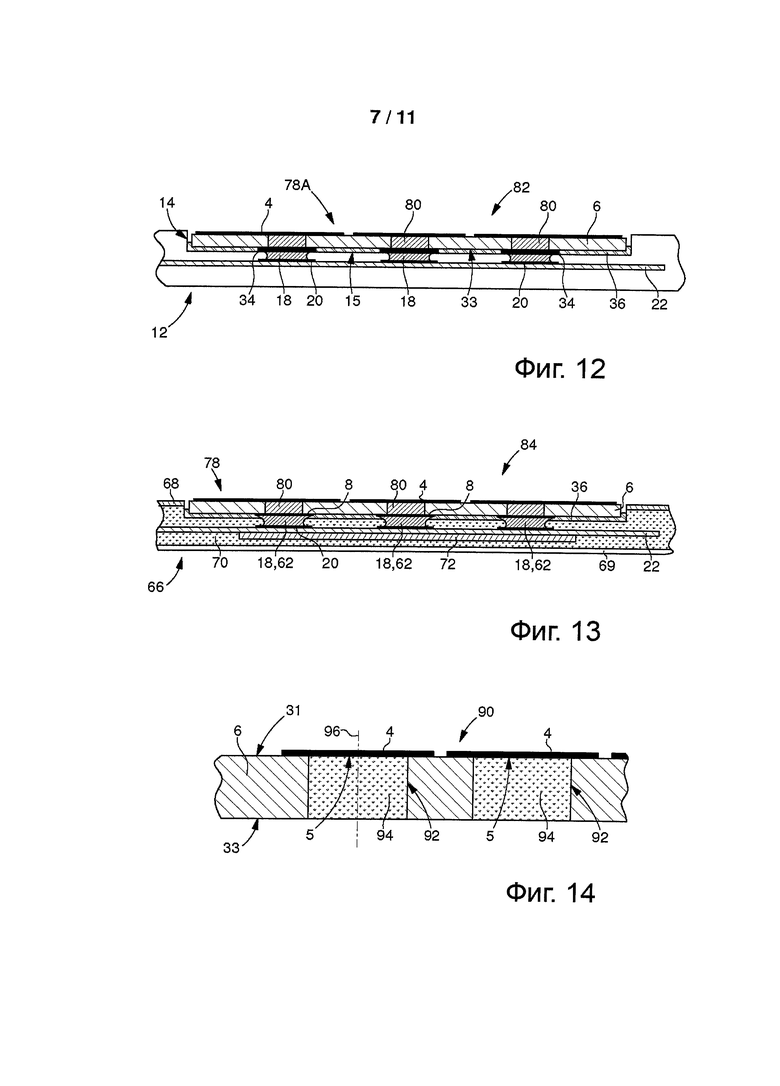
фиг.12 является частичным видом первого варианта осуществления изобретения интеллектуальной карточки, в соответствии с изобретением;
фиг.13 является частичным видом второго варианта осуществления изобретения интеллектуальной карточки, в соответствии с изобретением;
фиг.14 является видом с частичным разрезом второго варианта осуществления изобретения разъема, в соответствии с изобретением;
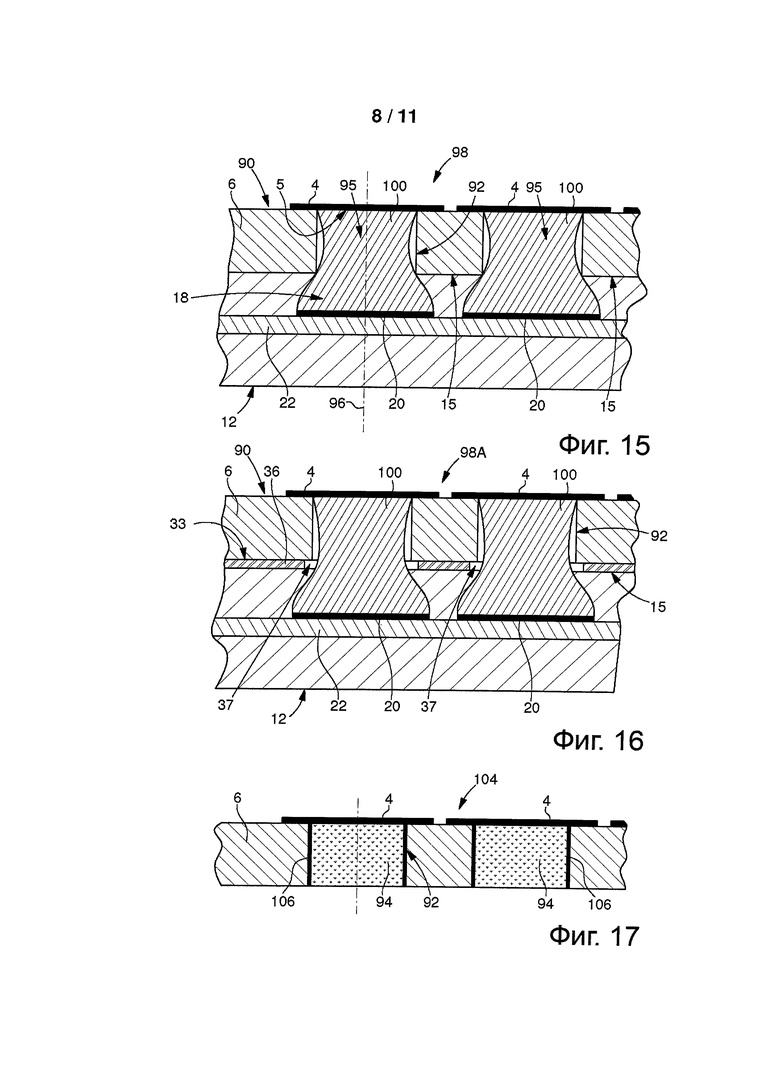
фиг.15 является частичным видом третьего варианта осуществления изобретения интеллектуальной карточки, в соответствии с изобретением;
фиг.16 является частичным видом четвертого варианта осуществления изобретения интеллектуальной карточки, в соответствии с изобретением;
фиг.17 является видом с частичным разрезом третьего варианта осуществления изобретения разъема, в соответствии с изобретением;
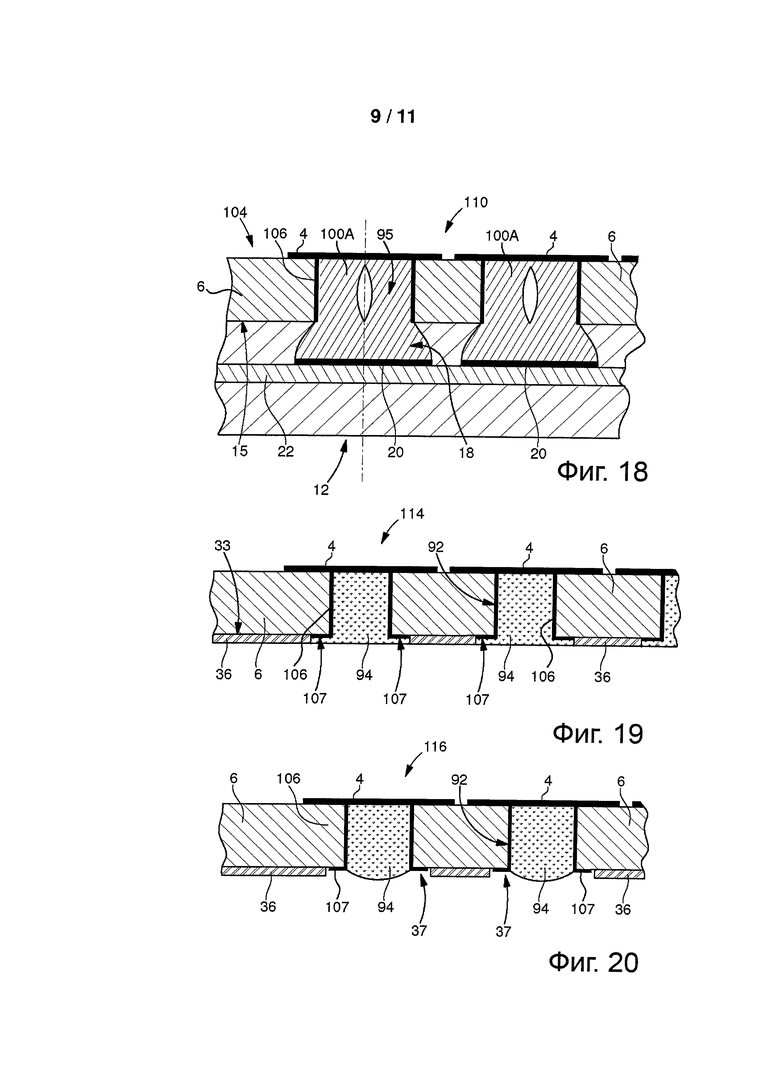
фиг.18 является видом с частичным разрезом разновидности третьего варианта осуществления изобретения интеллектуальной карточки;
фиг.19 является видом с частичным разрезом четвертого варианта осуществления изобретения разъема, в соответствии с изобретением;
фиг.20 является первой разновидностью четвертого варианта осуществления изобретения разъема;
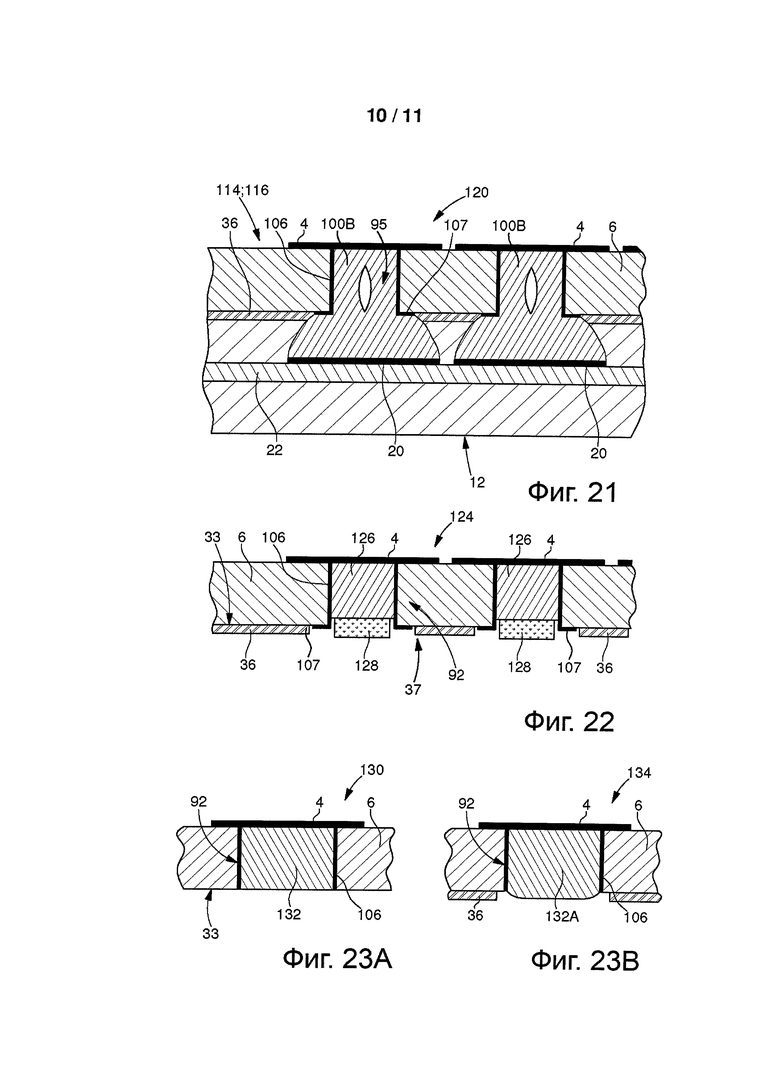
фиг.21 является разновидностью четвертого варианта осуществления изобретения интеллектуальной карточки;
фиг.22 является второй разновидностью четвертого варианта осуществления изобретения разъема;
фиг.23А и 23В показывают две разновидности третьего варианта осуществления изобретения разъема;
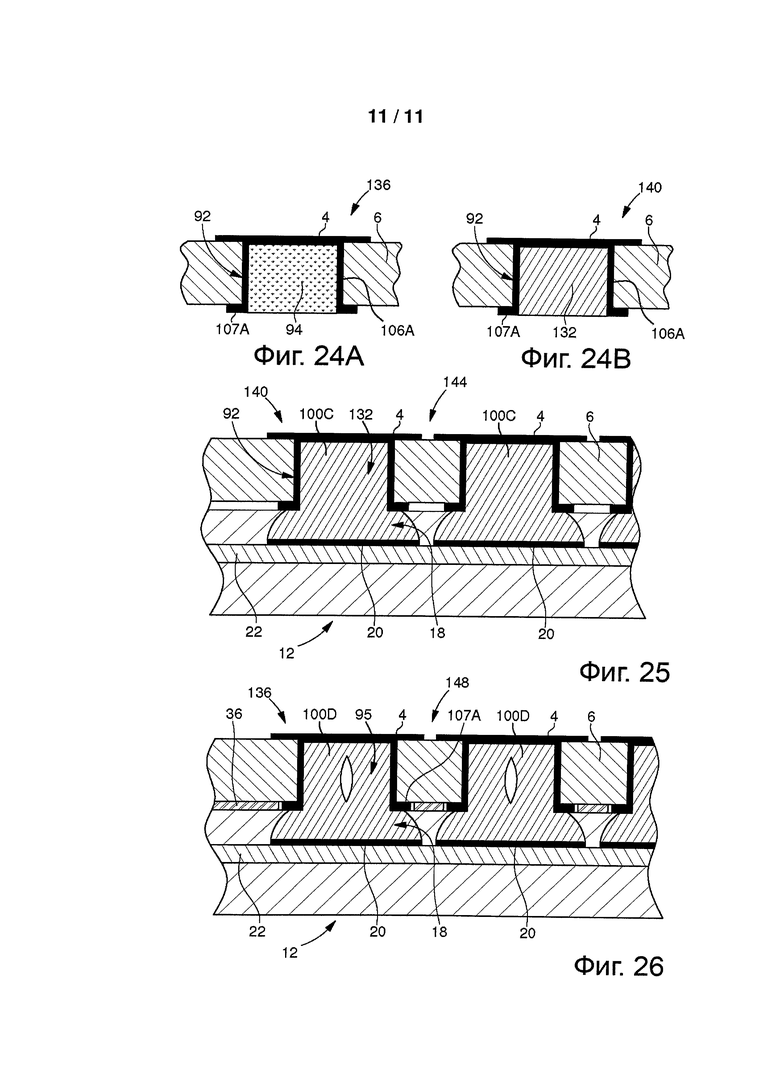
фиг.24А и 24В показывают две разновидности пятого варианта осуществления изобретения разъема, в соответствии с изобретением;
фиг.25 является видом с частичным разрезом пятого варианта осуществления изобретения интеллектуальной карточки, в соответствии с изобретением;
фиг.26 является видом с частичным разрезом шестого варианта осуществления изобретения интеллектуальной карточки, в соответствии с изобретением.
Подробное описание изобретения
Со ссылками на фиг.3, 4A и 4B будет описываться первый предпочтительный вариант осуществления способа изготовления интеллектуальной карточки для легкого производства интеллектуальных карточек, в соответствии с изобретением. Ниже будут описываться интеллектуальные карточки. Любые описанные выше ссылки не будут здесь подробно описываться снова. Фиг.3 показывает три отдельных элемента, связанных с изготовлением интеллектуальной карточки. Это внешний разъем 32, клейкая пленка 36 с пробитыми отверстиями и корпус 12 карточки, который аналогичен корпусу, описанному выше.
Внешний разъем 32 включает в себя подложку 6, на внешней поверхности которой располагаются внешние контактные площадки 4. Первое множество внутренних контактных площадок 34 располагается на внутренней поверхности 33 подложки 6. Площадки 34 формируются из металлических контактов, толщина которых по существу равна толщине клейкой пленки 36 и составляет, например, от 30 до 80 микрон (30-80 мкм). Эта термоклеевая клейкая пленка имеет множество отверстий 37, схема расположения которых совпадает с первым множеством внутренних контактных площадок 34 внешнего разъема 32. Корпус 12 карточки, который вмещает в себя, по меньшей мере, один электронный модуль и/или антенну (не показана на фигурах), имеет полость 14, предназначенную для разъема 32. Второе множество контактных площадок 16, электрически соединенных с указанным электронным модулем и/или указанной антенной, встроенной в корпус карточки, является видимым на поверхности 15 полости 14.
В варианте изобретения клейкая пленка 36 с пробитыми отверстиями, которая располагается на поверхности 15 полости 14, предназначена для установки разъема 32 на корпусе 12 карточки. Далее, внешний разъем 32 размещается в полости 14 с его внутренней поверхностью 33, примыкающей к клейкой пленке 36. Первое и второе множества контактных площадок 34 и 16 располагаются таким образом, чтобы размещаться напротив друг друга, когда разъем 32 вставляется в полость 14. Клейкая пленка 36 отрезается по существу по размерам полости 14, которая по существу подгоняется к размерам подложки 6. Отверстия 37 в клейкой пленке 36 выполняются таким образом, что они выравниваются с парами соответствующих контактных площадок 34 и 16, расположенных напротив друг друга. Размеры отверстий 37 равны или немного превышают размеры соответствующих внутренних контактных площадок 34. В этом варианте разъем 32 и клейкая пленка 36 размещаются отдельно в полости 14 и первое множество контактных площадок 34 вставляется в отверстия 37 в клейкой пленке. В результате такого расположения разъема и клейкой пленки, внутренние контактные площадки 34 или упираются в контактные площадки 16 корпуса 12 карточки, или располагаются к ним очень близко. Затем, используя устройство 26 для горячего прессования, как показано на фиг.4A, внешний разъем 32 присоединяется к поверхности 15 полости 14. Предпочтительно, к разъему 32 прикладывается достаточное давление, чтобы гарантировать физический контакт между металлическими контактами 34 и соответствующими контактными площадками 16. Таким образом, полость 14 определяет углубление для разъема 32, который приклеивается к поверхности 15 указанной полости с помощью клеящего вещества 36, расположенного между поверхностью 15 и внутренней поверхностью 33 разъема 32.
В другом варианте клейкая пленка располагается напротив внутренней поверхности 33 разъема перед тем как разъем размещается в углублении в корпусе карточки. Во время этого предварительного шага должно быть гарантировано, что клейкая пленка в достаточной степени приклеивается к разъему, чтобы он оставался прикрепленным к ней при манипуляциях с разъемом, до тех пор пока он не вставлен в углубление.
Здесь следует отметить, что в описанных вариантах клеящее вещество обеспечивается в виде термоплавкой безрастворной клеящей пленки. Однако в других вариантах, которые не описываются, клеящее вещество может обеспечиваться другими способами, в частности в виде вязкой жидкости или пасты, накладываемых в определенных областях внутренней поверхности 33 подложки 6 или поверхности 15, определяемой нижней частью полости 14. Однако эти последние варианты являются сложными и сложность заключается в том, что клеящее вещество не предназначено для покрытия толстых металлических контактов 34.
В соответствии с особым вариантом, внутренние контактные площадки 34 разъема 32 образуются с помощью гальванического отложения на металлических контактных площадках печатной платы на внутренней поверхности 33 разъема. В соответствии с другим вариантом, внутренние контактные площадки получаются с помощью трафаретной печати или подобной технологии для точного отложения материала припоя в виде пасты с определенной толщиной, соответствующей толщине клейкой пленки («материал припоя» означает металл или металлическую пасту, которая плавится при температуре, подходящей для припаивания мягким или твердым припоем, используя металлический материал, предпочтительно, при температуре ниже чем 1000°C). Разъем, предпочтительно, размещается в печи для просушивания паяльной пасты (например, пасты из олова), для того чтобы она затвердела, или чтобы расплавить пасту контролируемым образом и получить после затвердевания компактные металлические внутренние контактные площадки (без воздуха и/или дополнительной жидкости). И последнее, в другом варианте внутренние контактные площадки 34 получаются с помощью устройства для дозированной выдачи припоя в виде пасты, или предпочтительно, в жидком виде (расплавленный металл), локализованным способом в специфических областях (в частности, на первоначальные металлические контактные площадки печатной платы). В случае использования паяльной пасты, поверхность получаемых в результате контактных площадок необязательно должна быть плоской. И здесь тоже, разъем, предпочтительно, помещается в печь для высушивания пасты, для того чтобы она затвердевала или плавилась контролируемым образом. В любом случае, нужно позаботиться о том, чтобы объем распределяемого материала припоя был по существу равен объему, определяемому отверстием, проделанным в клейкой пленке, когда разъем размещается в полости корпуса карточки.
В другом варианте, который не показан на фигуре, материал припоя обеспечивается таким образом, чтобы компенсировать высоту клейкой пленки, когда она размещается не на внутренней поверхности 33 разъема, а на контактных площадках 16, которые являются видимыми в полости корпуса карточки. В этом случае также количество материала припоя, откладываемого на каждой контактной площадке 16, определяется таким образом, чтобы его объем по существу соответствовал или был бы немного меньше, чем объем соответствующего отверстия 37 клейкой пленки. Там, где материал припоя обеспечивается в виде пасты, корпус карточки, предпочтительно, помещается в печь для высушивания пасты, для того чтобы она затвердевала или плавилась контролируемым образом. Высота контактных площадок на внутренней поверхности разъема в настоящем варианте является низкой (например, между 5 и 10 микронами, что является традиционной высотой для печатных плат).
В варианте изобретения, описанном для фиг.3 и 4A/4B, второе множество контактных площадок 16 формируется с помощью припоя 18, откладываемого на третье множество контактных площадок 20, расположенных на поверхности подложки 22, взаимосвязанной с электронным модулем и/или антенной, встроенной в корпус 12 карточки.
Там, где внешние контактные площадки 34 содержат припой или в упоминаемом выше альтернативном варианте, где материал припоя откладывается на контактные площадки 16 корпуса карточки, контактные площадки в нижней части полости 14 могут быть образованы непосредственно третьим множеством контактных площадок 20, которые затем определяют контактные площадки 16, утопленные заподлицо с поверхностью 15 полости. Эти контактные площадки 20 могут иметь определенную толщину, полученную, в частности, с помощью относительно толстого гальванического осаждения. Каждая контактная площадка 16 может быть в другом варианте образована с помощью столбика или металлической шпонки, например, выполненной из меди, расположенной на контактной площадке 20 печатной платы.
Как только разъем 32 присоединяется в полости 14 с помощью горячего прессования 26, клейкое вещество 36 окружает толстые металлические контакты 34. После шага прикрепления эти металлические контакты располагаются напротив контактных площадок 16. Как показано на фиг.4В, тепло в этом случае обеспечивается через разъем 32, чтобы припаять первое множество контактных площадок 34 ко второму множеству контактных площадок 16. Это припаивание является легко достижимым с заданным присутствием припоя 18 и/или припой, по меньшей мере частично, образует толстые металлические контакты 34. Тепло для припаивания, предпочтительно, обеспечивается локально с помощью паяльных термодатчиков 40 паяльного устройства, сконфигурированного таким образом, чтобы одновременно пропаивать все обеспечиваемые соединения. Эта локализованная подача тепла выполняется для того, чтобы избежать повреждения корпуса 12 карточки, в частности чтобы избежать деформирования корпуса карточки.
С помощью способа изготовления, описанного выше, производится интеллектуальная карточка 42, частично показанная в разрезе на фиг.5. Внешние контактные площадки 4 электрически соединяются с толстыми металлическими контактами 34. Таким образом, внешний разъем 32 позволяет считывающему устройству с резистивными контактами получить доступ к электронному модулю, встроенному в карточку 42. Припой между каждой внутренней контактной площадкой разъема 32 и соответствующей контактной площадкой 20, расположенной на поверхности подложки 22, гарантирует надежное электрическое соединение между внешним разъемом и электронным модулем и/или антенной, встроенной в корпус 12 карточки 42. Этот припой гарантирует прочное соединение между контактными площадками 34 и контактными площадками 20.
Фиг.6 показывает разновидность первого варианта осуществления изобретения описанного выше способа, а фиг.7 показывает вид с частичным разрезом интеллектуальной карточки 52, полученной в результате применения этой разновидности первого варианта. Любые описанные выше ссылки не будут снова подробно здесь описываться. Этот вариант касается внешнего разъема 44, который имеет электронную цепь на его внутренней поверхности 33, в частности интегральную микросхему 46, покрытую смолой 48. Поэтому этот внешний разъем 44 определяет электронный модуль такого типа, который используется в банковских карточках с внешними резистивными контактами. В частности, вариант осуществления изобретения, показанный на фиг.6 и 7, относится к карточке, известной как карточка двойственного интерфейса (dual interface), т.е. интеллектуальная карточка, способная связываться со считывающим устройством с резистивными контактами, а также с бесконтактным считывающим устройством посредством антенны, расположенной в корпусе 12А карточки. Таким образом, например, две контактные площадки 15, видимые на поверхности 15 полости 14А, определяют две контактные площадки антенны, расположенной на подложке 22 и встроенной в корпус 12А карточки. Полость 14А имеет нижнее углубление 50, по существу с размерами покрытия 48 для вмещения интегральной микросхемы 46 и защитного покрытия 48. Это углубление 50 может проходить подложку 22, как показано на фиг.6 и 7. Внутренние контактные площадки 34 разъема 44 выполнены таким же способом, как и описанные выше площадки разъема 32.
Со ссылками на фиг.8A-8E ниже будет описываться второй предпочтительный вариант осуществления способа изготовления интеллектуальной карточки для легкого производства интеллектуальных карточек, в соответствии с изобретением. Интеллектуальные карточки будет описываться ниже. Любые описанные выше ссылки не будут снова подробно здесь описываться. Во время первого шага клейкая пленка 36 с пробитыми отверстиями помещается на внутреннюю поверхность 33 внешнего разъема 2. Пленка имеет множество отверстий 37, соответствующих множеству внутренних контактных площадок 8, расположенных на внутренней поверхности 33. Клейкая пленка 36 с пробитыми отверстиями обеспечивается отделяемым листом 56 (силиконизированная бумага), которая действует как подложка для пленки. Отделяемый лист несильно приклеивается к клейкой пленке 36. Клейкая пленка 36 размещается на внутренней поверхности 33 таким образом, что внутренние контактные площадки 8 располагаются в соответствующих отверстиях 37 клейкой пленки. Во время следующего шага, как показано на фиг.8 В, клейкая пленка 36 накладывается на внутреннюю поверхность 33, используя устройство 26 для горячего прессования, чтобы клейкая пленка 36 должным образом приклеилась к подложке 6 разъема 2. Затем лист 56 удаляется.
Во время следующего шага, схематически показанного на фиг.8C, материал 62 припоя, в частности оловянная паста, размещается в отверстиях 37 клейкой пленки 36. Этот материал припоя слегка переполняет отверстия, а затем, используя режущую пластину 64, избыток припоя удаляется, и внешние поверхности материала 62 припоя становятся плоскими и по существу находятся на уровне внешней поверхности клейкой пленки. В другом частном варианте материал припоя распределяется устройством с помощью, по меньшей мере, одного сопла. Устройство накладывает немного большее количество материала припоя в каждое отверстие 37, чем объем, определяемый отверстием. Как только растекание металлической пасты в отверстия клейкой пленки заканчивается, она может быть высушена в печи. Поскольку клейкая пленка уже наложена на разъем, следует позаботиться о том, чтобы ограничить температуру высушивания, например до значения, составляющего от 50° до 70°.
Внешний разъем 60 получается после того, как материала припоя был размещен в отверстиях клейкой пленки 36. Он включает в себя подложку 6, на первой поверхности которой располагаются внешние контактные площадки 4. Контактные площадки 8 и термоклеевая пленка 36, отверстия которой выравниваются с контактными площадками 8, располагаются на второй поверхности подложки 6. Материал 62 припоя, особенно оловянная паста, откладывается поверх контактных площадок 8, в отверстиях в клейкой пленке 36.
Во время последующего шага второго варианта осуществления способа изготовления внешний разъем 60 помещается в полость 14 в корпусе 66 карточки. Как и в описанном выше первом варианте осуществления изобретения, контактные площадки 16, образованные материалом 18 припоя, откладывающиеся на внутренние контактные площадки 20 корпуса 66 карточки, являются видимыми на нижней поверхности полости. Описанные выше варианты для создания контактных площадок 16 также могут быть использованы здесь. Следует отметить, что во всех случаях материал припоя, необходимый для надлежащего припаивания, размещается в отверстиях клейкой пленки. Множество контактных площадок 16 располагаются таким образом, чтобы они находились напротив множества внутренних контактных площадок 8 разъема 60. Материал 62 припоя, откладывающийся в отверстиях клейкой пленки 36, непосредственно касается контактных площадок 16 корпуса 66 карточки. Как показано на фиг.8D, устройство 26 для горячего прессования используется для активизации клейкой пленки, чтобы прикрепить разъем 60 к корпусу 66 карточки.
Затем устройство для горячего прессования удаляется, и в описанном здесь варианте паяльное устройство, включающее в себя множество термодатчиков 40, используется для выполнения шага припаивания, схематически показанного на фиг.8Е. Следует отметить, что термодатчики 40 прикладываются напротив областей внешних контактных площадок 4 и, соответственно, выравниваются с соответствующими парами контактных площадок 8 и 20, между которыми материалы 18 и 62 припоя накладываются друг на друга. Материал 62 припоя, локально откладывающийся в отверстиях клейкой пленки, определяет промежуточный слой между двумя контактными площадками, чтобы компенсировать толщину клейкой пленки 36, которая располагается между нижней поверхностью полости корпуса карточки и внутренней поверхностью разъема 60 после того, как разъем прикрепляется корпусу карточки. Термодатчики 40 обеспечивают достаточное тепло в локальной области, чтобы расплавить материал 62 припоя и, предпочтительно, по меньшей мере частично, расплавить материал 18 припоя между соответствующими парами контактных площадок. Интеллектуальная карточка, частично показанная в разрезанном виде на фиг.9, получается после этой операции припаивания.
В описанном выше варианте внешний разъем выполняется с помощью пресса 26 для горячего прессования. Внутренние контактные площадки разъема припаиваются к контактным площадкам корпуса карточки во время последующего шага, используя специфическое паяльное устройство. В варианте осуществления изобретения способа изготовления эти два шага комбинируются, используя устройство, способное подавать тепло, необходимое для соединения, которое выполняется, например, при температуре между 100 и 150°C, а также подавать достаточное количество тепла локально на внутренние контактные площадки разъема для выполнения припаивания, например, при температуре между 500 и 600°C.
Интеллектуальная карточка 76, полученная с помощью второго варианта осуществления способа изготовления, характеризуется присоединением множества внутренних контактных площадок 8 к множеству соответствующих контактных площадок 20 за счет припоев, образованных с помощью расплавленных материалов 18 и 62 припоя, соединенных таким образом, чтобы сформировать жесткие металлические мосты между парами соответствующих контактных площадок. Материалы 18 и 62 припоя, предпочтительно, образованы из олова, но в других вариантах припаивание также может выполняться, например, с помощью меди.
Корпус 66 карточки образуется из промежуточного слоя 70 смолы, расположенной между двумя внешними слоями 68 и 69. Подложка 22, на поверхности которой располагаются контактные площадки 22 и точки 18 твердого припоя, покрывается смолой 70. Эта смола 70 также покрывает другие элементы изготовленной карточки, в частности электронный модуль и/или антенну (не показана), встроенную в интеллектуальную карточку. В соответствии с предпочтительным вариантом, твердый слой 72 обеспечивается на задней стороне подложки 22. Функция слоя 72 заключается в том, чтобы позиционировать верхнюю часть подложки 22 и таким образом точки 18 твердого припоя, в промежуточном слое смолы. Это гарантирует, что контактные площадки 16, определяемые усеченными контактными столбиками из припоя, находятся на одном уровне с нижней поверхностью полости, когда эта полость подвергается обработке. И действительно, понятно, что глубина полости определяется толщиной внешнего разъема. В том случае, когда изготовление может быть осуществлено с использованием смолы 70 в нетвердом состоянии, в частности вязкой жидкости или пасты, было отмечено, что подложка 22 имеет тенденцию перемещаться вниз, в смолу, а затем остается относительно близко к твердому нижнему слою 69. Это вызывает проблему, в частности, во время изготовления сложных карточек, с использованием нетвердых смол для покрытия различных элементов и обеспечиваемых компонентов. В результате того, что дополнительный твердый слой 72 обеспечивается на задней стороне подложки 22, возможно позиционировать подложку 22 и таким образом контактные столбики из припоя, возвышающиеся из контактных площадок 20, относительно точно по толщине слоя смолы.
Поэтому способ, обеспечиваемый для изготовления интеллектуальной карточки, содержащей, по меньшей мере, один электронный модуль и/или антенну, встроенную в корпус карточки, и внешние контактные площадки, находится в пределах объема настоящего изобретения. Способ включает в себя следующие шаги:
- изготовление внешнего разъема, имеющего указанные внешние контактные площадки на внешней поверхности и множество внутренних контактных площадок на его внутренней поверхности, противоположной внешней поверхности;
- изготовление корпуса карточки с полостью для разъема и с электронным модулем и/или антенной, имеющей электрическое соединение со вторым множеством контактных площадок, видимых на поверхности полости корпуса карточки;
- размещение разъема и клеящего вещества в полости с первым и вторым множеством контактных площадок, расположенных таким образом, чтобы они размещались противоположно друг другу, когда разъем вставляется в полость;
- подача тепла через разъем, чтобы припаять первое множество контактных площадок ко второму множеству контактных площадок, при этом контактные площадки первого множества и/или контактные площадки второго множества являются сконфигурированными и/или промежуточный материал припоя откладывается локально на первое и/или второе множество контактных площадок, чтобы компенсировать толщину клеящего вещества, расположенного между поверхностью полости и внутренней поверхностью разъема, как только разъем прикрепляется к корпусу карточки.
Фиг.10 и 11 являются схематическими видами первого варианта осуществления изобретения внешнего разъема в соответствии с изобретением. Традиционно этот разъем 78 имеет внешние контактные площадки 4 на внешней поверхности подложки 6, и внутренние контактные площадки 8 на внутренней поверхности подложки 6. В соответствии с изобретением, металлические переходные отверстия 80 относительно большого диаметра обеспечиваются между внешними контактными площадками 4 и внутренними контактными площадками 8. Эти металлические переходные отверстия используются прежде всего для электрического соединения внешних контактных площадок 4 с внутренними контактными площадками 8. Затем, переходные отверстия 80 накладываются на внутренние контактные площадки 8, чтобы облегчить шаг припаивания контактных площадок к соответствующим контактным площадкам корпуса карточки, как описывалось выше. И действительно, подложка 6 образована из изолирующего материала, который обычно является плохим проводником тепла. Однако металлические переходные отверстия 80 проводят тепло очень хорошо. Таким образом, тепло, подаваемое с помощью описанного выше специального паяльного устройства, направляется через переходные отверстия 80 к внутренним контактным площадкам 8, при этом материал припоя обеспечивается на указанных контактных площадках 8 и под ними, чтобы припаять контактные площадки 8 к внутренним контактным площадкам корпуса карточки. В результате переходные отверстия 80 располагаются таким образом, как схематически показано на фиг.11, поэтому во время шага припаивания возможно подавать меньшее количество тепла и таким образом избежать какого-либо деформирования корпуса карточки вследствие тепла, которое создает высокие температуры для пластиковых материалов или смолы, образующих корпус карточки.
Фиг.12 показывает схематический вид с разрезом первого варианта осуществления изобретения интеллектуальной карточки 82, в соответствии с изобретением. Эта карточка включает в себя разъем 78A, в соответствии с изобретением, аналогичный описанному выше разъему 78, и имеет толстую контактную площадку 34. Она получается с помощью описанного выше первого варианта осуществления способа изготовления. Следует отметить, что каждое переходное отверстие 80 и взаимодействующая с ним контактная площадка 34 могут быть выполнены из того же самого материала, и таким образом вместе образовывать тот же самый элемент. Фиг.13 показывает схематический вид с разрезом интеллектуальной карточки 82, в соответствии со вторым вариантом осуществления изобретения карточки. Эта карточка включает в себя разъем 78, описанный для фиг.10 и 11 и полученный с помощью описанного выше второго варианта осуществления способа изготовления. Контактные площадки 8 могут определяться нижними поверхностями переходных отверстий 80. Таким образом, в карточках, показанных на фиг.12 и 13, полученных с разъемом в соответствии с описанным выше первым вариантом осуществления изобретения, множество внешних контактных площадок 4 соответственно электрически соединяются с множеством внутренних контактных площадок 20 с помощью множества металлических элементов 18+34+80, соответственно 18, 62+8+80, каждый из которых, по меньшей мере частично, образован из материала припоя, при этом они пересекают изолирующую подложку 6 через отверстия, соответственно обеспеченные в изолирующей подложке. Интеллектуальная карточка 82, 84, в соответствии с изобретением, характеризуется тем, что множество металлических элементов соответственно покрываются множеством внешних металлических контактных площадок 4, которые расположены близко к отверстиям на внешней поверхности изолирующей подложки 6. Множество металлических элементов соответственно образуют соединительные мосты между задними поверхностями множества внешних металлических контактных площадок 4 и множеством внутренних металлических контактных площадок 20. В дополнение в упомянутым выше вариантам для получения толстых контактных площадок 34 и для создания соединения из припоя между внутренними контактными площадками разъема и соответствующими контактными площадками, расположенными на поверхности полости, образующей углубление для разъема, ниже будут описываться различные предпочтительные варианты осуществления изобретения и специфические варианты настоящего изобретения.
Фиг.14 показывает второй вариант осуществления изобретения разъема 90, в соответствии с изобретением. Изолирующая подложка 6 имеет отверстия 92, которые закрываются на внешней поверхности 31 внешними металлическими контактными площадками 4. Каждое отверстие 92 заполняется паяльной пастой 94, по существу до уровня внутренней поверхности 33 изолирующей подложки. Паяльная паста размещается на задней поверхности 5 площадок 4. Отверстия имеют центральную ось 96, перпендикулярную внешней поверхности 31 и таким образом плоскости, определяемой контактными площадками 4. Площадки 4, предпочтительно, выполнены из пленки или металлического листа (в частности, меди), размещаемого на внешней поверхности 33 подложки 6. Площадки имеют некоторую жесткость, которая достаточна для них, чтобы они оставались плоскими выше отверстий изолирующей подложки, а также когда поступает тепло для выполнения пайки. Следует заметить, что на фиг.14 и на последующих фигурах полностью показаны только одна или две внешние контактные площадки, но разъем может содержать несколько внешних контактных площадок, в частности два ряда из трех или четырех площадок.
Фиг.15 показывает третий вариант осуществления изобретения карточки 98, в соответствии с изобретением. Эта карточка имеет корпус 12 карточки такого же типа, как и описанные выше, который включает в себя внутренние металлические контактные площадки 20, обычно расположенные на изолирующей подложке 22. Полость в этом корпусе карточки вмещает разъем 90, при этом между разъемом и поверхностью 15 полости нет клейкой пленки. Внутренние контактные площадки 20 располагаются под указанным внешним разъемом и соответственно выравниваются с внешними контактными площадками 4 в направлении 96, перпендикулярном внешней поверхности 31. Во время изготовления карточки 98, как объяснялось выше, тепло подается локально к внешним контактным площадкам 4, чтобы создать соединение посредством пайки. Это тепло непосредственно передается к паяльной пасте 94, которая размещается на задней поверхности 5 внешних контактных площадок. С управляемой подачей тепла материал припоя в каждом отверстии 92 плавится, и тепло легко проходит через материал припоя к каждому контактному столбику 18 из припоя, расположенному напротив соответствующего отверстия 92 и размещаемому на внутренней контактной площадке 20. Материал 18 припоя плавится, по меньшей мере, на поверхности и присоединяется к расплавленному материалу 94 припоя, который после охлаждения образует припой 95 с немного меньшим объемом вследствие усадки. Поэтому между припоем 95 и боковой поверхностью отверстий 92 появляются пространства небольшого объема, как схематически показано на фиг.15. В конце процесса карточка 98 имеет множество внешних контактных площадок 4, соответственно электрически соединенных с множеством внутренних контактных площадок 20 с помощью множества металлических элементов 100, каждый из которых, по меньшей мере частично, образован припоем и каждый из которых пересекает изолирующую подложку 6 через соответствующие отверстия 92, обеспечиваемые в изолирующей подложке. В показанном варианте металлические элементы 100 полностью образованы из материала припоя.
Фиг.16 показывает интеллектуальную карточку 98A в соответствии с четвертым вариантом осуществления изобретения. Эта карточка отличается от карточки, показанной на фиг.15, тем, что в дополнение к припаиванию к корпусу карточки, разъем прикрепляется к поверхности 15 полости, в которой он размещается. При использовании разъема, как показано на фиг.14, понятно, что существует недостаток материала припоя в отверстиях 37 используемой клейкой пленки 36. Однако, когда материал 94 припоя плавится, он течет в направлении материала 18 припоя, и в таком случае припой также пересекает отверстия в клейкой пленке. Следует заметить, что предпочтительно могут использоваться описанные ниже другие разъемы, в соответствии с изобретением.
На всех чертежах карточек изобретения, контактные столбики 18 из припоя размещаются на внутренних контактных площадках 20. Эти контактные столбики находятся внутри корпуса карточки и обычно имеют усеченную верхнюю поверхность, когда полость подвергается машинной обработке, при этом они первоначально определяют промежуточные контактные площадки. Однако эти карточки настоящего изобретения не ограничиваются этим расположением. И действительно, в других вариантах (не показаны) каждая из внутренних контактных площадок 20 находится заподлицо с поверхностью полости корпуса карточки, и припаивание, предпочтительно, выполняется с материалом припоя, помещаемым в разъем ниже его внешних контактных площадок. Также следует заметить, что в других вариантах изготовления материал припоя может откладываться перед тем как добавляется разъем, на внутренних контактных площадках, когда они являются видимыми в полости или другим образом, на контактные столбики 18 из припоя. Понятно, что отверстия 92 разъема могут быть частично заполнены материалом припоя или могут быть пустыми, когда разъем помещается в полость. Материал припоя, откладываемый на видимых контактных площадках в полости, затем, по меньшей мере частично, заполняет отверстия изолирующей подложки. Количество подаваемого твердого припоя является таким, что материал припоя в отверстиях находится в контакте с задней поверхностью внешних контактных площадок 4. Карточка, в соответствии с изобретением, может быть также получена после процесса пайки.
Фиг.17 показывает разъем 104, в соответствии с третьим вариантом осуществления изобретения. Он отличается от показанного на фиг.14 тем, что боковая стенка отверстий 92 покрывается металлическим слоем 106, который должным образом приклеивается к боковой стенке. Этот слой 106 определяет закрепляющий слой для расплавленной паяльной пасты 94. Он предпочтительно, включает в себя верхнее тонкое золотое покрытие, которое, предпочтительно, также покрывает заднюю поверхность внешних контактных площадок. Таким образом, когда осуществляется процесс пайки, расплавленный припой 95 легко присоединяется к этому металлическому слою и к задней поверхности внешних контактных площадок. Металлические элементы 100A таким образом получаются с помощью воздуха и/или остаточного связующего вещества, предпочтительно находящегося внутри металлических элементов, как показано схематически на фиг.18, которая иллюстрирует разновидность третьего варианта осуществления изобретения карточки 110, в соответствии с изобретением.
Фиг.19 показывает разъем 114, в соответствии с четвертым вариантом осуществления изобретения. Он отличается тем, что покрытие металлическим слоем 106 распространяется на периферию каждого отверстия 92 через металлический слой 107 того же самого материала. Поскольку отверстия 92 обычно являются круглыми, слой 107 обычно определяет кольцевую контактную площадку. Клейкая пленка 36 прикладывается к внутренней поверхности 33 изолирующей подложки. Она имеет отверстия, каждое из которых выравнивается с соответствующими отверстиями подложки 6 с диаметром, который по существу совпадает с внешним диаметром слоя 107. Как и в случае второго варианта изготовления, описанного выше, материал 94 припоя не только заполняет отверстия 92, но также и отверстия в клейкой пленке. Здесь может быть обеспечен избыток материала припоя, который затем удаляется режущей пластинкой, как показано на фиг.8C. Следует отметить, что описанные выше разъемы 90, 104 и 114 могут быть, предпочтительно, помещены в печь, чтобы высушить паяльную пасту, перед тем как разъемы присоединяются к корпусу карточки. Фиг.20 показывает первый вариант, в котором материал 94 припоя обеспечивается с использованием раздаточного устройства, которое откладывает в каждое отверстие 92 разъема 116 точное количество материала, большее, чем объем отверстия 92, чтобы таким образом, по меньшей мере частично, заполнить соответствующее отверстие в клейкой пленке, когда разъем вставляется в полость корпуса карточки, и, предпочтительно, покрывать кольцевую контактную площадку 107. Следует заметить, что в этом случае клейкая пленка может быть размещена отдельно от разъема в соответствующей полости в корпусе карточки. Как только разъем 114 или 116 вставляется в полость и подается тепло для выполнения процесса пайки, получается карточка 120, как схематически показано на фиг.21. Эта карточка имеет металлический элемент 100 В между внешними контактными площадками 4 и внутренними контактными площадками 20, которые по существу соответствуют форме, определяемой отверстиями 92 и 37 (фиг.20).
Фиг.22 показывает схематический вид разъема 124, который определяет второй вариант разъема 114. Этот разъем отличается тем, что материал припоя, размещаемый в отверстиях 92, имеет две формы: первая часть 126 находится в компактной металлической форме, т.е. расплавленной и затвердевшей, а вторая часть 128 находится в виде пасты. В показанном на фигуре примере паяльная паста прежде всего вставляется в отверстия 92. Затем разъемы помещаются в печь и паста расплавляется и сжимается таким образом, что припой 126 не заполняет полностью отверстия 92. Затем паяльная паста 128 добавляется с помощью технологии трафаретной печати с достаточной толщиной пасты, чтобы достичь, по меньшей мере, внешней поверхности клейкой пленки 36. Как и в случае, показанном на фиг.19, обеспечивается, предпочтительно, малая избыточная толщина, чтобы заполнить отверстие 37 насколько это возможно, когда разъем помещается в углубление во время изготовления карточки в соответствии с изобретением, а также гарантировать, что существует контакт между паяльной пастой и контактной площадкой, находящейся заподлицо с нижней поверхностью углубления, даже перед тем, как паяльная паста расплавится.
Фиг.23A и 23B соответственно показывают две разновидности третьего варианта осуществления изобретения разъема. Эти разновидности также могут использоваться для второго или четвертого вариантов осуществления изобретения. Они, по существу, отличаются тем, что отверстия 92 заполняются материалом 132 припоя в форме компактного металла, т.е. припоя, который был расплавлен, чтобы заполнить эти отверстия, а затем затвердел при охлаждении. Паяльная паста может быть или добавлена, а затем расплавлена, или может быть использовано раздаточное устройство для добавления жидкого припоя, который затем затвердевает в отверстиях. Последний случай требует использования более сложного устройства. Там где используется паяльная паста, возможно иметь два шага заполнения, чтобы наполнить отверстия 92, в каждом из которых паяльная паста откладывается в отверстиях, а затем расплавляется. Разъем 130 имеет отверстия 92, заполненные материалом припоя по существу до уровня внутренней поверхности 33, в то время как разъем 134 имеет контактные столбики 132 припоя, верхняя поверхность которых находится почти на уровне внешней поверхности клейкой пленки 36. Пленка может быть предварительно прикреплена на внутреннюю поверхность 33 разъема после того, как сформирован контактный столбик 132A из припоя, или может быть размещена в полости корпуса карточки перед позиционированием разъема или одновременно с ним. Контактные столбики 132 и 132A из припоя определяют металлические переходные отверстия относительно большого диаметра. Этот диаметр составляет более чем 200 микрон, и предпочтительно, более чем 500 микрон. Высота этих контактных столбиков изменяется в соответствии с толщиной изолирующей подложки 6, например, между 150 и 250 микрон. В отличие от традиционного электрического переходного отверстия, которое имеет маленький диаметр (обычно около 100 микрон или менее) или является пустым в своей центральной части, если диаметр увеличивается, контактные столбики или переходные отверстия, в соответствии с изобретением, имеют относительно большой диаметр и являются сплошными, поскольку большинство отверстий в изолирующей подложке заполняются металлом.
Фиг.24A и 24B показывают две разновидности пятого варианта осуществления изобретения особенно предпочтительного разъема. Этот вариант осуществления изобретения аналогичен описанному выше четвертому варианту осуществления изобретения, но отличается от него тем, что периферийный металлический слой 107А имеет относительно большую толщину, которая по существу равна или является большей чем 30 микрон (30 мкм), например составляет от 30 до 70 микрон, и предпочтительно, по существу равна толщине клеящего слоя, где этот слой обеспечивается. Тонкие металлические слои на фиг.19 и 20 могут откладываться с помощью вакуумного осаждения по различным технологиям, которые известны специалистам в данной области техники. В частности, они могут включать в себя несколько подслоев, чтобы улучшить функцию клеящего пограничного слоя. Толстые металлические слои, предпочтительно, формируются за счет первого осаждения, по меньшей мере, одного тонкого слоя с помощью способа вакуумного осаждения, например, с помощью способа напыления, затем с помощью гальванического осаждения можно легко получить желаемую толщину. На конечном этапе может быть обеспечено тонкое золотое покрытие. В таком случае слой 106А, покрывающий боковую стенку отверстий 92, также является относительно толстым, хотя он может быть более тонким. Задние поверхности внешних контактных площадок, образующих отверстия, обычно также покрываются слоем материала того же типа. Разъем 136 имеет глухие отверстия, определяемые металлическим слоем 106A+107A, заполненные паяльной пастой 94, по существу до уровня периферийного слоя 107A, в то время как разъем 140 имеет глухие отверстия, заполненные материалом 132 припоя.
Фиг.25 показывает пятый вариант осуществления изобретения карточки, в соответствии с изобретением. Эта карточка 144 образуется из корпуса 12 карточки и разъема 140, показанного на фиг.24B. Здесь клейкая пленка не обеспечивается. Паяные соединения, выполненные на каждой внешней контактной площадке, служат для того, чтобы устанавливать надежное электрическое соединение, и для того, чтобы крепить разъем внутри полости. Металлический элемент 100C является полностью сплошным и уплотненным. В варианте используется разъем 136, показанный на фиг.24A. Фиг.26 показывает шестой вариант осуществления изобретения карточки, в соответствии с изобретением. Эта карточка 148 образуется из корпуса 12 карточки и разъема 136, показанного на фиг.24А. Как объяснялось выше, когда паяльная паста плавится, она слегка сокращается, оставляя, по меньшей мере, один воздух или пространство связующего вещества в полученном металлическом элементе 100D. В этом случае клеящий слой 36 по существу равен по толщине периферийным контактным площадкам 107A, расположенным между изолирующей подложкой и нижней частью полости. В варианте также используется разъем 140.
И наконец, следует заметить, что технология изобретения для получения внешних контактных площадок на внешнем разъеме, припаянном к внутренним контактным площадкам корпуса карточки, также может использоваться для того, чтобы создать дополнительные точки припаивания между разъемом и корпусом карточки без электрической функции, для того, чтобы улучшить прикрепление разъема к корпусу карточки, и, в частности, для того, чтобы не использовать клейкую пленку.
| название | год | авторы | номер документа |
|---|---|---|---|
| СОЕДИНИТЕЛЬ С ВЫСОКОЙ ПЛОТНОСТЬЮ РАЗМЕЩЕНИЯ ЭЛЕМЕНТОВ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1997 |
|
RU2208279C2 |
| УСТРОЙСТВО ОТОБРАЖЕНИЯ | 2009 |
|
RU2486557C2 |
| ИНДИКАТОРНОЕ УСТРОЙСТВО, В ЧАСТНОСТИ ПРОЗРАЧНЫЙ МУЛЬТИМЕДИАФАСАД | 2008 |
|
RU2482547C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОКОМПОНЕНТНОГО ТРЕХМЕРНОГО ЭЛЕКТРОННОГО МОДУЛЯ | 2001 |
|
RU2193260C1 |
| НЕСУЩИЙ ЭЛЕМЕНТ ДЛЯ ПОЛУПРОВОДНИКОВОЙ МИКРОСХЕМЫ | 1997 |
|
RU2156521C2 |
| Способ изготовления высокочастотных печатных плат | 2021 |
|
RU2765105C1 |
| ЭЛЕКТРОННАЯ ПЛАТА С ВСТРОЕННЫМ НАГРЕВАТЕЛЬНЫМ СОПРОТИВЛЕНИЕМ | 2008 |
|
RU2484607C2 |
| УСТРОЙСТВО СХЕМНОЙ ПЛАТЫ И СПОСОБ ВЗАИМНОГО СОЕДИНЕНИЯ МОНТАЖНЫХ ПЛАТ | 2004 |
|
RU2308178C2 |
| МОДУЛЬ МИКРОСХЕМЫ И СПОСОБ ИЗГОТОВЛЕНИЯ МОДУЛЯ МИКРОСХЕМЫ | 1997 |
|
RU2165660C2 |
| КОНТАКТИРУЮЩЕЕ УСТРОЙСТВО | 2012 |
|
RU2498449C1 |



Изобретение относится к области электронных карточек. Технический результат заключается в повышении надежности. Интеллектуальная карточка содержит располагающийся в углублении карточки внешний разъем, который образован из изолирующей подложки и множества внешних металлических контактных площадок, располагающихся на внешней поверхности изолирующей подложки. Множество внутренних металлических контактных площадок располагаются под внешним разъемом и соответственно выровнены с множеством внешних металлических контактных площадок, которые соответственно электрически соединены с множеством внутренних металлических контактных площадок с помощью множества металлических элементов, каждый из которых, по меньшей мере частично, образован материалом припоя и которые пересекают указанную изолирующую подложку через соответствующие отверстия диаметром более чем 0,2 мм с образованием соединительных мостов между задними поверхностями множества внешних металлических контактных площадок и множеством внутренних металлических контактных площадок. 2 н. и 14 з.п. ф-лы, 34 ил.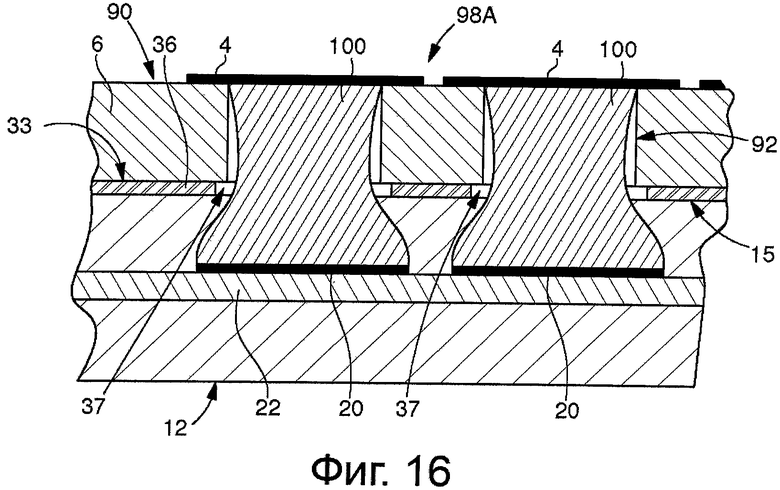
1. Интеллектуальная карточка, содержащая:
- внешний разъем, включающий в себя изолирующую подложку, определяющую внешнюю поверхность и противоположную ей внутреннюю поверхность, а также множество внешних металлических контактных площадок, расположенных на указанной внешней поверхности изолирующей подложки;
- корпус карточки, имеющий углубление, в котором размещен внешний разъем;
- электронный модуль и/или антенну, встроенные в корпус карточки, и электрически присоединенные к множеству внутренних металлических контактных площадок, расположенных в корпусе карточки под внешним разъемом или на поверхности указанного углубления и соответственно выровненных с указанным множеством внешних металлических контактных площадок в перпендикулярном направлении по отношению к внешней поверхности;
при этом указанное множество внешних металлических контактных площадок соответственно электрически присоединено к указанному множеству внутренних металлических контактных площадок с помощью множества металлических элементов, каждый из которых образован, по меньшей мере частично, с помощью припоя и которые пересекают изолирующую подложку через множество соответствующих отверстий, выполненных в изолирующей подложке;
отличающаяся тем, что указанное множество металлических элементов соответственно покрыто указанным множеством внешних металлических контактных площадок, которые закрывают множество отверстий изолирующей подложки со стороны ее внешней поверхности, при этом указанные отверстия в изолирующей подложке имеют диаметр более чем 0,2 мм, и большая часть каждого отверстия из указанного множества отверстий изолирующей подложки заполнена металлом, причем указанное множество металлических элементов соответственно образуют соединительные мосты между задними поверхностями множества внешних металлических контактных площадок и указанным множеством внутренних металлических контактных площадок.
2. Интеллектуальная карточка по п.1, отличающаяся тем, что диаметр указанных металлических элементов в указанных отверстиях в изолирующей подложке в достаточной степени большой, для того чтобы переносить достаточное количество теплоты через указанную изолирующую подложку при изготовлении интеллектуальной карточки, чтобы расплавить указанный материал припоя, расположенный на внутренней поверхности изолирующей подложки или под ней и таким образом, припаять разъем к множеству внутренних металлических контактных площадок.
3. Интеллектуальная карточка по п.1, отличающаяся тем, что в указанном множестве отверстий в изолирующей подложке каждое отверстие имеет диаметр более чем 0,5 мм.
4. Интеллектуальная карточка по п.3, отличающаяся тем, что указанное множество отверстий по существу полностью заполнено металлом, по меньшей мере, большая часть которого образована материалом припоя.
5. Интеллектуальная карточка по п.4, отличающаяся тем, что боковая стенка указанного множества отверстий изолирующей подложки покрыта металлическим слоем, образующим клейкую контактную поверхность для указанного материала припоя, расположенного в указанных отверстиях.
6. Интеллектуальная карточка по п.1, отличающаяся тем, что периферийные металлические контактные площадки, соответственно окружающие отверстия указанного множества отверстий изолирующей подложки, расположены на указанной внутренней поверхности изолирующей подложки.
7. Интеллектуальная карточка по п.1, отличающаяся тем, что клейкая пленка, имеющая отверстия, соответственно выровненные с отверстиями указанного множества отверстий изолирующей подложки, расположена между указанной внутренней поверхностью изолирующей подложки и поверхностью указанного углубления, расположенного противоположно указанной внутренней поверхности.
8. Внешний разъем для размещения в полости интеллектуальной карточки, содержащей в корпусе карточки электронный модуль и/или антенну, включающий в себя изолирующую подложку, имеющую внешнюю поверхность и внутреннюю поверхность, противоположные друг другу, и множество отверстий, а также множество внешних металлических контактных площадок, расположенных на указанной внешней поверхности изолирующей подложки, отличающийся тем, что указанное множество отверстий изолирующей подложки соответственно покрыто множеством внешних металлических контактов, которые закрывают указанные отверстия со стороны внешней поверхности изолирующей подложки, при этом каждое отверстие указанного множества отверстий имеет диаметр более чем 0,2 мм, причем указанное множество отверстий по существу заполнено металлом, большая часть которого образована материалом припоя.
9. Разъем по п.8, отличающийся тем, что материал припоя по меньшей мере частично находится в пастообразной форме.
10. Разъем по п.8, отличающийся тем, что материал припоя по меньшей мере частично образован твердым металлом.
11. Разъем по п.8, отличающийся тем, что боковая стенка указанного множества отверстий изолирующей подложки покрыта металлической пленкой, образующей клейкую контактную поверхность для материала припоя, расположенного в указанных отверстиях.
12. Разъем по п.8, отличающийся тем, что разъем имеет периферийные металлические контактные площадки, соответственно окружающие отверстия указанного множества отверстий изолирующей подложки.
13. Разъем по п.12, отличающийся тем, что толщина указанных периферийных металлических контактных площадок по существу равна или больше чем 30 мкм.
14. Разъем по п.8, отличающийся тем, что напротив внутренней поверхности указанной изолирующей подложки размещена клейкая пленка, имеющая отверстия, соответственно выровненные с отверстиями указанного множества отверстий в изолирующей подложке.
15. Разъем по п.14, отличающийся тем, что диаметр отверстий в клейкой пленке больше, чем диаметр указанного множества отверстий в изолирующей подложке.
16. Разъем по п.14, отличающийся тем, что поверх указанного металла, расположенного в каждом отверстии указанного множества отверстий изолирующей подложки, обеспечен материал припоя, при этом объем материала припоя по существу равен или является меньшим, чем объем соответствующего отверстия в указанной клейкой пленке.
| Электрическое сопротивление для нагревательных приборов и нагревательный элемент для этих приборов | 1922 |
|
SU1997A1 |
| Способ и приспособление для нагревания хлебопекарных камер | 1923 |
|
SU2003A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЭЛЕКТРОННОЙ КАРТОЧКИ ИЛИ АНАЛОГИЧНОГО ЭЛЕКТРОННОГО УСТРОЙСТВА | 1998 |
|
RU2196356C2 |
| ЭЛЕКТРОННЫЙ БЕСКОНТАКТНЫЙ МОДУЛЬ ДЛЯ КАРТЫ ИЛИ ЭТИКЕТКИ | 1997 |
|
RU2194306C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОКОМПОНЕНТНОГО ТРЕХМЕРНОГО ЭЛЕКТРОННОГО МОДУЛЯ | 2001 |
|
RU2193260C1 |

