Изобретение относится к деревообрабатывающей промышленности, в частности к производству клееных деревянных конструкций.
Известен способ изготовления клееных деревянных конструкций, включающий обработку пластей лент с выработкой канавок для излишков клея, которые выполняют параллельно боковым кромкам лент на расстоянии от них, равном двойной ширине канавок (а.с. СССР 1079441, МКИ В 27 М 1/02. Бюл. 10, 1984), формирование и запрессовку пакета и механическую обработку конструкции.
Известен способ изготовления клееных деревянных конструкций, включающий подготовку лент к склеиванию, формирование более водостойких клеевых прослоек вдоль боковых кромок лент с канавками, нанесение фенолформальдегидного клея между прослойками, формирование пакетов и прессование конструкций (а.с. СССР 1412959, МПК В 27 М 1/02. Бюл. 28, 1988).
Недостатком известных способов является пониженная трещиностойкость клееных соединений при эксплуатационном переменном увлажнении-высыхании за счет формирования пакетов с равновесной для момента изготовления влажностью древесины, применения лент с широкими канавками, уменьшающими рабочую площадь клеевых соединений и использования жесткого фенолформальдегидного клея, существенно стесняющего деформации от изгиба и неравномерного изменения толщины лент после запрессовки.
Технической задачей изобретения является повышение качества конструкций по показателю эксплуатационной долговечности за счет увеличения стойкости клеевых соединений к трещинообразованию.
Способ изготовления клееных деревянных конструкций включает подготовку лент к склеиванию, сплошное нанесение эластичного водостойкого клея на основе резорциновых смол на пласти лент с канавками, формирование пакетов, прессование и одновременное дополнительное высушивание приповерхностной зоны деревянной конструкции, при этом канавки выполняют в виде узких компенсационных пропилов и располагают вдоль боковых кромок и в середине ширины на противоположной пласти ленты.
На чертеже изображена схема клееной деревянной конструкции.
Способ осуществляют следующим образом: пласти лент обрабатывают фрезерованием с одновременной выборкой канавок в приповерхностной зоне на расстоянии от боковых кромок, равном глубине равновесных колебаний влажности древесины при эксплуатации и составляющем 10-15 мм, а также в середине ширины на противоположной пласти ленты для снижения собственных растягивающих напряжений, перпендикулярных плоскости клеевых соединений от коробления лент, неравномерного изменения их толщины и изгиба в поперечном направлении. Ширину канавок выполняют равной не более 0,02 ширины ленты, а глубину - равной их двойной ширине. При запрессовке осуществляют дополнительное высушивание приповерхностной зоны, например, за счет кратковременного повышения температуры запрессовки, обеспечивающее локальное пересушивание древесины до влажности, меньшей равновесной, и возникновение преимущественно сжимающих напряжений поперек волокон при эксплуатации.
Предложенный способ снижает величину собственных напряжений трансверсального растяжения, предотвращает перенапряжения клеевых соединений в приповерхностной и средней зонах и образование трещин физической усталости в конструкциях при колебаниях температуры и влажности окружающей среды.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ КЛЕЕНЫХ ДЕРЕВЯННЫХ БАЛОК | 2005 |
|
RU2294419C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КЛЕЕНЫХ ДЕРЕВЯННЫХ СТРОИТЕЛЬНЫХ КОНСТРУКЦИЙ | 2005 |
|
RU2291050C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КЛЕЕНЫХ ДЕРЕВЯННЫХ СТРОИТЕЛЬНЫХ КОНСТРУКЦИЙ | 2005 |
|
RU2285608C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КЛЕЕНЫХ ДЕРЕВЯННЫХ КОНСТРУКЦИЙ | 2006 |
|
RU2339506C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНЫХ ДЕРЕВЯННЫХ КЛЕЕНЫХ КОНСТРУКЦИЙ | 2005 |
|
RU2283222C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АРМИРОВАННОЙ КЛЕЕНОЙ ДЕРЕВЯННОЙ БАЛКИ | 2014 |
|
RU2555734C1 |
| Способ изготовления клееных деревянных конструкций | 1986 |
|
SU1412959A1 |
| Способ изготовления клееных деревянных конструкций | 1983 |
|
SU1079441A1 |
| Способ изготовления клееных деревянных конструкций | 1987 |
|
SU1512770A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДВУХСКАТНЫХ ДОЩАТОКЛЕЕНЫХ ЭЛЕМЕНТОВ | 2010 |
|
RU2426640C1 |
Изобретение относится к деревообрабатывающей промышленности, в частности к производству клееных деревянных конструкций. Пласти лент обрабатывают фрезерованием с одновременной выборкой канавок в приповерхностной зоне на расстоянии от боковых кромок, равном глубине равновесных колебаний влажности древесины при эксплуатации и составляющем 10-15 мм, а также в середине ширины на противоположной пласти ленты для снижения собственных растягивающих напряжений, перпендикулярных плоскости клеевых соединений от коробления лент, неравномерного изменения их толщины и изгиба в поперечном направлении. Ширину канавок выполняют равной не более 0,02 ширины ленты, а глубину - равной их двойной ширине. При запрессовке осуществляют дополнительное высушивание приповерхностной зоны, например, за счет кратковременного повышения температуры запрессовки, обеспечивающее локальное пересушивание древесины до влажности, меньшей равновесной, и возникновение преимущественно сжимающих напряжений поперек волокон при эксплуатации. Способ снижает величину собственных напряжений трансверсального растяжения, предотвращает перенапряжения клеевых соединений в приповерхностной и средней зонах и образование трещин физической усталости в конструкциях при колебаниях температуры и влажности окружающей среды. 1 ил.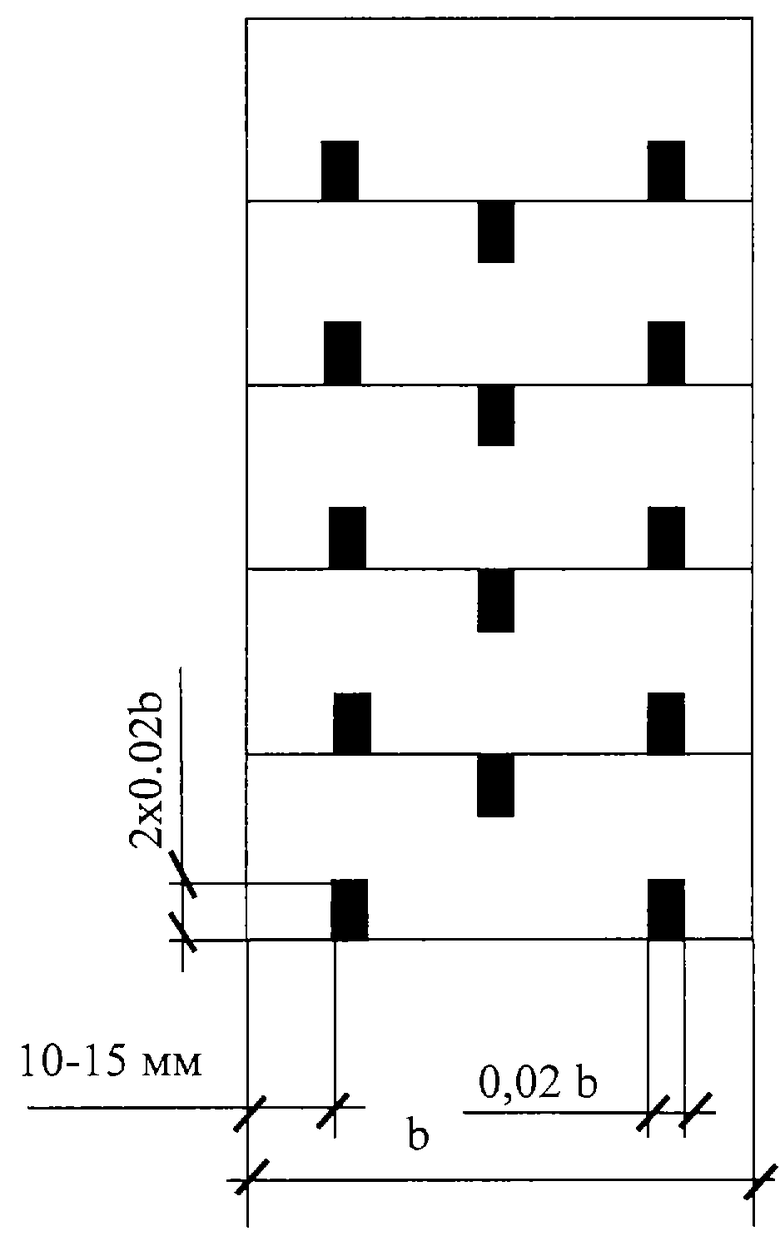
Способ изготовления клееных деревянных конструкций, включающий подготовку лент к склеиванию, нанесение клея на пласти лент с канавками, формирование пакетов и прессование конструкций, отличающийся тем, что водостойкие клеевые прослойки формируют из эластичного клея на основе резорциновых смол, а в процессе прессования конструкций осуществляют дополнительное высушивание приповерхностной зоны конструкции, причем канавки имеют форму узких компенсационных пропилов и расположены вдоль боковых кромок, а также в середине ширины на противоположной пласти ленты.
| Способ изготовления клееных деревянных конструкций | 1983 |
|
SU1079441A1 |
| Способ изготовления клееных деревянных конструкций | 1986 |
|
SU1412959A1 |
