Изобретение относится к газопламенной обработке металлов, а именно к газокислородной - ручной и механизированной резке металлов. Известен газокислородный резак, содержащий головку с внутренним и внешним мундштуками, имеющий центральный ступенчатый канал для подачи кислорода, при этом переходные зоны между ступенями канала выполнены в виде тангенсоиды вращения. Недостатком данной конструкции резака является сложность его изготовления, недостаточная коаксиальность струй кислорода и горючей смеси в нем (SU 1239459, F 23 D 14/42, 1986 г.).
Известен газокислородный резак, содержащий головку, мундштук с внутренним и наружным наконечниками и каналы подачи кислорода и горючей смеси. Резак дополнительно содержит переходник, соединенный с наконечниками резьбовыми соединениями (RU 2041424, F 23 D 14/42, 1995 г.).
Наиболее близким конструкционным техническим решением является газокислородный резак, содержащий головку и примыкающий к ней мундштук, в которых выполнены каналы подачи режущего кислорода, подогревающего кислорода и горючего газа. Мундштук присоединяется к головке резака при помощи соединительной накладной гайки (Спектор О.Ш., Асиновская Г.А. "Кислородная резка в металлургии". - М.: Металлургия, 1972 г., стр. 84-87).
Недостатком указанных резаков и имеющих резьбовые соединения, и других конструкций, где для соединения мундштука с головкой служит накидная гайка, частая смена мундштуков в процессе эксплуатации ведет к износу уплотняющих поверхностей и, как следствие, к отсутствию центровки канала режущего кислорода, тем самым к ухудшению показателей резки - производительности, качества реза, увеличению расхода кислорода.
Желаемым техническим результатом изобретения является повышение эксплуатационной надежности резака, увеличение скорости резки, производительности, снижение расхода кислорода, улучшение качества реза, уменьшение его ширины, а тем самым экономия металла. Известно, что качество и производительность резки во многом зависят от формы кислородной струи и расположения ее относительно подогревающего пламени. Наибольшая производительность достигается при концентрированном расположении кислородной струи относительно внутренних и наружных мундштуков или газовых каналов неразъемных мундштуков, а также правильной конфигурацией подогревающего пламени. Смещение струи режущего кислорода приводит к одностороннему нагреву и скосу кромки. Основными показателями режима резки являются мощность пламени, давление режущего кислорода, скорость его на выходе из мундштука и скорость резки. От выбора этих показателей и конструкции резака во многом определяются производительность и качество резки.
Во время эксплуатации резака, частой смене мундштука, присоединяемого к головке резака накидной гайкой с резьбой, происходит износ уплотняющих поверхностей этих узлов, что ведет к их перекосу. А это, в свою очередь, ведет к небольшому смещению мундштука относительно головки резака, а значит, и к смещению струи режущего кислорода относительно центральной оси его подачи. Нарушается ламинарность потока кислорода, наблюдается завихрение, что обязательно сказывается на параметрах резки: уменьшается скорость, качество и производительность.
Указанный технический результат достигается тем, что газокислородный резак, содержащий головку, примыкающую выходным концом к плоскому входному торцу мундштука, каналы режущего и подогревающего кислорода и горючего газа, выполненные в головке и мундштуке, а также каналы горючей смеси, расположенные в мундштуке, имеет втулку, а в примыкающих торцевых поверхностях головки и наконечника вокруг кольцевой поверхности канала режущего кислорода выполнен кольцевой паз, в который установлена упомянутая втулка, а канал режущего кислорода в мундштуке выполнен в виде сопла Лаваля, при этом отношение критического сечения к длине диффузорной части канала режущего кислорода составляет 0,06-0,19. Втулка выполнена из металлического сплава, в качестве которого применяется сталь или нержавеющая сталь или латунь.
Установка втулки в сопрягаемых поверхностях головки и мундштука повышает жесткость их соединения, обеспечивает центровку канала подачи режущего кислорода относительно его оси в головке и мундштуке резака, тем самым обеспечивает ламинарное истечение струи кислорода цилиндрической формы на большей длине и получение необходимой кинетической энергии струи. Даже в случае изнашиваемости резьбового соединения головки и мундштука посредством накидной гайки, которая ведет к некоторому смещению их относительно друг друга параметры кислородной струи не изменяются и сохраняется коаксиальность струй режущего кислорода и горючей смеси.
Технический эффект достигается также тем, что канал подачи режущего кислорода в мундштуке выполнен в форме сопла Лаваля. Чтобы снизить энергетические потери в струе режущего кислорода до ее выхода из мундштука, переход от входного канала к горловому участку и от горлового участка к выходному сечению выполнен по рассчитываемым плавным кривым. При этом экспериментально установлено (эксперименты проводились при резке сляба, получаемого на машине непрерывного литья заготовок), что наибольшая производительность и скорость резки достигаются в том случае, когда отношение критического сечения канала к длине его диффузорной части составляет 0,06-0,19. При этом диффузорная часть канала режущего кислорода на выходе из мундштука имеет расширяющийся участок, угол расширения составляет 6-15o. В случае, когда отношение критического сечения канала режущего кислорода к длине диффузорной части канала режущего кислорода составляет величину меньше 0,06 или больше 0,19, происходит ухудшение работы резака, его основных показателей, а именно снижение скорости резки, ухудшение качества реза, увеличение расхода кислорода.
Выполнение канала режущего кислорода в мундштуке в виде сопла Лаваля, т. е. придания ему соответствующей геометрической формы, позволяет газу получить очень большое ускорение, осуществить переход от дозвуковой скорости к сверхзвуковой. Сочетание плавности перехода с одновременным резким сужением канала приводит к значительному увеличению скорости потока режущего кислорода. Все это совместно с центровкой канала режущего кислорода, получаемой установкой втулки, приводит к уменьшению площади нагрева, увеличивает температуру на линии реза. При этом увеличиваются скорость резки и ее качество. Диаметр критического сечения канала режущего кислорода в мундштуке определяет расход кислорода, который прямо пропорционален квадрату диаметра критического сечения. Поэтому с уменьшением диаметра критического сечения канала режущего кислорода в предлагаемой конструкции резака почти в 2 раза расход кислорода уменьшается в 3-3,5 раза.
Предлагаемая конструкция газокислородного резака показана на чертеже.
Газокислородный резак содержит головку 1, примыкающую выходным торцом к плоскому входному торцу мундштука 2. В головке и в мундштуке выполнены каналы подачи режущего кислорода 3, подогревающего кислорода 4 и канал горючего газа 5. При смешении горючая смесь подается к поверхности металла по каналам 8. В примыкающих друг к другу поверхностях головки и мундштука выполнен кольцевой паз, в который установлена втулка 6. Соединение головки и мундштука резака осуществляется посредством накидной гайки 7. Канал режущего кислорода 3 в мундштуке выполнен в форме сопла Лаваля.
Резак работает следующим образом. При подаче горючей смеси по каналам 8 и ее сгорании происходит подогрев разрезаемого металла до температуры воспламенения, после чего по каналу 3 подают режущий кислород, поступающий к нагретой поверхности разрезаемого металла. При этом обеспечивается интенсивное сгорание металла, и при перемещении резака вдоль поверхности металла образуется рез.
При резке предлагаемым резаком сляба толщиной 250 мм, получаемого при непрерывной разливке стали в конвертерном производстве ОАО "Северсталь" при давлении кислорода в трубопроводе 14 кг/см3, скорость резки увеличивается в 2 раза. Уменьшение диаметра критического сечения канала режущего кислорода, выполненного в виде сопла Лаваля, увеличение скорости истечения кислорода в 2 раза, исключение турбулентности струи режущего кислорода путем установки втулки приводят к уменьшению ширины реза в 1,5-2 раза и к повышению его качества.
| название | год | авторы | номер документа |
|---|---|---|---|
| РЕЗАК ДЛЯ ГАЗОКИСЛОРОДНОЙ РЕЗКИ МЕТАЛЛОВ (ВАРИАНТЫ) | 2001 |
|
RU2196667C1 |
| ГАЗОКИСЛОРОДНЫЙ РЕЗАК | 1992 |
|
RU2041424C1 |
| Резак для кислородной резки металла | 1980 |
|
SU929967A1 |
| РЕЗАК ДЛЯ РЕЗКИ МЕТАЛЛА | 2005 |
|
RU2324579C2 |
| РЕЗАК | 2005 |
|
RU2283209C1 |
| ГАЗОВЫЙ РЕЗАК | 2005 |
|
RU2281840C1 |
| Газокислородный резак | 1987 |
|
SU1518093A1 |
| Газокислородный резак | 1985 |
|
SU1273690A1 |
| Способ термической резки стальных заготовок кислородом высокого давления и резак для его осуществления | 1982 |
|
SU1050825A1 |
| Газокислородный резак внешнего смешения газов для резки металлов больших толщин | 1978 |
|
SU748088A1 |
Изобретение относится к газопламенной обработке металлов, а именно к газокислородной ручной и механизированной резке металлов. Газокислородный резак содержит головку, примыкающую выходным концом к плоскому входному торцу мундштука, каналы режущего и подогревающего кислорода и горючего газа, выполненные в головке и мундштуке. В примыкающих торцевых поверхностях головки и наконечника вокруг кольцевой поверхности канала режущего кислорода выполнен кольцевой паз, в который установлена втулка. Установка втулки повышает жесткость соединения и обеспечивает центровку канала подачи режущего кислорода относительно его оси в головке. Канал режущего кислорода в мундштуке выполнен в виде сопла Лаваля. Отношение критического сечения к длине диффузорной части канала режущего кислорода составляет 0,06-0,19. Угол расширения диффузорной части канала режущего кислорода в мундштуке составляет 6-15o. В результате повышается эксплуатационная надежность резака, увеличивается скорость резки, улучшается качество реза, уменьшается его ширина. 3 з.п. ф-лы, 1 ил.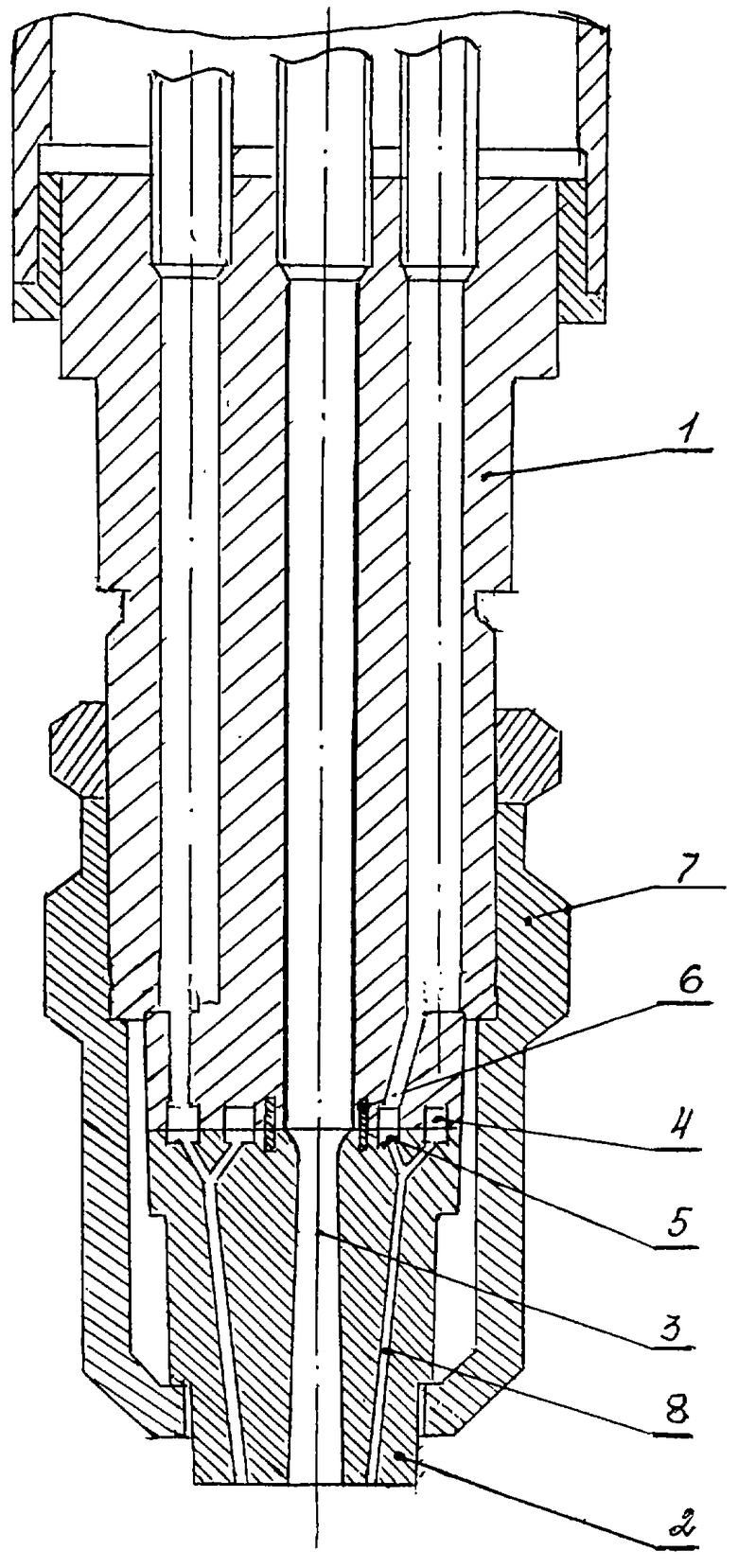
| СПЕКТОР О.Ш., АСИНОВСКАЯ Г.А | |||
| Кислородная резка в металлургии | |||
| - М.: Машиностроение, 1972, с | |||
| Способ приготовления сернистого красителя защитного цвета | 1921 |
|
SU84A1 |
| ГАЗОКИСЛОРОДНЫЙ РЕЗАК | 1992 |
|
RU2041424C1 |
| РЕЗАК ДЛЯ КИСЛОРОДНОЙ РЕЗКИ | 1997 |
|
RU2113949C1 |
| Газокислородный резак | 1991 |
|
SU1816248A3 |
| СТАЛЬ | 1990 |
|
SU1741459A1 |
| Резак для кислородной резки металла | 1987 |
|
SU1574388A1 |
| Резак для кислородной резки металла | 1988 |
|
SU1671423A1 |
| Головка газокислородного резака | 1984 |
|
SU1239459A1 |
| US 5700421, 25.11.1992. | |||

