Изобретение относится к области машиностроения, а именно к сварочному оборудованию для кислородной резки металлов.
Известен резак для кислородной резки металлов, содержащий корпус с рукояткой и регулировочными вентилями подачи горючего газа, подогревающего и режущего кислорода, головку с каналами подачи горючего газа, подогревающего и режущего кислорода, входы которых сообщены с соответствующими каналами корпуса, а выходы - через установленный в головке смеситель с кольцевым каналом, образованным коаксиально расположенными наружным и внутренним мундштуками и имеющим входной участок и выходное сопло, при этом в смесителе входные каналы подачи горючего газа выполнены под углом к оси канала подачи режущего кислорода, а внутренний мундштук выполнен с осевым каналом подачи режущего кислорода, образованным последовательно соединенными цилиндрическим участком и коническим участком с большим диаметром конуса у выхода (см. патент РФ N 2095209, МПК B 23 K 7/06, 1996 г.).
Однако известный резак для кислородной резки металлов обладает недостаточной надежностью при резке металла толщиной до 250 мм, обладает недостаточной скоростью резки и недостаточной долговечностью эксплуатации.
Технической задачей изобретения является устранение отмеченных недостатков и создание резака для кислородной резки металлов с необходимой надежностью при резке металлов толщиной до 250 мм с высокой скоростью резки, а также обладающего необходимой долговечностью эксплуатации.
Технический результат достигается тем, что в резаке для кислородной резки металлов, содержащем корпус с рукояткой и регулировочными вентилями подачи горючего газа, подогревающего и режущего кислорода, головку с каналами подачи горючего газа, подогревающего и режущего кислорода, входы которых сообщены с соответствующими каналами корпуса, а выходы - через установленный в головке смеситель с кольцевым каналом, образованным коаксиально расположенными наружным и внутренним мундштуками и имеющим входной участок и выходное сопло, при этом в смесителе входные каналы подачи горючего газа выполнены под углом к оси канала подачи режущего кислорода, а внутренний мундштук выполнен с осевым каналом подачи режущего кислорода, образованным последовательно соединенными цилиндрическим участком и коническим участком с большим диаметром конуса у выхода, отличительной особенностью является то, что в смесителе входные отверстия каналов подачи горючего газа выполнены одинаковой площади с концентрическим расположением относительно оси канала подачи режущего кислорода, на нижней цилиндрической части внутреннего мундштука выполнены выходные каналы подачи горючей смеси прямоугольной формы, при этом отношение суммарной площади выходных каналов к площади максимального сечения выходного конического участка канала подачи режущего кислорода составляет 1 : (0,23 - 9,02). При этом при использовании в качестве горючего газа ацетилена угол наклона входных каналов подачи горючего газа составляет 34o30' - 35o30', а количество указанных каналов выбрано от 2 до 10, выходные каналы подачи горючей смеси в нижней цилиндрической части внутреннего мундштука выполнены с размерами 0,5 х 0,5 мм, а торцевая поверхность наружного мундштука выполнена гладкой. При этом при использовании в качестве горючего газа пропана угол наклона входных каналов подачи горючего газа составляет 34o - 36o, а количество указанных каналов выбрано от 3 до 12, выходные каналы подачи горючей смеси в нижней цилиндрической части внутреннего мундштука выполнены с размерами 0,5 х 1,1 мм, а торцевая поверхность наружного мундштука выполнена с четырьмя расположенными под углом 90o пазами прямоугольной формы. При этом внутренние мундштуки выполнены сменными. Головка резака выполнена под углом к основной оси резака. Регулировочный вентиль подачи режущего кислорода расположен на корпусе вертикально, регулировочные вентили подачи горючего газа и подогревающего кислорода расположены слева или справа относительно регулировочного вентиля подачи режущего кислорода. При выполнении резака с увеличенной длиной трубок подачи режущего и подогревающего кислорода и горючего газа он снабжен дополнительной рукояткой, охватывающей их с возможностью свободного перемещения вдоль всей их длины. А система подачи режущего кислорода выполнена рычажного типа.
Экспериментальные испытания предложенной конструкции резака для кислородной резки металлов показали, что с использованием всех отличительных конструктивных элементов создана конструкция резака для кислородной резки металлов, обладающая высокой эффективностью при резке различных металлов, в том числе и легированных сталей толщиной до 250 мм. Кроме того, резак обладает повышенной надежностью и долговечностью эксплуатации в различных климатических зонах. При этом в натурных эксплуатационных условиях резак на всех технологических режимах резки легко управляем по составу горючей смеси, скорости подачи смеси и распределению фронта пламени.
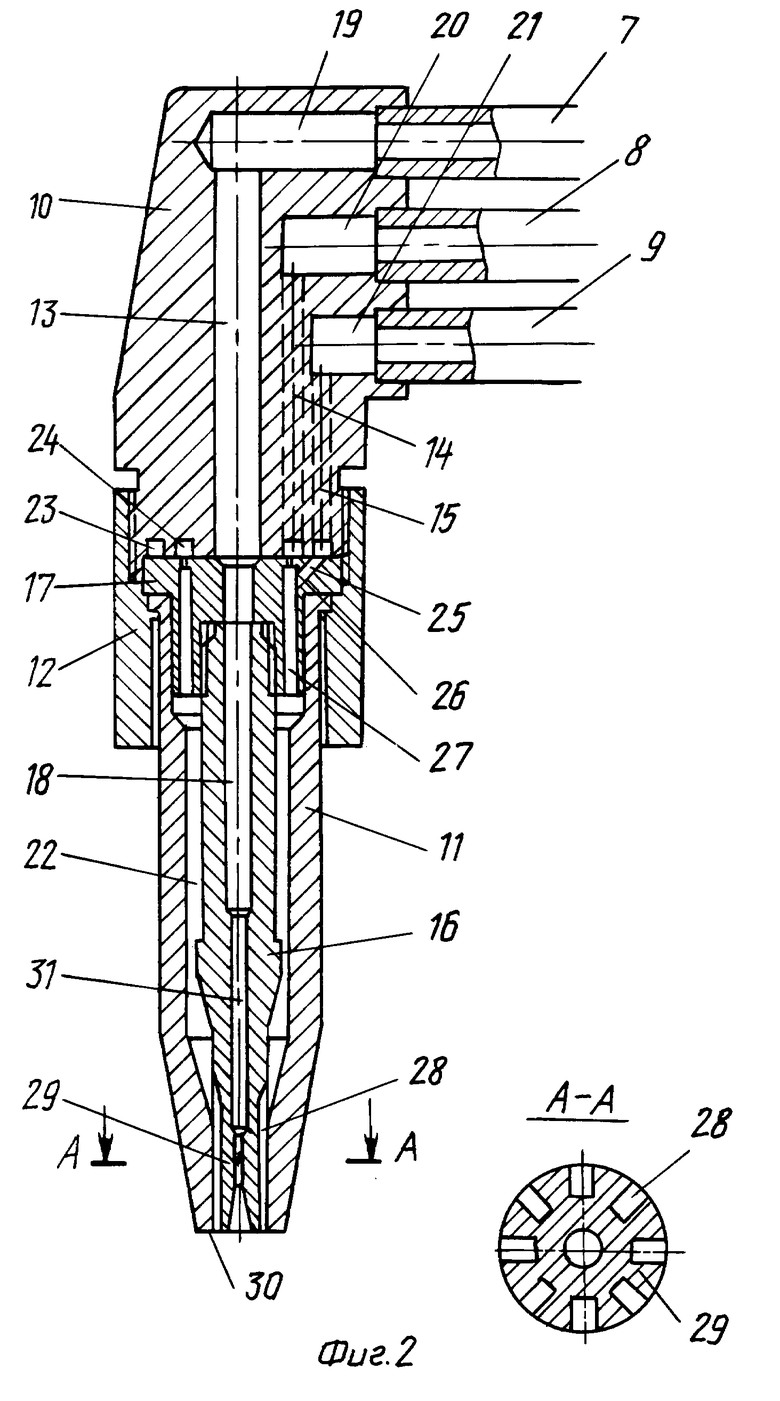
Сущность изобретения поясняется чертежами, где на фиг. 1 показан общий вид предложенного резака, на фиг. 2 дан разрез резака, в котором смеситель и головка сопряжены по плоской поверхности.
Резак содержит корпус 1 с регулировочным вентилем 2 подачи режущего кислорода, регулировочным вентилем 3 подачи подогревающего кислорода и регулировочным вентилем 4 подачи горючего газа. Корпус 1 резака содержит штуцер 5 подачи кислорода, штуцер 6 подачи горючего газа. Трубка 7 подачи режущего кислорода, трубка 8 подачи подогревающего кислорода и трубка 9 подачи горючего газа сопряжены с головкой 10 резака, соединенной со сменным наружным мундштуком 11 накидной гайкой 12. В головке 10 выполнены канал 13 подачи режущего кислорода, канал 14 подачи подогревающего кислорода и канал 15 подачи горючего газа. Сменный наружный мундштук 11 содержит соосный ему внутренний мундштук 16, который соединен по резьбе со смесителем 17.
Канал 18 подачи режущего кислорода внутреннего мундштука 16 расположен соосно с центральным отверстием смесителя 17 и каналом 13 подачи режущего кислорода головки 10. Входы канала 20 подачи подогревающего кислорода и канала 21 подачи горючего газа головки 10 через смеситель 17 сообщены с кольцевым каналом 22 подачи горючей смеси, образованным наружным 11 и внутренним 16 мундштуками. Головка 10 резака выполнена с кольцевой камерой 23 подачи горючего газа, сообщенной каналом 15 с каналом подачи горючего газа 21, а также - с кольцевой камерой 24 подачи подогревающего кислорода, сообщенной каналом 14 с каналом 20 подачи подогревающего кислорода.
Смеситель 17 снабжен входными каналами 25 подачи горючего газа, выполненными под углом к оси канала 18 подачи режущего кислорода, и входными каналами 26 подачи подогревающего кислорода, выполненными концентричными относительно оси канала 18 подачи режущего кислорода.
Смеситель 17 выполнен с цилиндрической камерой 27 смешения, образованной кольцевым зазором между наружным 11 и внутренним 16 мундштуками и оканчивающейся выходными отверстиями 27 подачи горючей смеси.
Каналы 19, 13, 18 и 31 подачи режущего кислорода выполнены ступенчато сужающимися, при этом диаметр канала 13 меньше, чем диаметр канала 19, диаметр канала 18 меньше, чем диаметр канала 13, а диаметр канала 31 меньше, чем диаметр канала 18.
На нижней цилиндрической части 29 внутреннего мундштука 16 выполнены выходные каналы 28 подачи горючей смеси прямоугольной формы.
При использовании пропана в качестве горючего газа на торце 30 наружного мундштука 11 выполняются расположенные под углом 90o друг относительно друга четыре паза прямоугольной формы.
Смеситель 17 и головка 10 могут сопрягаться по плоскости, как показано на фиг. 2.
Устройство работает следующим образом. При подаче кислорода от штуцера 5 и горючего газа от штуцера 6 кислород поступает по трубке 7 подачи режущего кислорода и по трубке 8 подачи подогревающего кислорода, а горючий газ поступает по трубке 9 подачи горючего газа. Давление режущего кислорода задается регулировочным вентилем 2, подогревающего кислорода вентилем 3 и горючего газа вентилем 4, которые дросселируют давление, обеспечивая необходимый состав пламени.
Через соответствующие трубки 7, 8 и 9 режущий кислород, подогревающий кислород и горючий газ поступают к соответствующим каналам 19, 20 и 21 подачи режущего кислорода, подогревающего кислорода и горючего газа головки 10 резака и затем к соответствующим каналам 13, 14 и 15. С выхода канала 14 подогревающий кислород поступает в кольцевую камеру 24 подачи подогревающего кислорода, а с выхода 15 горючий газ поступает в кольцевую камеру 23 подачи горючего газа смесителя 17.
Из кольцевой камеры 24 подогревающий кислород через входной канал 26 подачи подогревающего кислорода проступает в цилиндрическую камеру смешения 27 смесителя 17, где смешивается с инжектируемым горючим газом, поступающим из кольцевой камеры 23 через входной канал 25. Образовавшаяся в цилиндрической камере смешения 27 горючая смесь поступает через выходные каналы 28 к поверхности обрабатываемого материала одновременно с режущим кислородом, образуя факел пламени для проплавления металла в процессе его резки.
| название | год | авторы | номер документа |
|---|---|---|---|
| РЕЗАК ДЛЯ КИСЛОРОДНОЙ РЕЗКИ МЕТАЛЛОВ | 1996 |
|
RU2095209C1 |
| РЕЗАК ДЛЯ ГАЗОКИСЛОРОДНОЙ РЕЗКИ МЕТАЛЛОВ (ВАРИАНТЫ) | 2001 |
|
RU2196667C1 |
| РЕЗАК ДЛЯ КИСЛОРОДНОЙ РЕЗКИ МЕТАЛЛА НА ЖИДКОМ ГОРЮЧЕМ | 2005 |
|
RU2287412C1 |
| РЕЗАК ДЛЯ КИСЛОРОДНОЙ РЕЗКИ СТАЛИ НА ЖИДКОМ ГОРЮЧЕМ | 1996 |
|
RU2117216C1 |
| РЕЗАК | 2005 |
|
RU2283209C1 |
| РЕЗАК ДЛЯ КИСЛОРОДНОЙ РЕЗКИ | 1997 |
|
RU2113949C1 |
| Способ создания горючей смеси и пламенное устройство | 2023 |
|
RU2828634C1 |
| РЕЗАК ДЛЯ РЕЗКИ МЕТАЛЛА | 2005 |
|
RU2324579C2 |
| ГАЗОКИСЛОРОДНЫЙ РЕЗАК | 2004 |
|
RU2278326C1 |
| РЕЗАК ДЛЯ ГАЗОКИСЛОРОДНОЙ РЕЗКИ МЕТАЛЛОВ | 2009 |
|
RU2406030C1 |
Изобретение относится к области машиностроения, а именно к сварочному оборудованию для кислородной резки. Резак содержит корпус с рукояткой и регулировочными вентилями подачи горючего газа, подогревающего и режущего кислорода, а также головку. Входы каналов подачи горючего газа, подогревающего и режущего кислорода головки сообщены с соответствующими каналами корпуса, а выходы - через установленный в головке смеситель с кольцевым каналом. При этом в смесителе входные каналы подачи горючего газа выполнены под углом к оси канала подачи режущего кислорода, а входные отверстия этих каналов выполнены одинаковой площади с концентрическим расположением относительно оси канала подачи режущего кислорода. При использовании в качестве горючего газа ацетилена угол наклона входных каналов подачи горючего газа составляет 34o30' - 35o30', а пропана - составляет 34o - 36o. Кольцевой канал смесителя образован коаксиально расположенными наружным и внутренним мундштуками. Внутренний мундштук выполнен с осевым каналом подачи режущего кислорода, образованным последовательно соединенными цилиндрическим участком и коническим участком с большим диаметром конуса у выхода. На нижней цилиндрической части внутреннего мундштука выполнены выходные каналы подачи горючей смеси прямоугольной формы. При этом отношение суммарной площади выходных каналов к площади максимального сечения выходного конического участка канала подачи режущего кислорода составляет 1:(0,23 - 9,02). Такое конструктивное выполнение резака позволит повысить его надежность при резке металлов толщиной до 250 мм с высокой скоростью резки, а также долговечность при эксплуатации. 7 з.п.ф-лы, 2 ил.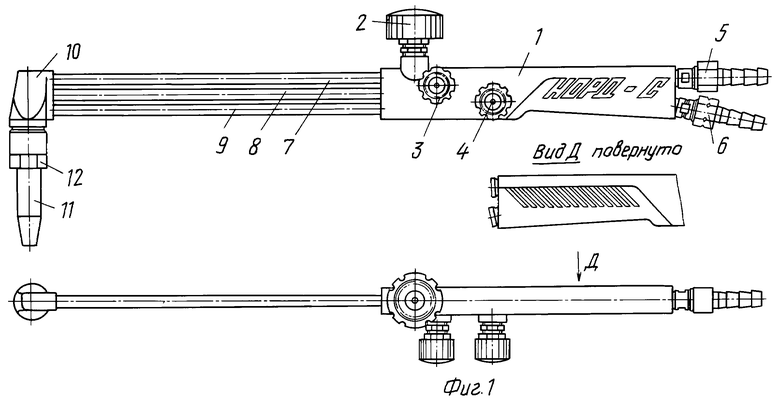
| РЕЗАК ДЛЯ КИСЛОРОДНОЙ РЕЗКИ МЕТАЛЛОВ | 1996 |
|
RU2095209C1 |
| ГАЗОКИСЛОРОДНЫЙ РЕЗАК | 1993 |
|
RU2110377C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНОГО СИЛЬФОНА ИЗ НЕРЖАВЕЮЩЕЙ СТАЛИ 12Х18Н10Т | 2007 |
|
RU2436645C2 |
| СОЕДИНЕНИЯ, КОМПОЗИЦИИ НА ИХ ОСНОВЕ И СПОСОБЫ ИХ ИСПОЛЬЗОВАНИЯ | 2003 |
|
RU2308454C9 |
| Устройство для приготовления жидкофазных смесей | 1987 |
|
SU1526799A1 |

