Изобретение относится к строительству и может быть использовано на заводах клееных конструкций при изготовлении двухскатных балок, ребер большепролетных плит покрытий зданий, верхних поясов большепролетных ферм и других клееных элементов с линейно изменяющимися размерами поперечных сечений.
Известен способ изготовления двухскатных балок и других прямолинейных элементов с переменными по длине размерами поперечных сечений, включающий подбор и подготовку досок разной длины, послойную сборку пакета двухскатной конфигурации из набираемых досок с уменьшающейся длиной и с нанесением клея на их пласти, прессование пакета с получением ступенчатой кромки, обработку последней до получения нужного очертания балки на два ската (Шмидт А.Б., Дмитриев П.А. «Атлас строительных конструкций из клееной древесины и водостойкой фанеры, 2002 г. С.292).
Недостатком известного способа является высокая его трудоемкость, обусловленная использованием досок разной длины, а также повышенная материалоемкость и стоимость изделия из-за получаемой в процессе изготовления изделия ступенчатой кромки и необходимости ее обработки, например путем спиливания и/или строгания.
В качестве прототипа принят способ изготовления двухскатных балок переменного по длине прямоугольного поперечного сечения, включающий подбор и подготовку досок разной длины, послойную сборку пакета двухскатной конфигурации из укороченных досок с нанесением клея на их пласти, прессование пакета с получением ступенчатой кромки, заклеивание ступенек треугольными вставками или обработку ступенчатой кромки до получения нужного очертания балки на два ската (Деревянные конструкции и детали / В.М.Хрулев, К.Я.Мартынов, С.В.Лукачев, С.М.Шутов; под ред. В.М.Хрулева. - 2-е изд. доп. и перераб. - М.: Стройиздат, 1983. - 288 с., справочник строителя, с.6-7, прототип).
Недостатком прототипа является высокая трудоемкость способа изготовления двухскатных балок, обусловленная использованием досок разной длины, а также повышенная материалоемкость и стоимость изделия из-за получаемой в процессе изготовления двухскатных балок ступенчатой кромки и необходимости приклеивания в ступеньках треугольных вставок или обработки ступенчатой кромки электропилой.
Задачей изобретения является снижение трудоемкости способа изготовления двухскатных элементов, снижение материалоемкости и стоимости изделий.
Для решения поставленной задачи в способе изготовления двухскатных дощатоклееных элементов, включающем подготовку досок, послойное формирование пакета досок с нанесением клея на пласти и прессование пакета, согласно изобретению формируют и прессуют два пакета досок в виде бруса, один из которых используют как основание двухскатного дощатоклееного элемента, а из второго пакета изготавливают коньковые части в виде односкатных элементов, при этом второй пакет используют с длиной, равной половине длины основания двухскатного дощатоклееного элемента, диагонально распиливают его по ширине с образованием двух односкатных элементов трапецеидального очертания, односкатные элементы стыкуют большими торцами для образования конька и приклеивают к основанию двухскатного дощатоклееного элемента.
Согласно изобретению, в односкатных элементах выполняют технологические отверстия на одинаковом расстоянии от пласти основания для установки в них стяжного устройства, обеспечивающего давление в стыке.
Согласно изобретению, стыковку односкатных элементов осуществляют с помощью клеевого соединения.
Согласно изобретению, стыковку односкатных элементов осуществляют с помощью зубчатого соединения.
Согласно изобретению, стыковку односкатных элементов осуществляют с помощью полимербетона.
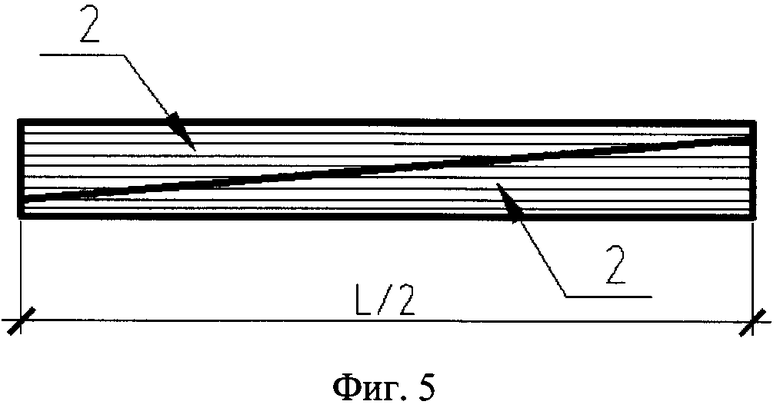
Способ поясняется чертежами, где на фиг.1 схематично изображена двухскатная дощатоклееная балка, изготовленная по заявляемому способу, общий вид; на фиг.2 показан фрагмент двухскатной дощатоклееной балки с клеевым стыковым соединением односкатных элементов; на фиг.3 - то же, с зубчатым стыковым соединением односкатных элементов; на фиг.4 - то же, со стыковым соединением односкатных элементов, выполненным с помощью полимербетона; на фиг.5 приведена схема распиловки клееного пакета на два односкатных элемента.
Способ изготовления двухскатной дощатоклееной балки, изображенной на фиг.1, заключается в том, что ее сборку осуществляют из отдельно изготовленных частей: основания 1 и двух односкатных элементов 2, по безотходной технологии.
Для изготовления основания 1 и односкатных элементов 2 используют два клееных пакета досок в виде бруса. При этом из предварительно обработанных досок послойно формируют с нанесением клея на пласти и прессуют в виде бруса пакеты досок. Один клееный пакет используют как основание 1 двухскатного дощатоклееного элемента. Из второго клееного пакета изготавливают коньковые части в виде односкатных элементов 2, причем второй пакет используют с длиной (L/2), равной половине длины основания 1 двухскатного дощатоклееного элемента (L). Пакет с длиной L/2 диагонально распиливают по ширине, т.е. с наклоном по отношению к пласти, с образованием двух односкатных элементов трапецеидального очертания 2 (фиг.5). Далее односкатные элементы стыкуют большими торцами 3 для образования конька и затем сверху приклеивают к основанию 1 двухскатного дощатоклееного элемента.
Стыковое соединение в коньке может быть выполнено клеевым, как показано на фиг.2, зубчатым - фиг.3 или с помощью заполнения зазора между торцами 3 полимербетоном при условии, что полимербетон должен иметь прочность при сжатии не менее прочности древесины (фиг.4).
При стыковке с помощью клеевого или зубчатого соединения в односкатных элементах 2 около больших торцов 3 выполняют отверстия 4 на одинаковом расстоянии от пласти для установки в них съемных стягивающих устройств для запрессовки стыка (условно не показано).
Возможность совместного склеивания составляющих балку частей не вызывает сомнений, поскольку их древесина имеет одинаковую влажность, а процесс склеивания осуществляется в условиях, регламентированных ТУ, при необходимой температуре и ограниченной влажности воздуха, а также давлении в клеевых швах.
Поскольку наиболее напряженные при изгибе сечения балки расположены не в коньке, а смещены к ее опорам, отверстия 4, выполненные в зоне конька, не могут повлиять на несущую способность балки. В процессе эксплуатации эти отверстия могут быть использованы и для подвески к балкам технологического оборудования.
В отличие от известной технологии в заявленном способе предложена новая безотходная технология изготовления двухскатной дощатоклееной балки, по которой верхнюю двухскатную часть балки предложено выполнять из отдельных частей путем распиливания клееного пакета в виде бруса по диагонали, как показано на фиг.5.
Таким образом, все признаки заявленного способа являются существенными, так как влияют на технический результат и обеспечивают снижение трудоемкости изготовления двухскатных элементов, снижение материалоемкости и стоимости изделий за счет исключения операций, связанных с подбором и обработкой досок разной длины и с обработкой ступенчатой кромки.
| название | год | авторы | номер документа |
|---|---|---|---|
| КОНЬКОВЫЙ УЗЕЛ | 2007 |
|
RU2340733C1 |
| ДОЩАТОКЛЕЕНАЯ СОСТАВНАЯ БАЛКА | 2019 |
|
RU2715942C1 |
| СОСТАВНАЯ АРМИРОВАННАЯ БАЛКА | 2022 |
|
RU2785301C1 |
| БАЛОЧНОЕ ПРОЛЕТНОЕ СТРОЕНИЕ МОСТА | 2009 |
|
RU2410487C1 |
| Дощатая балка | 2022 |
|
RU2796282C1 |
| Балка из досок | 2023 |
|
RU2818367C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КЛЕЕНЫХ СТРОИТЕЛЬНЫХ БРУСЬЕВ ИЗ ДРЕВЕСИНЫ И СТРОИТЕЛЬНЫХ ИЗДЕЛИЙ ИЗ НИХ | 2009 |
|
RU2410504C1 |
| СТЫКОВОЕ СОЕДИНЕНИЕ ДЕРЕВЯННЫХ КОНСТРУКЦИЙ С ПРИМЕНЕНИЕМ ВКЛЕЕННЫХ И КЛЕЕВИНТОВЫХ СТЕРЖНЕЙ С МЕТРИЧЕСКОЙ РЕЗЬБОЙ | 2020 |
|
RU2753123C1 |
| СПОСОБ ПОСТРОЕНИЯ ДЕРЕВЯННОГО КАРКАСА ЗДАНИЯ | 2024 |
|
RU2826688C1 |
| СОСТАВНАЯ ДЕРЕВОБЕТОННАЯ БАЛКА | 2006 |
|
RU2322545C2 |



Изобретение относится к строительству и может быть использовано на заводах клееных конструкций при изготовлении двухскатных балок, ребер большепролетных плит покрытий зданий, верхних поясов большепролетных ферм и других клееных элементов с линейно изменяющимися размерами поперечных сечений. Способ изготовления двухскатных дощатоклееных элементов включает подготовку досок, послойное формирование пакета досок с нанесением клея на пласти и прессование пакета. Сборку двухскатных дощатоклееных элементов осуществляют из отдельно изготовленных частей: основания (1) и двух односкатных элементов (2). При этом формируют и прессуют два пакета досок в виде бруса. Один пакет досок используют как основание (1) двухскатного дощатоклееного элемента. Из второго пакета изготавливают коньковые части в виде двух односкатных элементов (2). При этом второй пакет используют с длиной, равной половине длины основания двухскатного дощатоклееного элемента. Второй пакет диагонально распиливают по ширине с образованием двух односкатных элементов трапецеидального очертания (2). Односкатные элементы стыкуют большими торцами для образования конька и приклеивают к основанию (1) двухскатного дощатоклееного элемента. Стыковое соединение в коньке может быть выполнено клеевым, зубчатым или с помощью заполнения зазора между торцами полимербетоном. В односкатных элементах (2) выполняют отверстия на одинаковом расстоянии от пласти для установки в них съемных стягивающих устройств для запрессовки стыка. Снижается трудоемкость изготовления двухскатных элементов, а также материалоемкость и стоимость изделий. 4 з.п. ф-лы, 5 ил.
1. Способ изготовления двухскатных дощатоклееных элементов, включающий подготовку досок, послойное формирование пакета досок с нанесением клея на пласти и прессование пакета, отличающийся тем, что формируют и прессуют два пакета досок в виде бруса, один из которых используют как основание двухскатного дощатоклееного элемента, а из второго пакета изготавливают коньковые части в виде односкатных элементов, при этом второй пакет используют с длиной, равной половине длины основания двухскатного дощатоклееного элемента, диагонально распиливают его по ширине с образованием двух односкатных элементов трапецеидального очертания, односкатные элементы стыкуют большими торцами для образования конька и приклеивают к основанию двухскатного дощатоклееного элемента.
2. Способ изготовления двухскатных дощатоклееных элементов по п.1, отличающийся тем, что в односкатных элементах выполняют технологические отверстия на одинаковом расстоянии от пласти основания для установки в них стяжного устройства, обеспечивающего давление в стыке.
3. Способ изготовления двухскатных дощатоклееных элементов по п.2, отличающийся тем, что стыковку односкатных элементов осуществляют с помощью клеевого соединения.
4. Способ изготовления двухскатных дощатоклееных элементов по п.2, отличающийся тем, что стыковку односкатных элементов осуществляют с помощью зубчатого соединения.
5. Способ изготовления двухскатных дощатоклееных элементов по п.1 или 2, отличающийся тем, что стыковку односкатных элементов осуществляют с помощью полимербетона.
| ХРУЛЕВ В.М | |||
| Деревянные конструкции и детали | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Стройиздат | |||
| - М., 1983 | |||
| DE 801477 С (BOSSE OTTO), 08.01.1951; | |||
| Способ изготовления древесного слоистого материала | 1989 |
|
SU1645145A1 |
| СПОСОБ ПОЛУЧЕНИЯ ЖЕЛЕЙНОГО МАРМЕЛАДА | 2003 |
|
RU2274084C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЩИТА НА ОСНОВЕ КОМПОЗИЦИОННОГО МАТЕРИАЛА | 2002 |
|
RU2228837C2 |
| КРИВОЛИНЕЙНЫЙ КОМПОЗИТНЫЙ ЭЛЕМЕНТ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2005 |
|
RU2297332C2 |

