Изобретение относится к сварочной технике, а именно к оборудованию для газокислородной резки металлов.
Известен резак для газокислородной резки металлов, содержащий коаксиально расположенные наружный и внутренний мундштуки, смеситель и головку с каналами подачи горючего газа, подогревающего и режущего кислорода, входы которых сообщены с соответствующими каналами корпуса, а выходы через смеситель - с кольцевым каналом, образованным зазором между наружным и внутренним мундштуками и имеющим выходное сопло с каналами подачи горючей смеси (см. патент РФ 2095209, кл. В 23 К 7/06, 1997 г.).
Однако при его применении возникают проблемы, связанные с недостаточной надежностью и низкой скоростью резки металлов большой толщины (свыше 100 мм).
В качестве прототипа вариантов резака принят резак для газокислородной резки металлов, содержащий коаксиально расположенные наружный и внутренний мундштуки, смеситель и сопряженную со смесителем торцевыми поверхностями головку с каналами подачи горючего газа, подогревающего и режущего кислорода, входы которых сообщены с соответствующими каналами корпуса, а выходы через смеситель - с кольцевым каналом, образованным зазором между наружным и внутренним мундштуками и имеющим выходное сопло с каналами подачи горючей смеси, выполненными в виде углублений на наружной поверхности внутреннего мундштука, имеющего осевой канал подачи режущего кислорода ( см. патент РФ 2149085, кл. В 23 К 7/06, 1999 г.). Известное устройство имеет прямоугольные каналы подачи горючей смеси.
Недостатками известного устройства являются его нетехнологичность в производстве, сложность и ненадежность в работе, т.к. прямоугольная конфигурация каналов подачи горючей смеси приводит к возникновению термической концентрации напряжений во внутреннем мундштуке, способствующей быстрому его прогару, что небезопасно в эксплуатации.
Кроме того, такое выполнение не обеспечивает высокой скорости и точности реза при большой толщине металла.
Основной решаемой задачей является создание надежной, технологичной и удобной в работе конструкции резака, лишенной указанных недостатков и обладающей повышенной безопасностью и увеличенным сроком службы при высокой скорости и точности реза больших толщин металла.
Для достижения указанного результата в известном резаке для газокислородной резки металлов, содержащем коаксиально расположенные наружный и внутренний мундштуки, смеситель и сопряженную со смесителем торцевыми поверхностями головку с каналами подачи горючего газа, подогревающего и режущего кислорода, входы которых сообщены с соответствующими каналами корпуса, а выходы через смеситель - с кольцевым каналом, образованным зазором между наружным и внутренним мундштуками и имеющим выходное сопло с каналами подачи горючей смеси, выполненными в виде углублений на наружной поверхности внутреннего мундштука, имеющего осевой канал подачи режущего кислорода, каналы подачи горючей смеси выполнены с сужением поперечного сечения углубления в направлении от периферии к центральной продольной оси мундштука.
Такое исполнение позволяет при наиболее простой в технологическом плане реализации обеспечить надежную работу внутреннего мундштука, исключающего возникновение термической концентрации напряжений и предотвращающего его преждевременное разрушение.
Наиболее целесообразно, если упомянутые боковые стенки углублений каналов подачи горючей смеси имеют в поперечном сечении эвольвентный профиль. При этом достигается наиболее простое с точки зрения технологии изготовления и конструктивно наиболее жесткое и надежное исполнение внутреннего мундштука.
Альтернативно часть наружной поверхности внутреннего мундштука, имеющая упомянутые углубления, и сопряженная с ней поверхность наружного мундштука могут быть выполнены коническими с сужением в сторону выходного торца. Такое выполнение создает лучшие условия для перемешивания горючей смеси и может использоваться для резаков, специально настроенных для резки металлов большой толщины.
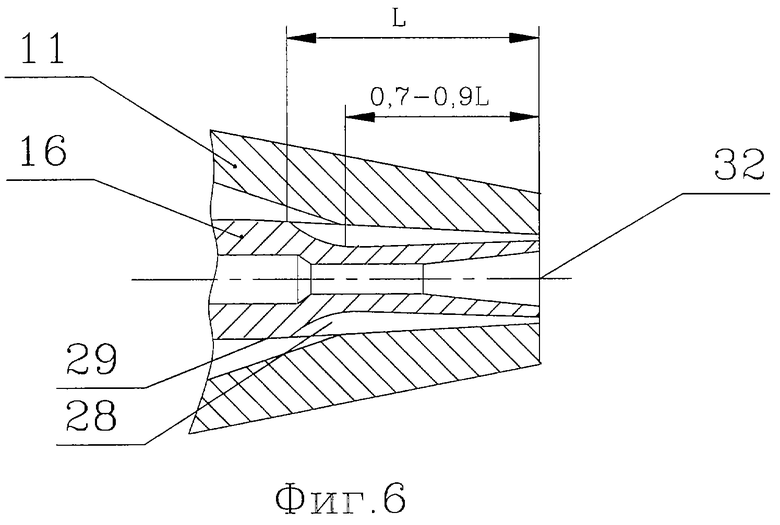
Предпочтительно, максимальная глубина углублений выполнена на расстоянии 0,7. . .0,9 их полной длины от выходного торца и монотонно убывает в направлении выходного торца. Это также способствует улучшению смесеобразования.
Дополнительные преимущества получаются, если упомянутые каналы подачи горючей смеси расположены с наклоном к продольной оси мундштука. Это позволяет с одной стороны увеличить путь, проходимый газовой смесью в каналах, и таким образом увеличить теплообмен без увеличения длины мундштука, а с другой стороны обеспечить дополнительное центрирование выходящего потока за счет закручивания струи газов, что придает ей свойства более активно противостоять внешним помехам (эффект волчка) и способствует повышению точности и скорости реза при больших толщинах металла.
Угол наклона боковых стенок углублений каждого из каналов подачи горючей смеси к продольной оси мундштука может находиться в пределах 1...15o.
Согласно другому варианту выполнения у резака для газокислородной резки металлов, содержащего коаксиально расположенные наружный и внутренний мундштуки, смеситель и сопряженную со смесителем торцевыми поверхностями головку с каналами подачи горючего газа, подогревающего и режущего кислорода, входы которых сообщены с соответствующими каналами корпуса, а выходы через смеситель - с кольцевым каналом, образованным зазором между наружным и внутренним мундштуками и имеющим выходное сопло с каналами подачи горючей смеси, при этом во внутреннем мундштуке выполнен осевой канал подачи режущего кислорода, каналы подачи горючей смеси выполнены в виде углублений на внутренней поверхности наружного мундштука. Такое выполнение позволяет более рационально организовать теплообмен с окружающей средой и исключает перегрев мундштука, а следовательно, увеличивает его срок службы.
При этом часть каналов подачи горючей смеси может быть выполнена также в виде углублений и на наружной поверхности внутреннего мундштука.
Наиболее целесообразно, если боковые стенки углублений каналов подачи горючей смеси имеют в поперечном сечении эвольвентный профиль.
Так же как и в предыдущем варианте, упомянутые каналы подачи горючей смеси могут быть расположены с наклоном к продольной оси мундштука в пределах 1...15o.
Кроме того, при любом варианте между торцевыми поверхностями головки и смесителя может быть установлена герметизирующая прокладка с отверстиями для каналов подачи горючего газа, подогревающего и режущего кислорода, что упрощает герметизацию соединения, не требуя высокой точности и чистоты обработки сопряженных поверхностей (притирки), т.е. способствует повышению технологичности изделия и снижению его стоимости при обеспечении столь же высоких потребительских качеств в эксплуатации.
Также при любом варианте на входе канала подачи горючего газа головки может быть установлен обратный клапан, препятствующий аварийному выбросу газовой смеси.
Существо предлагаемого технического решения поясняется чертежами, на которых изображены:
на фиг.1 - общий вид резака;
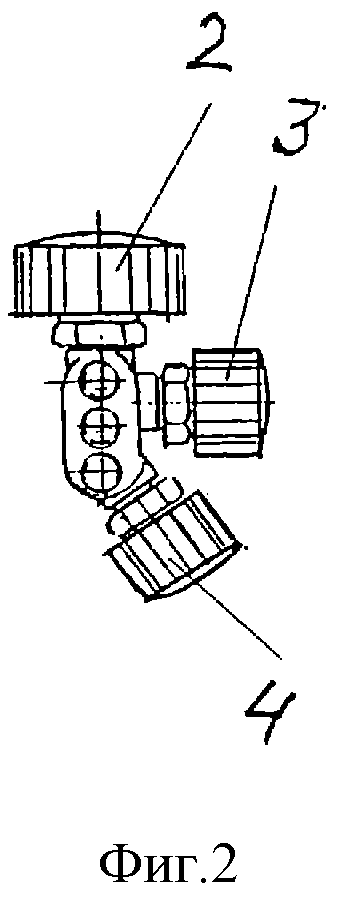
на фиг.2 - расположение регулировочных вентилей резака;
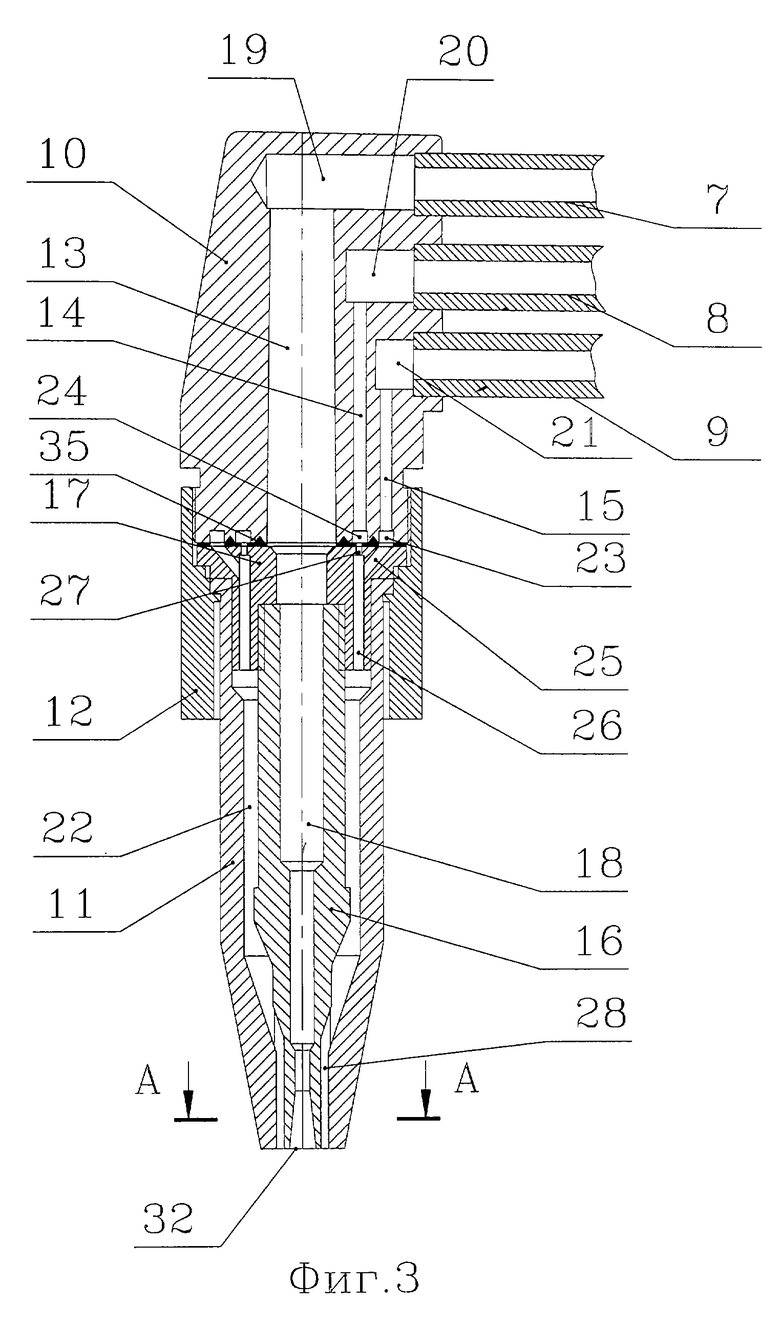
на фиг.3 - головка резака с мундштуками в разрезе;
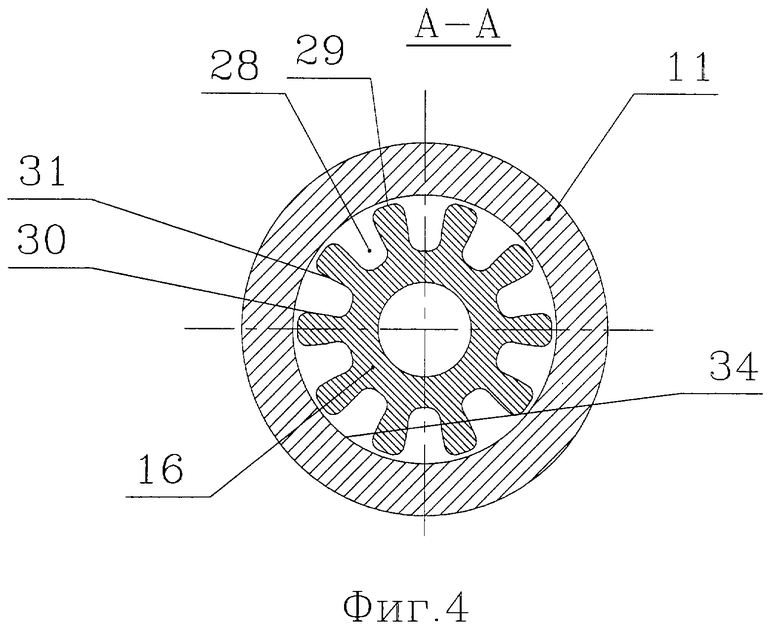
на фиг.4 - поперечный разрез А-А резака по фиг. 2;
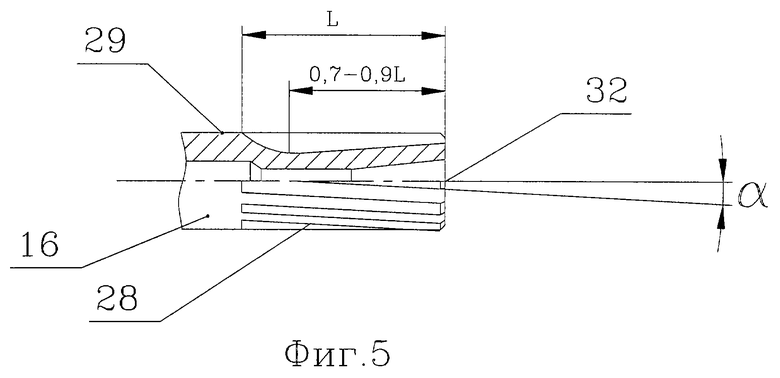
на фиг.5 - фрагмент цилиндрического выполнения наружной поверхности конечной части внутреннего мундштука;
на фиг.6 - фрагмент конического выполнения наружной поверхности конечной части внутреннего мундштука в разрезе;
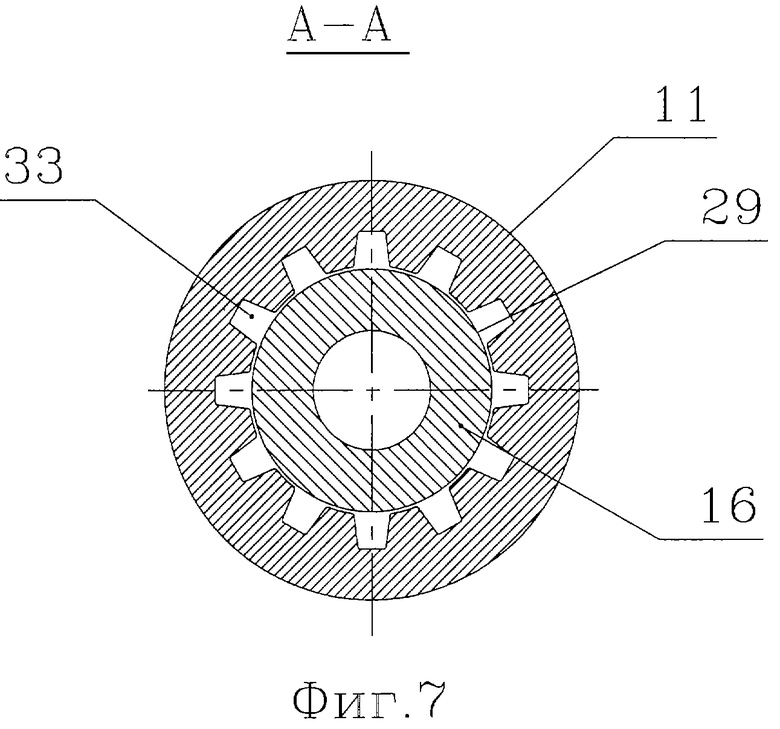
на фиг.7 - поперечный разрез А-А резака по фиг.2, второй вариант;
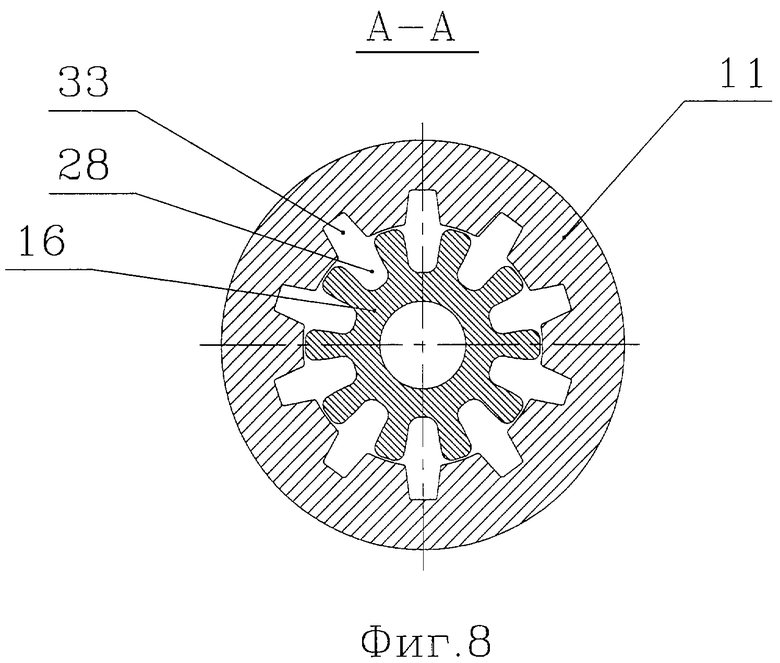
на фиг. 8 - поперечный разрез А-А резака, альтернативное исполнение с каналами подачи горючей смеси на обоих мундштуках;
на фиг.9 - головка резака с обратным клапаном в разрезе.
Резак содержит корпус 1 с регулировочным вентилем 2 подачи режущего кислорода, регулировочным вентилем 3 подачи подогревающего кислорода и регулировочным вентилем 4 подачи горючего газа. Все регулировочные вентили для удобства пользования могут быть расположены в одном поперечном сечении, как показано на фиг. 1 и 2.
Корпус 1 резака содержит штуцер 5 подачи кислорода, штуцер 6 подачи горючего газа, в качестве которого может быть использован ацетилен или пропан. Трубка 7 подачи режущего кислорода, трубка 8 подачи подогревающего кислорода и трубка 9 подачи горючего газа сопряжены с головкой 10 резака, соединенной со сменным наружным мундштуком 11 накидной гайкой 12. В головке 10 выполнены канал 13 подачи режущего кислорода, канал 14 подачи подогревающего кислорода и канал 15 подачи горючего газа. Внутри наружного мундштука 11 расположен соосный ему внутренний мундштук 16, который соединен по резьбе со смесителем 17 (фиг.3).
Канал 18 подачи режущего кислорода внутреннего мундштука 16 расположен соосно с центральным отверстием смесителя 17 и каналом 13 подачи режущего кислорода головки 10 от трубки 7 через входной канал 19. Выходы канала 20 подачи подогревающего кислорода и канала 21 подачи горючего газа головки 10 через каналы 14 и 15 и смеситель 17 сообщены с кольцевым каналом 22 подачи горючей смеси, образованным кольцевым зазором между наружным 11 и внутренним 16 мундштуками. Головка 10 резака выполнена с кольцевой камерой 23 подачи горючего газа, сообщенной каналом 15 с каналом подачи горючего газа 21, а также с кольцевой камерой 24 подачи подогревающего кислорода, сообщенной каналом 14 с каналом 20 подачи подогревающего кислорода.
Смеситель 17 снабжен входными каналами 25 подачи горючего газа, выполненными под углом к оси камеры смешения 26, и входными каналами 27 подачи подогревающего кислорода. Расположение указанных входных каналов 25 и 27 под углом друг к другу способствует активному перемешиванию газов, поступающих в кольцевой канал 22 подачи горючей смеси.
В первом варианте исполнения выходное сопло образовано каналами 28 подачи горючей смеси, выполненными в виде углублений на наружной поверхности 29 внутреннего мундштука 16. Боковые стенки 30 и 31 углублений имеют в поперечном сечении эвольвентный профиль (фиг.4), а сами каналы 28 подачи горючей смеси выполнены с сужением поперечного сечения углубления в направлении от периферии к центральной продольной оси мундштука 16. При этом наружная поверхность 29 внутреннего мундштука 16 и сопряженная с ней внутренняя поверхность наружного мундштука 11 могут иметь как цилиндрическую (фиг. 5), так и коническую форму (фиг.6), а максимальная глубина углублений выполнена на расстоянии 0,7...0,9 их полной длины L от выходного торца 32 и монотонно убывает в направлении выходного торца.
Каналы 28 подачи горючей смеси могут быть расположены с наклоном к продольной оси мундштука 16 (фиг.5). При этом угол α наклона боковых стенок 30 и 31 углублений каждого из каналов 28 подачи горючей смеси к продольной оси мундштука может находиться в пределах 1...15o.
Согласно другому варианту исполнения, изображенному на фиг. 7, каналы 33 подачи горючей смеси могут быть выполнены в виде углублений на внутренней поверхности 34 наружного мундштука 11. Поскольку наружные мундштуки 11 выполняются сменными, то можно получать различные комбинации внутренних и наружных мундштуков с каналами подачи горючей смеси, выполненными как на наружном, так и на внутреннем мундштуке во всех ранее указанных исполнениях (фиг.8).
Кроме того, при любом варианте между торцевыми поверхностями головки 10 и смесителя 17 может быть установлена герметизирующая прокладка 35 с отверстиями для каналов подачи горючего газа, подогревающего и режущего кислорода, что упрощает герметизацию соединения, не требуя высокой точности и чистоты обработки поверхностей. А для повышения безопасности при любом варианте на входе канала 21 подачи горючего газа головки 10 может быть установлен обратный клапан 36, выполненный, например, в виде шарика 37, прижатого пружиной 38 к коническому или сферическому седлу 39 и препятствующего аварийному выбросу газовой смеси в случае обратного удара (фиг.9).
Устройство работает следующим образом: при подаче кислорода от штуцера 5 и горючего газа от штуцера 6 кислород поступает по трубке 7 подачи режущего кислорода и по трубке 8 подачи подогревающего кислорода, а горючий газ поступает по трубке 9 подачи горючего газа. Давление режущего кислорода задается регулировочным вентилем 2, подогревающего кислорода - вентилем 3, а горючего газа - вентилем 4. Дросселируя давление с помощью указанных вентилей 2, 3 и 4, оператор обеспечивает необходимый состав пламени для резки металлов определенной толщины.
Через трубки 7, 8 и 9 режущий кислород, подогревающий кислород и горючий газ поступают к соответствующим каналам 19, 20 и 21 головки 10 и затем к соответствующим каналам 13, 14 и 15, идущим к смесителю 17. Поскольку давление подачи кислорода всегда выше давления горючего газа, то для обеспечения 100% безопасности на входе канала 21 подачи горючего газа предусмотрен обратный клапан 36. При подаче горючего газа из трубки 9 давление газа отжимает шарик 37 от седла 39, преодолевая сопротивление пружины 38, и газ поступает в каналы 21 и 15, а из них - в смеситель. Канал 13 напрямую проходит через смеситель 17 и переходит в канал 18 внутреннего мундштука 16, подавая режущий кислород непосредственно в зону образования пламени у выходного торца 32 мундштука. Каналы 14 и 15 через кольцевые камеры 23 и 24, соответствующие окна в прокладке 35 и каналы 25 и 27 подают подогревающий кислород и горючий газ к камере 26 смешения, в которой происходит интенсивное перемешивание газов, а образующаяся газовая смесь попадает в кольцевой канал 22, из которого под давлением выходит тонкими струями через каналы 28 подачи горючей смеси в зону образования пламени.
Пламя образуется в результате поджигания горючей смеси, истекающей из резака, от внешнего источника. Форма факела пламени регулируется вентилями 2, 3, 4 в зависимости от режимов резания и подбирается предварительной установкой сменных мундштуков в зависимости от толщины разрезаемого полотна и других факторов. Форма проходного сечения каналов 28 во всех указанных вариантах предотвращает возникновение обратных ударов и возможность проникновения пламени внутрь мундштука. Выполнение боковых стенок 30 и 31 углублений каналов 28 эвольвентного профиля, исключая возникновение термической концентрации напряжений, способствует повышению надежности резака. Закручивание истекающей струи газов при наклонном расположении каналов 28 повышает помехоустойчивость струи и способствует повышению скорости и точности реза при больших толщинах разрезаемого металла.
Коническое выполнение выходного конца мундштуков позволяет более точно дозировать величину кольцевого зазора между мундштуками, влияющую на основные эксплуатационные параметры резака, и таким образом повысить его эксплуатационные характеристики. Если же в каком-либо аварийном случае давление в смесителе и каналах 15 и 21 превысит давление подачи горючего газа, то под действием пружины 38 шарик 37 обратного клапана 36 плотно садится в седло 39 и перекрывает сообщение с трубкой 9, полностью исключая возможность проникновения в нее газовой смеси, что могло бы привести к взрыву горючего газа.
Таким образом предлагаемое устройство гарантирует 100% безопасную работу и при этом обладает высокой технологичностью в изготовлении и удобством в эксплуатации, обеспечивая повышенную скорость и точность реза больших толщин металла.
| название | год | авторы | номер документа |
|---|---|---|---|
| РЕЗАК | 2005 |
|
RU2283209C1 |
| РЕЗАК ДЛЯ КИСЛОРОДНОЙ РЕЗКИ МЕТАЛЛОВ | 1996 |
|
RU2095209C1 |
| УСТРОЙСТВО ДЛЯ ГАЗОПЛАМЕННОЙ ОБРАБОТКИ МЕТАЛЛОВ | 2002 |
|
RU2214895C1 |
| РЕЗАК МАШИННЫЙ ДЛЯ РЕЗКИ ТРУБ | 2006 |
|
RU2292998C1 |
| ГАЗОКИСЛОРОДНЫЙ РЕЗАК | 2002 |
|
RU2223164C2 |
| РЕЗАК ДЛЯ КИСЛОРОДНОЙ РЕЗКИ МЕТАЛЛОВ | 1999 |
|
RU2149085C1 |
| ГАЗОКИСЛОРОДНЫЙ РЕЗАК | 2004 |
|
RU2278326C1 |
| СМЕННАЯ НАСАДКА К УСТРОЙСТВУ ДЛЯ ГАЗОПЛАМЕННОЙ ОБРАБОТКИ МЕТАЛЛОВ | 2002 |
|
RU2215623C1 |
| РЕЗАК ДЛЯ ГАЗОКИСЛОРОДНОЙ РЕЗКИ МЕТАЛЛОВ | 2009 |
|
RU2406030C1 |
| РЕЗАК ДЛЯ РУЧНОЙ ГАЗОКИСЛОРОДНОЙ РЕЗКИ МЕТАЛЛОВ | 1992 |
|
RU2041423C1 |

Изобретение относится к сварочной технике и может найти применение в машиностроении для резки металлоконструкций. Резак содержит головку с подводящими трубками подачи режущего и подогревающего кислорода и горючего газа. На выходе из головки установлены наружный и внутренний мундштуки с каналами подачи горючей смеси. Эти каналы в одном из вариантов выполнены в виде углублений на наружной поверхности внутреннего мундштука, а в другом варианте - на внутренней поверхности наружного мундштука. Каналы имеют сужение поперечного сечения углубления в направлении от периферии к центру. Боковые стенки каналов имеют эвольвентный профиль и могут быть расположены с наклоном 1-15o к оси мундштука. Такой резак является надежным, технологичным и удобным в работе, обладает повышенной безопасностью и увеличенным сроком службы при высокой скорости и точности реза больших толщин металла. 2 c. и 12 з.п.ф-лы, 9 ил.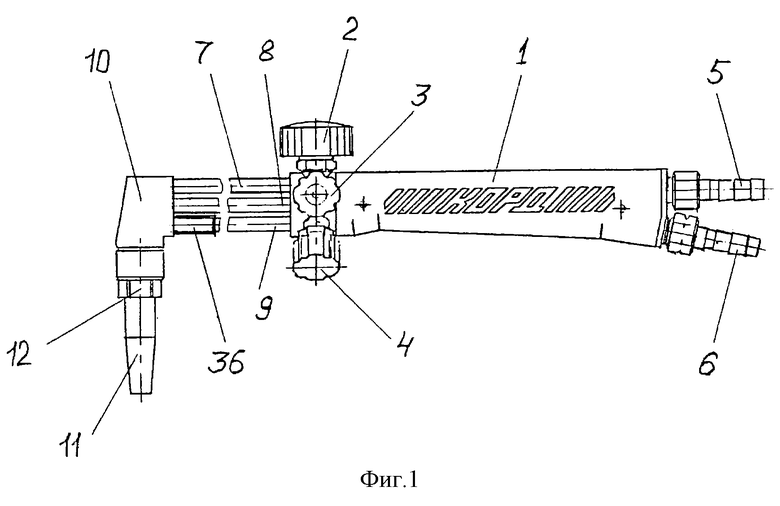
| РЕЗАК ДЛЯ КИСЛОРОДНОЙ РЕЗКИ МЕТАЛЛОВ | 1999 |
|
RU2149085C1 |
| РЕЗАК ДЛЯ КИСЛОРОДНОЙ РЕЗКИ | 1997 |
|
RU2113949C1 |
| ГОЛОВКА ТЕРМОРЕЗАКА | 1995 |
|
RU2109214C1 |
| ГАЗОКИСЛОРОДНЫЙ РЕЗАК | 1992 |
|
RU2041424C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНОГО СИЛЬФОНА ИЗ НЕРЖАВЕЮЩЕЙ СТАЛИ 12Х18Н10Т | 2007 |
|
RU2436645C2 |
| US 4014528, 29.03.1977. | |||

