Изобретение относится к разработке полимерных тонковолокнистых фильтрующих материалов, которые проявляют устойчивый электретный эффект и предназначены для эффективной очистки воздуха в легких противопылевых и противоаэрозольных респираторах.
Проблема очистки воздуха и газов от жидких и твердых дисперсных загрязнителей имеет исключительно важное научное, техническое и социальное значение. Условия работы во многих отраслях промышленности связаны с высокой загрязненностью вдыхаемого воздуха, что крайне отрицательно сказывается на здоровье людей. Особую опасность представляют мелкодисперсные загрязнители, в том числе с высокой химической и радиационной активностью.
Традиционная техника очистки газовоздушных сред предусматривает использование разнообразных материалов, как правило, пористых. В настоящее время наиболее простым, надежным и экономически целесообразным способом очистки воздуха и газов от высокодисперсных аэрозолей служат волокнистые фильтры.
Начиная с середины XX в. широкое распространение получили воздушные фильтры на основе синтетических волокон из целлюлозы и ее эфиров, асбеста, стекловолокна, лавсана и др. В СССР в 50-е гг. научным коллективом под руководством академика И. В.Петрянова созданы ультратонкие волокнистые материалы, получаемые из растворов полимеров - так называемые фильтры Петрянова, которые до сих пор занимают важное место в технике фильтрации [1]. Их основной отличительной чертой является высокая эффективность задержки частиц микронного размера при низком гидродинамическом сопротивлении. Промышленностью до недавних пор выпускался широкий ассортимент фильтров Петрянова, обладающих высокой химической стойкостью к кислотам, щелочам и органическим растворителям, термостойкостью, механической прочностью, значительной теплоизоляционной способностью. Это позволило создать легкие и удобные в использовании средства защиты органов дыхания - респираторы, предназначенные для использования в атомной, горнодобывающей, химической, металлургической промышленности, военном деле и др.
Легкие респираторы - устройства для защиты органов дыхания от мельчайших частиц пыли, вредных аэрозолей и некоторых газов. Как правило, респиратор состоит из фильтрующего элемента, обтюратора, стронгулятора, распорки и оголовья. Фильтрующий элемент представляет собой волокнистый материал с объемной пористостью 60-85% и плотностью упаковки волокон 0,2-0,4 г/см3 [2]. Способ получения таких материалов заключается в вытягивании волокон из раствора полимера под действием электростатических сил [3]. В качестве исходных материалов используют перхловинил, ацетилцеллюлозу, триацетилцеллюлозу, полиарилаты, полиакрилонитрил, полигетероарилены, полиамидоэфиры, поликарбонаты и фторподимеры, а в качестве органических растворителей - диметилформамид, диметилацетамид и др.
Известны способы получения фильтрующего материала для респираторов [4, 5] путем электростатического формования волокнистого нетканого материала из раствора полимера в органическом растворителе, причем в качестве полимеров берут дихлорэтан и/или перхлорвинил, в качестве растворителя - дихлорэтан. Патент [6] для получения тонковолокнистого материала также предлагает формование волокон в электростатическом поле из раствора, причем проводится дополнительная обработка зоны формования волокна насыщенными парами растворителя, в качестве волокнообразующего полимера используют хлорированный поливинилхлорид, полистирол, сополимер стирола с акрилонитрилом, в качестве регулятора электропроводности - иодид тетраэтиламмония, тетрабутиламмония или хлорид железа, а в качестве растворителя - смесь этилацетата, бутилацетата и этилового спирта. Волокнистый фильтрующий материал [7], применяемый в индивидуальных средствах защиты органов дыхания от вредных аэрозолей, производят из раствора полимера путем его пропускания через капилляр в сильном электростатическом поле, причем осуществляют регулирование воздушным потоком равномерности структуры материала
В целях повышения прочности и защитных свойств волокнистых фильтрующих материалов последние делают многослойными, модифицируют различными добавками или используют особые методы скрепления. Сущность изобретения [8] состоит в том, что фильтрующий материал для респираторов, изготовленный также электростатическим формованием из раствора полимера в дихлорэтане в присутствии солей, содержит как рабочий слой, так и наружный и внутренний защитные слои. Нетканый материал с повышенными защитными свойствами по отношению к некоторым токсичным газам [9] состоит из волокнистого холста из анионообменного модифицированного полиамидного волокна, скрепленного петлями из пучков волокон самого холста, и дополнительно содержит анионообменное волокно на основе привитого сополимера поликапроамида и диэтиламиноэтилметилметакрилата. Известен способ получения сорбционно-фильтрующего материала [10] посредством продувания воздуха с распыленным в нем тонкоизмельченным сорбентом через волокнистый материал, причем напыление производят при наложении на слой материала или на поток воздуха знакопеременной пульсирующей вибрации, создаваемой механическим вибратором или пульсатором давления.
Особенность формирования подобных фильтрующих материалов из растворов полимеров в электростатическом поле заключается в том, что полученный материал несет электретный заряд, устойчивость которого является положительным фактором при низкоскоростной очистке газовых сред, содержащих мелкодисперсные загрязнения [1, 2]. Это позволяет реализовать дополнительные механизмы фильтрации, связанные с работой сил электростатического притяжения.
Таким образом, накоплен достаточный опыт создания эффективных фильтрующих материалов для тонкой очистки воздуха, выполняющих в фильтрующих устройствах комплекс функций. В то же время главными недостатками традиционных способов получения тонковолокнистых фильтров, применяемых в странах СНГ, являются:
- использование в технологическом процессе громоздкого промышленного оборудования;
- применение дорогостоящих исходных материалов (полимеров, сополимеров, модификаторов);
- использование органических растворителей, большинство из которых крайне токсичны.
Эти недостатки придают традиционной "растворной" технологии низкую экологичность и позволяют говорить о ее неэкономичности. В связи с этим в настоящее время предпринимаются попытки создать волокнистые фильтрующие материалы на базе других технологий, не связанных с использованием широкого спектра токсичных химических соединений.
Одной из перспективных технологий изготовления микроволокнистых полимерных материалов является метод аэродинамического распыления расплава полимера [11] . Этот метод (описываемый в иностранной литературе термином "melt-blowing") был предложен в 50-е годы в США для производства материалов, улавливающих радиоактивные частицы, появляющиеся в верхних слоях атмосферы при испытаниях ядерного оружия. Дальнейшее развитие технология "melt-blowing"получила в фирме "Exxon Research", которая ее усовершенствовала и запатентовала промышленные технические средства и широкий спектр изделий из микроволокнистых материалов. Данную технологию можно использовать при переработке термопластичных полимеров с волокнообразующими свойствами. Применение нашли преимущественно полипропилен, полиамиды (полигексаметиленадипамид, поли-ω-капроамид и полигексаметиленсебацинамид), полиэтилен низкого и высокого давления и полиэфиры (полиэтилентерефталат и полиметилметакрилат). Специфика изделий, изготовленных распылением расплава термопластов, заключается в том, что они образованы очень тонкими волокнами, которые имеют диаметр от 0,1 до 60 мкм и когезионно скреплены в точках контакта. Характерными свойствами этих материалов являются высокая абсорбционная способность, равномерность распределения волокон, большое количество очень узких пор, проницаемость для жидкостей и газов, благодаря чему они широко применяются для фильтрования.
Одним из крупнейших производителей "melt-blown" материалов являются США. Лидирующее положение по-прежнему сохраняет техасская фирма "Exxon Research", которая к настоящему времени продала до 20 лицензий в различные страны мира. На основе одной из них фирма "J. Macky Sons" (Великобритания) начала выпускать оборудование для этой технологии и стала единственным поставщиком комплектного оборудования за пределами США. Среди широко использующих эту технологию можно назвать также западногерманскую фирму "Rodna", французскую фирму "Sodoka Charles", фирму "Kimberly dark", "3M" и др.
С конца 70-х гг. технология "melt-blowing" используется в СНГ при разработке материалов, предназначенных для воздушных фильтров двигателей, фильтров вентиляционных систем, пневмоаппаратуры, для фильтрования лаков, красок, электролитов и других сред, а также для покрытий [12, 13]. Известен целый ряд отечественных вариантов метода "melt-blowing", адаптированных для получения фильтрующих материалов с разнообразными свойствами [14-16]. Так, фильтрующий материал [17], изготовленный распылением экструдируемого расплава полимера сжатым газом, наполнен магнитотвердым ферритом, что превращает материал в источник магнитного поля, реализующий дополнительные механизмы захвата загрязнений.
Для придания устойчивого электретного заряда целесообразно дополнительное заряжение сформированного волокнистого материала. Так, предлагается нетканый тонковолокнистый фильтрующий материал для аэрозольных фильтров [18] , содержащий защитные и рабочий слои из полимерных волокон, причем рабочий слой изготовлен из волокнистого сополимера стирола с акрилонитрилом или волокнистого полистирола и заряжен стойким электретным зарядом отрицательной полярности.
Аналогами заявляемого изобретения являются способы получения высокоэффективной электретной фильтрующей среды [19, 20], заключающиеся в электризации нетканого полотна из термопластичных непроводящих микроволокон воздействием на него ударов струй воды или потока капель воды под давлением, достаточным для получения электретного полотна с повышенной фильтрующей способностью, и в последующей сушке указанного полотна. При этом один из вариантов предполагает предварительную электризацию материала коронным разрядом.
Недостатки аналогов заключаются в неудобстве и большой энергоемкости применения дополнительных стадий обработки материала, сложности аппаратурного обеспечения предлагаемой схемы технологического процесса и регулирования его параметров.
Близким аналогом заявляемого изобретения является способ получения из расплавов полимеров фильтрующего материала для очистки воздуха и газов от взвешенных в них жидких и твердых частиц [21]. Способ включает экструдирование полимера через единичную фильеру, вытяжку нити потоком сжатого воздуха и формование материала на приемной поверхности с последующим помещением его в электростатическое поле напряженностью до 12 кВ/см при абсолютной влажности воздуха 5-20 мг/л и температуре 10-80oС.
Недостатки способа:
1) применение фильеры, через которую выдавливается единичное волокно, обусловливает малую производительность процесса;
2) последующая обработка в электростатическом поле представляет собой дополнительную операцию, усложняющую и удлиняющую технологический процесс;
3) заряжение сформированных и охлажденных волокон не обеспечивает требуемых параметров электретного состояния полимерного материала, поскольку носители заряда локализуются в основном на поверхности волокон, что ускоряет их разрядку.
Прототипом заявляемого изобретения является способ [22] получения электретного тонковолокнистого фильтрующего материала (в том числе для респираторов), включающий распыление расплава полипропилена и подачи его сжатым воздухом на рулонообразующие механизмы при совмещении процессов формирования волокон и их электризации в поле коронного разряда (подаваемое напряжение 15 кВ). Данный способ позволяет получить тонковолокнистый фильтрующий материал с электретным зарядом, сохраняющимся длительное время.
Недостатки прототипа:
1) в способе используется однофильерная экструзионная головка, что обусловливает малую производительность процесса;
2) указаны строго фиксированные значения расстояния от электродов до зоны электризации и величины поляризующего напряжения, что не дает возможности варьировать в желаемых пределах параметры электретного эффекта в волокнистом материале.
Задачей изобретения является создание экономичного и экологически чистого способа получения электретного полимерного тонковолокнистого фильтрующего материала, обладающего устойчивым электретным зарядом и предназначенного для использования в респираторах эффективной защиты органов дыхания от мелкодисперсных частиц пыли и аэрозолей.
Указанный технический результат достигается тем, что заявляемый способ получения электретного тонковолокнистого фильтрующего материала аэродинамическим распылением расплава полимеров предполагает применение в качестве исходного волокнообразующего материала гранулированного полипропилена HH420J Borealis с индексом текучести расплава 25-35 г/ 10 мин, использование многофильерной экструзионной (распыляющей) головки, совмещение процессов формирования и электризации волокон в одном технологическим цикле и подачу материала на рулоннообразующие механизмы.
Сущность изобретения состоит в том, что за счет использования многофильерной головки повышается производительность процесса, а волокна на стадии расплава, увлекаемого потоком сжатого воздуха под давлением 1,5-3 атм, подвергаются электризации в коронном разряде напряженностью 5-12 кВ/см, что способствует приданию материалу устойчивого электретного заряда, причем расстояние от выхода из экструдера до зоны электризации варьируется в пределах 50-120 мм.
На Фиг.1 показана основная технологическая единица заявляемого способа - одночервячный экструдер, состоящий из двигателя 1, канала для охлаждения зоны бункера 2, канала для выхода расплава в распыляющую головку 3, нагревателей 4, корпуса 5, червяка 6 с зонами I - питания (загрузки), II - сжатия (пластикации), III - выдавливания (дозирования), загрузочной воронки 7, бункера 8, упорного подшипника 9, редуктора 10, многофильерной распыляющей головки 11, патрубка подачи сжатого воздуха 12 и формообразующей оправки, состоящей из принимающего барабана 13 и наматывающей шпули 14. Зона электризации состоит из высоковольтного игольчатого электрода 15, представляющего собой пластмассовую пластину длиной 350 мм с 46-ю соединенными между собой металлическими иглами, расположенными по нормали к газополимерному потоку, и металлического заземляющего электрода 16.
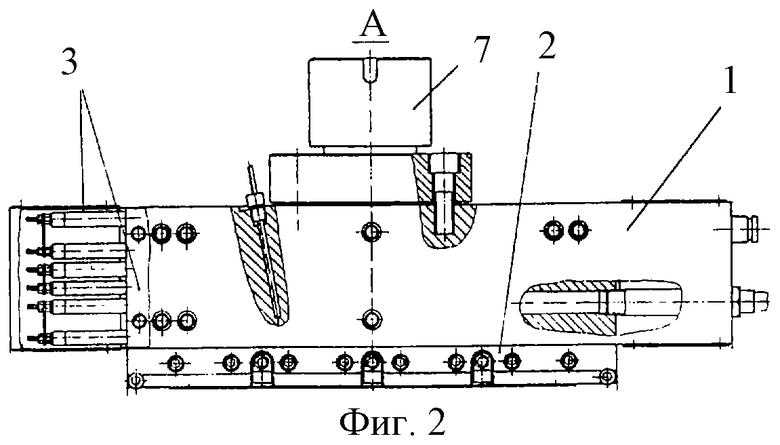
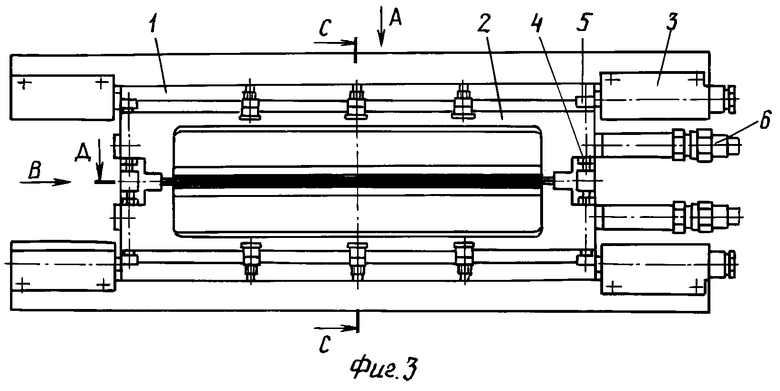
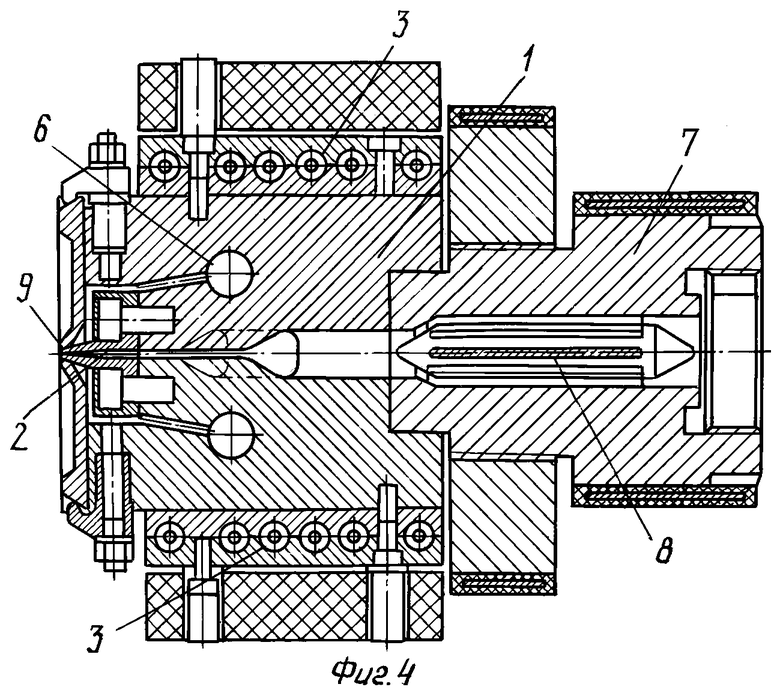
Экструзионная (распыляющая) головка (Фиг. 2 - вид сверху, Фиг.3 - вид спереди, Фиг. 4 - вид сбоку) состоит из корпуса 1, выполненного в виде двух жестко соединенных деталей, прикрепленного к корпусу многофильерного устройства 2 с 4-16-ю отверстиями диаметром 0,4 мм на 1 см длины, нагревателя 3 с 12-ю нагревательными элементами, расположенными по 6 элементов сверху и снизу головки, регулирующих размеры соплового отверстия болтов 4 и 5, двух воздушных коллекторов 6, обеспечивающих присоединение головки к экструдеру крепежного устройства 7, торпеды 8, предназначенной для равномерной подачи расплава в головку, и сопла 9, регулирующего геометрию воздушного потока.
Гранулят полипропилена с индексом текучести расплава не менее 25-35 г/10 мин, дозируемый из бункера 8, нагревают при температурах в зонах червяка: I - 190-210oС, II - 280-330oС, III - 360-400oС и температуре распыляющей головки 390oС, и выдавливают через сопло с не менее чем 120 выходными отверстиями диаметром 0,4 мм, расположенными в одну линию. Расплавленный полимер увлекается потоком сжатого горячего воздуха под давлением 1,5-3 атм и вытягивается в волокна, которые подвергаются электризации коронным разрядом напряженностью 5-12 кВ/см. Расстояние от фильеры экструдера до зоны электризации варьируется в пределах 50-120 мм. Далее полимерная масса оседает на формообразующем механизме, образуя полотно - слой когезионно скрепленных между собой тонких волокон толщиной 1-5 мкм, плотностью упаковки 0,2-0,35 г/см3 при ширине полотна 300 мм.
Полученный фильтрующий материал обладает эффективной поверхностной плотностью электретного заряда 15-20 нКл/см2 (величина определена по ГОСТ 25209-82). Появление электретного эффекта в материале обусловлено тем, что заряды, приобретенные волокнами на высокотемпературной стадии диспергирования расплава, из-за быстрого остывания в потоке распыляющего воздуха не успевают освободиться из ловушек и остаются вмороженными в своих зонах локализации на долгое время. В зазоре между электродом и поверхностью полимера под действием потока заряженных частиц происходит ионизация молекул воздуха. При этом имеют место как отрыв электронов, так и гетеролитический разрыв химических связей в молекулах газов с образованием положительных и отрицательных ионов и свободных электронов. Происходящие в зазоре химические реакции носят цепной характер, причем при высокой напряженности электрического поля (высокой энергии носителей зарядов) может возникать световое или ультрафиолетовое излучение. При коронном разряде отрицательно заряженные частицы устремляются к поверхности волокон, а положительно заряженные - к катоду, где разряжаются. Ионы захватываются на глубине нескольких молекулярных слоев от поверхности, электроны проникают глубже. Таким образом, в достаточно сильном поле коронного разряда целый ряд факторов способен привести к образованию электрета, проявляющего как инжекционную, так и дипольную поляризацию.
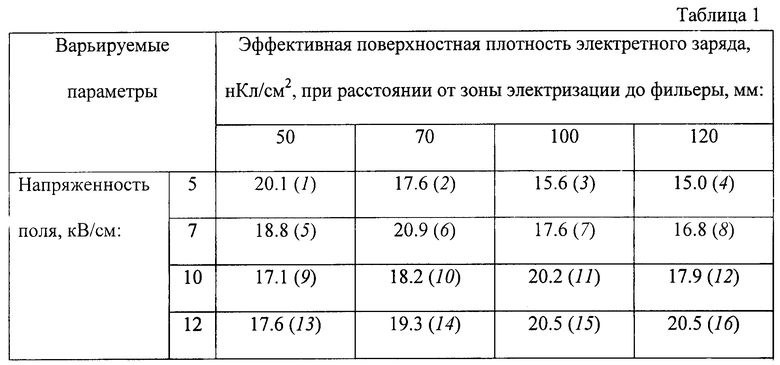
В таблице 1 представлены данные по плотности электретного заряда для 16-ти образцов волокнистого материала, полученных при варьировании расстояния от фильеры экструдера до зоны электризации и напряженности поляризующего поля. Характер зависимостей поверхностного заряда от напряженности поля и расстояния от фильеры до зоны электризации объясняется закономерностями взаимодействия зарядов и выдуваемого расплава полимера. При сравнительно невысокой напряженности поля наибольший заряд инжектируется в полимер вблизи фильеры (на стадии наиболее горячего расплава). При повышении напряженности, т. е. усилении высокоэнергетического воздействия поля коронного разряда на материал, процессы выбивания носителей заряда начинают конкурировать с их захватом, что в случае горячего расплава с высокой текучестью (вблизи фильеры) обусловливает несколько меньшее значение поверхностной плотности электретного заряда. В сильном поле наибольший заряд оказывается возможным инжектировать в более охлажденный полимер.
Электретный заряд характеризуется достаточно высокой стабильностью - в условиях экспозиции образцов при температуре 20oС и относительной влажности 80% в течение 120 суток наблюдается снижение поверхностной плотности заряда в среднем на 1,5% для всех образцов.
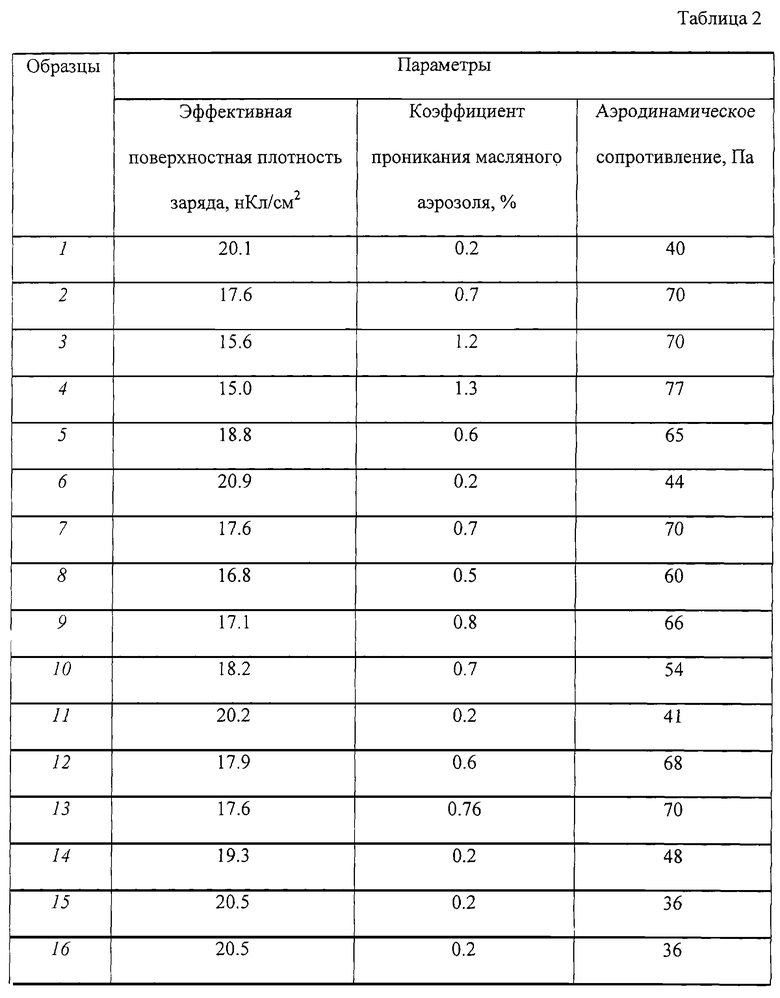
В таблице 2 приведены некоторые фильтрующие свойства 16-ти образцов электретного тонковолокнистого материала в зависимости от их поверхностной плотности электретного заряда (нумерация образцов соответствует таблице 1). Параметры определены по ГОСТ 12.4.041-89.
Таким образом, полученный электретный фильтрующий материал обладает повышенной активностью по отношению к фильтруемой среде, что существенно повышает его рабочие свойства и создает условия для высокоэффективной фильтрации воздушных сред по механизмам объемного захвата и электростатического притяжения. Частицы загрязнения в поле электретного заряда волокон приобретают электрический заряд и захватываются электростатическими силами, что дополняет известный механизм объемного захвата волокнисто-пористой массой.
Заявляемый способ получения фильтрующего материала обладает существенными признаки новизны и может быть реализован в промышленности. Важным элементом новизны является придание устойчивого электретного заряда с регулируемыми параметрами, что обеспечивает реализацию дополнительных (кроме традиционных) механизмов очистки газовоздушных сред. Варьирование параметров технологического процесса обеспечивает получение материалов с любым заданным уровнем электретных свойств, что облегчает их целенаправленное использование.
Основные эксплуатационные свойства материала находятся на мировом уровне. Тонковолокнистый полимерный электретный фильтрующий материал предназначен для применения в качестве фильтрующего слоя легких респираторов.
Источники информации
1. И.В.Петрянов, В.И.Козлов и др. Волокнистые фильтрующие материалы ФП. М.: Знание, 1963. - 232 с.
2. И.В.Петрянов, B.C.Кащеев и др. Лепесток. Легкие респираторы. М.: Наука, 1984. - 168 с.
3. Ю.Н.Филатов. Электроформование волокнистых материалов (ЭФМ-процесс). М.: Нефть и газ, 1997. - 297 с.
4. А 93000166 РФ, B 01 D 39/16, 1997 (опубл.).
5. А 93000167 РФ, B 01 D 39/16, 1997 (опубл.).
6. А 97101193 РФ, B 01 D 39/16, 1999 (опубл.).
7. C1 2060036 РФ, А 62 В 7/10, 1996 (опубл.).
8. C1 2135263 РФ, B 01 D 39/16, 1999 (опубл.).
9. A1 95111824 РФ, D 04 H 13/00, 1997 (опубл.).
10. А 96114315 РФ, В 01 В 39/00, В 32 В 31/06, G 21 P 1/12, 1998 (опубл. ).
11. Patockova J. / Textil, 1989, Vol. 44, 7, Р. 250-253.
12. А.с. 586628 СССР, B 29 D 7/00, 1975 (опубл.).
13. В. А.Гольдаде, А.В.Макаревич, Л.С.Пинчук, А.В.Сиканевич, А.И.Чернорубашкин. Полимерные волокнистые melt-blown материалы. - Гомель: ИММС НАНБ, 2000. - 260 с.
14. Патент 1484 РБ, В 29 С 41/08, 1996 (опубл.).
15. Патент 1810 РБ, В 29 С 41/08, 1997 (опубл.).
16. Патент 2340 РБ, B 01 D 35/06, 39 Л 16, 1998 (опубл.).
17. А 92015769 РФ, B 01 D 39/00, 1995 (опубл.).
18. А 97101773 РФ, B 01 D 39/16, 1999 (опубл.).
19. А 96105995 РФ. D 04 H 1/46, 1998 (опубл.).
20. C1 2130521 РФ, D 04 H 1/40, D 04 H 11/00, B 01 D 39/16, H 01 G 7/02, А 62 В 7/00, А 62 В 18/00, 1999 (опубл.).
21. C1 2108132 РФ, B 01 D 39/16, 1998 (опубл.).
22. Патент 4215682 USA, A 62 B 7/10, 1980 (опубл.).
| название | год | авторы | номер документа |
|---|---|---|---|
| СЛОИСТЫЙ ПОЛИМЕРНЫЙ ВОЛОКНИСТЫЙ ФИЛЬТРУЮЩИЙ МАТЕРИАЛ ДЛЯ ОЧИСТКИ ПОТОКА ВОЗДУХА | 2004 |
|
RU2262376C1 |
| ФИЛЬТР ДЛЯ СИГАРЕТ | 2003 |
|
RU2235488C1 |
| КОМПОЗИЦИОННЫЙ ГРАНУЛЯТ ДЛЯ ФОРМИРОВАНИЯ ПОЛИМЕРНЫХ ВОЛОКОН АЭРОДИНАМИЧЕСКИМ МЕТОДОМ | 2005 |
|
RU2285758C1 |
| СПОСОБ ПОЛУЧЕНИЯ ВОЛОКНИСТОГО КОМПОЗИЦИОННОГО МАТЕРИАЛА С ВЫСОКОЙ ОСТАТОЧНОЙ МАГНИТНОЙ ИНДУКЦИЕЙ | 2006 |
|
RU2324523C2 |
| КОМПОЗИЦИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ФРИКЦИОННОГО МАТЕРИАЛА | 2005 |
|
RU2291166C1 |
| СПОСОБ ПРОВЕДЕНИЯ ТЕРМОСТИМУЛИРОВАННОЙ ТОКОВОЙ СПЕКТРОСКОПИИ ДИЭЛЕКТРИЧЕСКИХ МАТЕРИАЛОВ | 2001 |
|
RU2210071C2 |
| УСТРОЙСТВО ДЛЯ ИЗМЕРЕНИЯ КОНЦЕНТРАЦИИ ЧАСТИЦ САЖИ В ДИЗЕЛЬНОМ МОТОРНОМ МАСЛЕ | 2005 |
|
RU2291308C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПОЛИМЕРНОГО ФИЛЬТРОЭЛЕМЕНТА ТОНКОЙ ОЧИСТКИ ПИЩЕВЫХ ЖИДКОСТЕЙ, ПРЕИМУЩЕСТВЕННО МОЛОКА | 2010 |
|
RU2461409C2 |
| СПОСОБ ПОЛУЧЕНИЯ СМЕСЕВОЙ ПОЛИАМИДНОЙ КОМПОЗИЦИИ | 2009 |
|
RU2408630C2 |
| КОМБИНИРОВАННЫЙ ЭЛЕМЕНТ ДЛЯ ПОКРЫТИЯ ЛЕДОВОЙ АРЕНЫ | 2003 |
|
RU2261311C1 |
Изобретение относится к разработке полимерных тонковолокнистых фильтрующих материалов, проявляющих устойчивый электретный эффект. Заявляемый способ получения электретных тонковолокнистых фильтрующих материалов для респираторов основан на методе аэродинамического распыления расплава полимеров и предполагает применение в качестве исходного волокнообразующего материала гранулированного полипропилена с индексом текучести расплава 25-35 г/10 мин, использование многофильерной экструзионной (распыляющей) головки, совмещение процессов формирования и электризации волокон в одном технологическом цикле и подачу материала на рулонообразующие механизмы, при этом за счет использования многофильерной головки повышается производительность процесса, причем волокна на стадии горячего расплава, увлекаемого потоком сжатого воздуха под давлением 1,5-3 атм, подвергаются электризации в коронном разряде напряженностью 5-12 кВ/см, что способствует приданию материалу устойчивого электретного заряда. Полученный фильтрующий материал обладает повышенной активностью по отношению к фильтруемой среде (эффективная поверхностная плотность электретного заряда 15-20 нКл/см2), что существенно повышает его рабочие свойства и создает условия для высокоэффективной фильтрации воздушных сред по механизмам объемного захвата и электростатического притяжения. 4 ил., 2 табл.
Способ получения электретного тонковолокнистого фильтрующего материала для респираторов, включающий аэродинамическое распыление расплава гранулированного полипропилена, подачу материала сжатым воздухом на рулонообразующие механизмы и совмещение процессов формирования и электризации волокон в поле коронного разряда, отличающийся тем, что фильтрующий материал получают на основе полипропилена с индексом текучести расплава 25-35 г/10 мин, используют многофильерную экструзионную головку, электризацию расплава ведут в поле отрицательного коронного разряда напряженностью 5-12 кВ/см при варьировании расстояния от выхода расплава из экструдера до зоны электризации в пределах 50-120 мм.
| US 4215682 А, 05.08.1980 | |||
| US 4375718 А, 08.03.1983 | |||
| US 4588537 A, 13.05.1986 | |||
| US 4592815 А, 03.06.1986 | |||
| МНОГОСЛОЙНЫЙ ФИЛЬТРОВАЛЬНЫЙ МАТЕРИАЛ | 1992 |
|
RU2050937C1 |
| СПОСОБ ЭЛЕКТРИЗАЦИИ НЕТКАНОГО ПОЛОТНА, ЭЛЕКТРЕТНАЯ ФИЛЬТРУЮЩАЯ СРЕДА, УПРУГАЯ ФИЛЬТРУЮЩАЯ МАСКА И РЕСПИРАТОРНАЯ МАСКА В СБОРЕ | 1994 |
|
RU2130521C1 |

