Изобретение относится к патронным гильзам для охотничьих ружей и ружей для спортивной стрельбы и может быть использовано для изготовления трубчатого корпуса патронной гильзы.
Известна технология изготовления трубчатого корпуса патронной гильзы, по которой из пластмассовой трубки нарезают мерную заготовку, конец трубки нагревают до состояния пластичности, а затем трубку устанавливают в специальную оправку и формируют на конце зацеп для более надежного ее закрепления в патронной гильзе (см., например, описание к патенту РФ 2026529, заявл. 16.04.91, кл. F 42 В 7/04).
Недостатком известной технологии является то, что она требует нескольких устройств для изготовления трубчатого корпуса, а именно, устройства для подачи пластмассовой трубки и нарезания мерной заготовки, специальной оправки для нагрева конца трубки и формирования зацепа.
Наиболее близким по технической сущности и достигаемому положительному эффекту (прототипом) является устройство для изготовления трубчатого корпуса патронной гильзы, содержащее матрицу, пуансон и расположенное в основании матрицы обогреваемое сопло для подачи полимера в полость между матрицей и пуансоном, причем матрица выполнена в форме стакана, с внешней стороны донной части которого выполнена лунка для сопла с боковым или центральным литниковым отверстием. Сопло входит в лунку матрицы и через литниковое отверстие впрыскивает в полость между матрицей и пуансоном расплав полимера (см. А. П. Пантелеев и др. Справочник по проектированию оснастки для переработки пластмасс. - М.: Машиностроение, 1986, с. 105-108).
Трубчатый корпус, изготовленный с помощью данного устройства, имеет дно, которое при сборке патронной гильзы удаляют с помощью дополнительного устройства.
В конструкциях с боковым литниковым отверстием при заливке изделий с тонкими стенками появляется большое количество недоливов и неспаев полимера в изделиях. Это связано с турбулентным заполнением полости прессформы, а изделия с толщиной стенки 0,5-0,6 мм и длиной до 70 мм вообще невозможно стабильно проливать из-за недостатка давления для полного заполнения прессформы. В устройствах с одним центральным литниковым отверстием при заливке тонкостенных изделий большое количество недоливов появляется в верхней их части. Это вызвано повышенным гидросопротивлением потоку полимера при повороте потока в месте перехода от донной части к боковой стенке и как следствие недостатку давления для полного заполнения прессформы.
Задача настоящего изобретения состоит в том, чтобы создать такое устройство, которое позволило бы изготавливать трубчатые корпуса патронных гильз литьем из пластмассы на роторно-конвейерных линиях с высоким качеством и упростить технологию их изготовления.
Поставленная задача решается тем, что в известном устройстве для изготовления трубчатого корпуса патронной гильзы, содержащем матрицу, пуансон и расположенное в основании матрицы обогреваемое сопло для подачи полимера в полость между матрицей и пуансоном, согласно изобретению рабочая полость матрицы выполнена в виде полого цилиндра, конец сопла имеет форму усеченного конуса, диаметр меньшего основания которого равен диаметру пуансона, а большего - внутреннему диаметру полого цилиндра рабочей полости матрицы, сопло имеет ряд равномерно расположенных литниковых отверстий, выполненных на боковой поверхности усеченного конуса, в основании матрицы выполнено коническое углубление, контактирующее своей поверхностью с упором конической формы, выполненным в основании сопла, а пуансон со стороны сопла имеет цилиндрическую канавку для образования прилива в трубчатом корпусе патронной гильзы.
Сопоставительный анализ заявляемого технического решения с известными показал, что предложенная совокупность признаков является новой, имеет изобретательский уровень и промышленно применима.
Сущность изобретения поясняется чертежом.
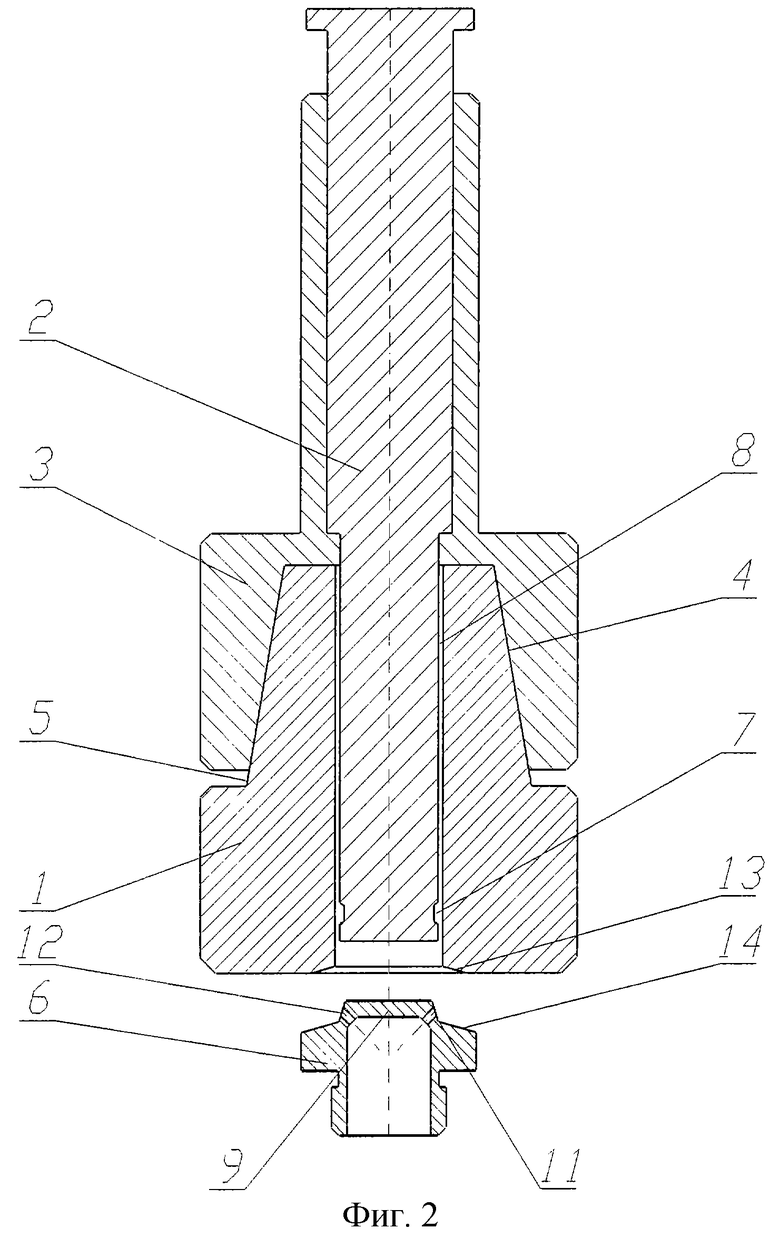
На фиг.1 изображено устройство при изготовлении трубчатого корпуса;
На фиг.2 то же, когда сопло отведено от матрицы.
Устройство для изготовления трубчатого корпуса патронной гильзы содержит прессформу, состоящую из матрицы 1 и пуансона 2, имеющего съемник 3, своей внутренней конической поверхностью 4 взаимодействующего с внешним коническим участком 5 матрицы 1. В основании матрицы 1 вдоль продольной оси пуансона 2 расположено обогреваемое нагревательным элементом (на чертеже не показано) сопло 6 для подачи расплава полимера в полость между матрицей 1 и пуансоном 2. Пуансон 2 со стороны сопла 6 имеет цилиндрическую канавку 7 для образования прилива в трубчатом корпусе патронной гильзы. Рабочая полость матрицы 1 выполнена в виде полого цилиндра 8. Конец сопла 6 имеет форму усеченного конуса 9, диаметр меньшего 10 основания которого равен диаметру пуансона 2, а большего 11 - внутреннему диаметру полого цилиндра 8 рабочей полости матрицы 1. На боковой поверхности усеченного конуса 9 сопла 6 выполнен ряд равномерно расположенных литниковых отверстий 12. Основание матрицы 1 имеет коническое углубление, контактирующее своей поверхностью 13 с упором 14 конической формы, выполненным в основании сопла 6.
Устройство для изготовления трубчатого корпуса патронной гильзы работает следующим образом.
Прессформу цепью роторной машины передвигают на позицию впрыска (на чертеже не показано), где к нижнему основанию матрицы 1 гидроприводом машины подводят сопло 6, которое своим коническим упором 14 входит в коническое углубление матрицы 1 до контакта с поверхностью 13 и прижимает прессформу к упору роторной машины (на чертеже не показано). Пуансон 2, имеющий со стороны сопла 6 цилиндрическую канавку 7, вставляют в рабочую полость матрицы 1, выполненную в форме полого цилиндра 8, при этом съемник 3 своей внутренней конической поверхностью 4 контактирует с внешним коническим участком 5 матрицы 1. Расплав полимера подают в обогреваемое сопло 6, который через ряд равномерно расположенных литниковых отверстий 12, выполненных на боковой поверхности усеченного конуса 9, заполняет полость между матрицей 1 и пуансоном 2. После заполнения полости прессформы расплавом полимера сопло 6 отводят от матрицы 1 вниз (фиг.2). Заполненную полимером прессформу передвигают на позицию охлаждения и после охлаждения полимера до заданных параметров перемещают на позицию съема (на чертеже не показано). На позиции съема матрицу 1 опускают вниз, а съемник 3 и пуансон 2 остаются неподвижными. Трубчатый корпус патронной гильзы удерживается на пуансоне 2 благодаря приливу, образовавшемуся в цилиндрической канавке 7. После перемещения матрицы 1 вниз пуансон 2 начинают поднимать вверх при неподвижном съемнике 3. При этом трубчатый корпус снимается с пуансона 2. Наличие прилива на внутренней боковой поверхности не препятствует съему, так как происходит временная деформация (расширение) трубчатого корпуса в месте прилива. Движение пуансона вверх продолжается до полного съема трубчатого корпуса, который падает в приемный лоток роторной машины (на чертеже не показано). После этого матрицу 1 поднимают вверх до упора в съемник 3, опускают пуансон 2 и собранную прессформу перемещают на позицию впрыска. Далее цикл повторяется.
По сравнению с известными техническими решениями заявляемое устройство позволяет обеспечить возможность изготовления патронной гильзы на роторно-конвейерных линиях с высоким качеством, значительно повысить производительность и упростить технологию изготовления.
Изобретение относится к патронным гильзам для охотничьих ружей и ружей для спортивной стрельбы и может быть использовано для изготовления трубчатого корпуса патронной гильзы. Устройство содержит матрицу, пуансон и расположенное в основании матрицы обогреваемое сопло для подачи полимера в полость между матрицей и пуансоном. Рабочая полость матрицы выполнена в виде полого цилиндра, конец сопла имеет форму усеченного конуса, диаметр меньшего основания которого равен диаметру пуансона, а большего - внутреннему диаметру полого цилиндра рабочей полости матрицы, сопло имеет ряд равномерно расположенных литниковых отверстий, выполненных на боковой поверхности усеченного конуса, в основании матрицы выполнено коническое углубление, контактирующее своей поверхностью с упором конической формы, выполненным в основании сопла, а пуансон со стороны сопла имеет цилиндрическую канавку для образования прилива в трубчатом корпусе патронной гильзы. Использование изобретения позволяет обеспечить возможность изготовления патронной гильзы на роторно-конвейерных линиях с высоким качеством, значительно повысить производительность и упростить технологию изготовления. 2 ил.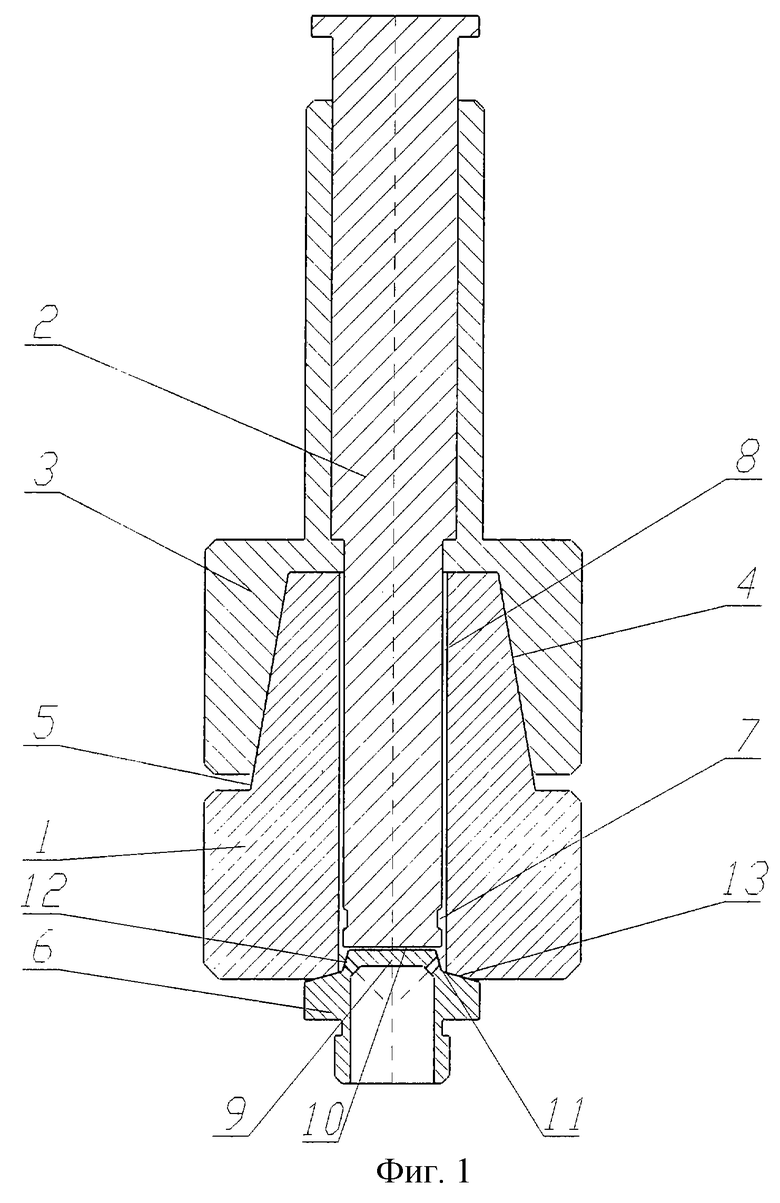
Устройство для изготовления трубчатого корпуса патронной гильзы, содержащее матрицу, пуансон и расположенное в основании матрицы обогреваемое сопло для подачи полимера в полость между матрицей и пуансоном, отличающееся тем, что рабочая полость матрицы выполнена в виде полого цилиндра, конец сопла имеет форму усеченного конуса, диаметр меньшего основания которого равен диаметру пуансона, а большего - внутреннему диаметру полого цилиндра рабочей полости матрицы, сопло имеет ряд равномерно расположенных литниковых отверстий, выполненных на боковой поверхности усеченного конуса, в основании матрицы выполнено коническое углубление, контактирующее своей поверхностью с упором конической формы, выполненным в основании сопла, а пуансон со стороны сопла имеет цилиндрическую канавку для образования прилива в трубчатом корпусе патронной гильзы.
| ПАНТЕЛЕЕВ А.П | |||
| и др | |||
| Справочник по проектированию оснастки для переработки пластмасс | |||
| - М.: Машиностроение, 1986, с.105-108 | |||
| Продувочное для дымогарных труб паровозных котлов устройство | 1928 |
|
SU11882A1 |
| US 3559581, 02.02.1971 | |||
| US 3491691, 27.01.1970. | |||

