Изобретение относится к области металлообработки, в частности к сменным режущим пластинам чашечной формы, в том числе работающим по методу ротационного точения. Одной из конкретных областей применения предлагаемой режущей пластины является точение колес железнодорожных вагонов.
Известна [Сборный твердосплавный инструмент/ Г.Л. Хает, В.М. Гах, К.Г. Громаков и др.; Под общ. ред. Г.Л. Хаета. -М.: Машиностроение, 1989. - 256 с. ] режущая пластина чашечной (круглой) формы, содержащая на передней поверхности стружколом (стружколомающий выступ), расположенный симметрично режущей кромке. Недостатком данного решения является то, что такая пластина не обеспечивает устойчивого стружкодробления при черновом и чистовом проходах инструмента, что приводит к образованию сливной стружки (она опасна для рабочего, повреждает станок и обработанную поверхность, усложняет ее сбор и транспортировку) и неблагоприятным условиям эксплуатации инструмента (износ и выкрашивание режущей кромки из-за неблагоприятных контактных нагрузок). Указанный недостаток связан с тем, что режим резания при черновой и чистовой обработке различны, а геометрия передней поверхности пластины (в том числе размеры, форма и расположение стружколома) постоянна. Так, например, при токарной обработке колес грузовых железнодорожных вагонов (бывших в эксплуатации) глубина резания при черновом проходе изменяется от 5 до 10 мм, а при чистовом проходе она не превышает 2 мм. Также существенное различие в глубине резания (а еще изменяются подача и скорость резания) не позволяет обеспечить устойчивое стружкодробление. Его можно обеспечить соответствующей геометрией передней поверхности (и стружколомом) отдельно для чернового и отдельно для чистового точения. Но это потребует смены чашечных пластин (монтаж на резце пластин для чернового и пластины для чистового точения невозможен в силу специфики геометрии колеса), что ведет к значительным затратам времени (большие силы резания требуют сложной системы и значительных усилий зажима режущих пластин).
Наиболее близким, по мнению заявителя, к заявляемому объекту является решение [Расширение технологических возможностей шлицерфрезеных станков. // В.А. Данилов, М.В. Бажин, А.И. Костюченко/ СТИН, 1996, 6, с.24-29], в котором режущая пластина круглой формы содержит опорную, заднюю и переднюю со стружколомом поверхности, причем ось симметрии режущей кромки не совпадает с осью вращения режущей пластины. Недостатком указанного решения является ограниченная область ее применения, (пластина решает задачу не обеспечения устойчивого стружкодробления, а задачу изготовления некруглого вала).
Техническим результатом предлагаемого решения является расширение области применения режущих пластин круглой формы путем обеспечения устойчивого стружкообразования в различных условиях резания, в частности при черновой и чистовой обработке.
Технический результат достигается за счет того, что расстояние между стружколомом и режущей кромкой выполнено различным, в том числе они могут быть выполнены эксцентрично, а стружколом может иметь различные геометрические параметры.
Таким образом, заявляемый объект, как и прототип, содержит опорную, заднюю и переднюю со стружколомом поверхности. Однако заявляемый объект отличается тем, что расстояние между стружколомом и режущей кромкой выполнено различным (переменным) на участках, предназначенных для черновой и чистовой обработки, в частности стружколом выполнен по окружности и расположен эксцентрично по отношению к режущей кромке, геометрические параметры стружколома выполнены различными на указанных участках, пересечение передней и задней поверхностей на указанных участках образует режущий клин с различными геометрическими параметрами.
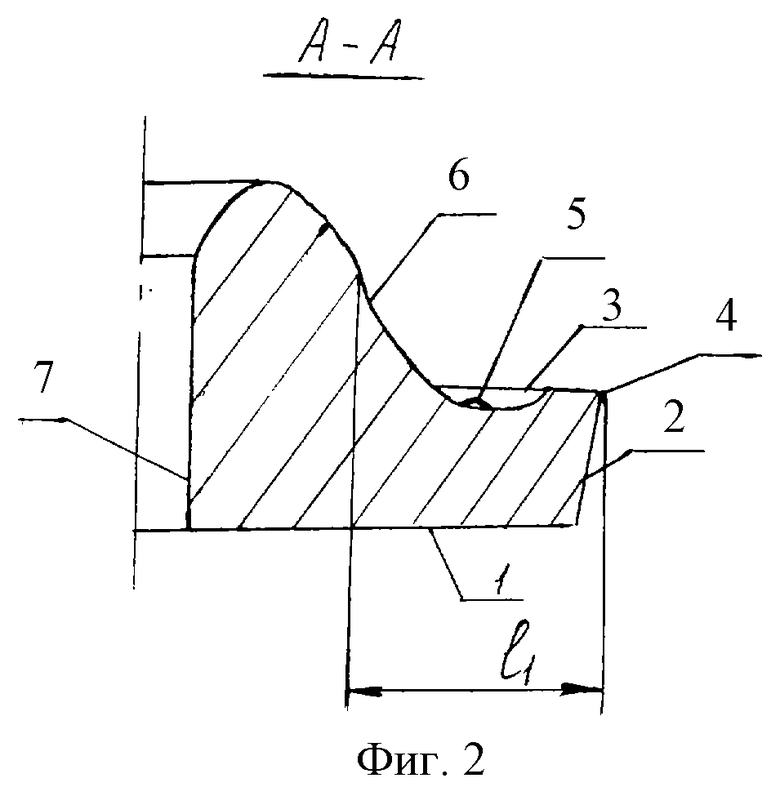
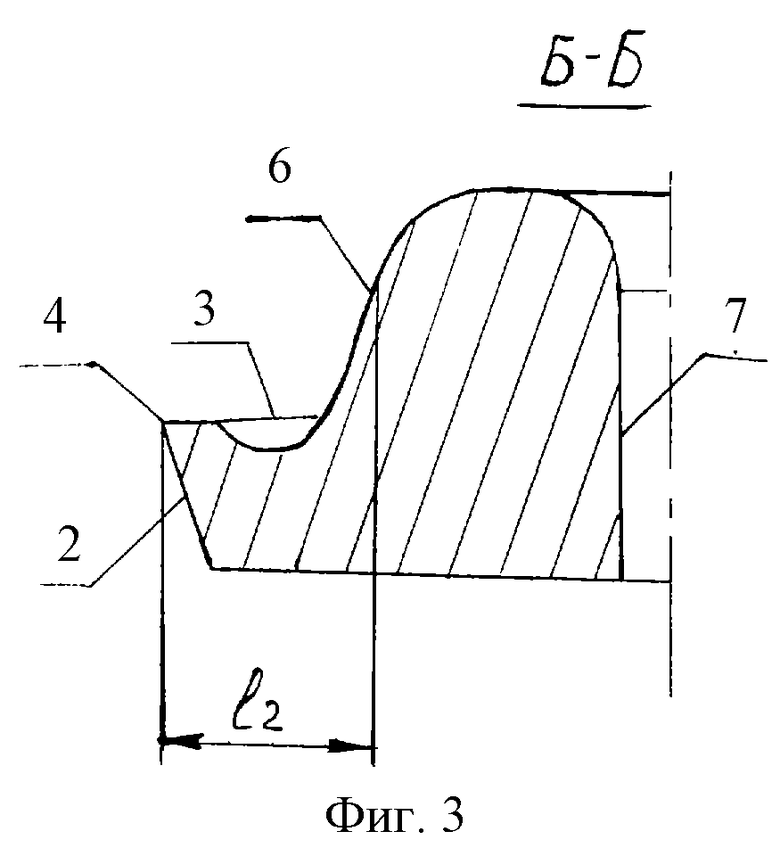
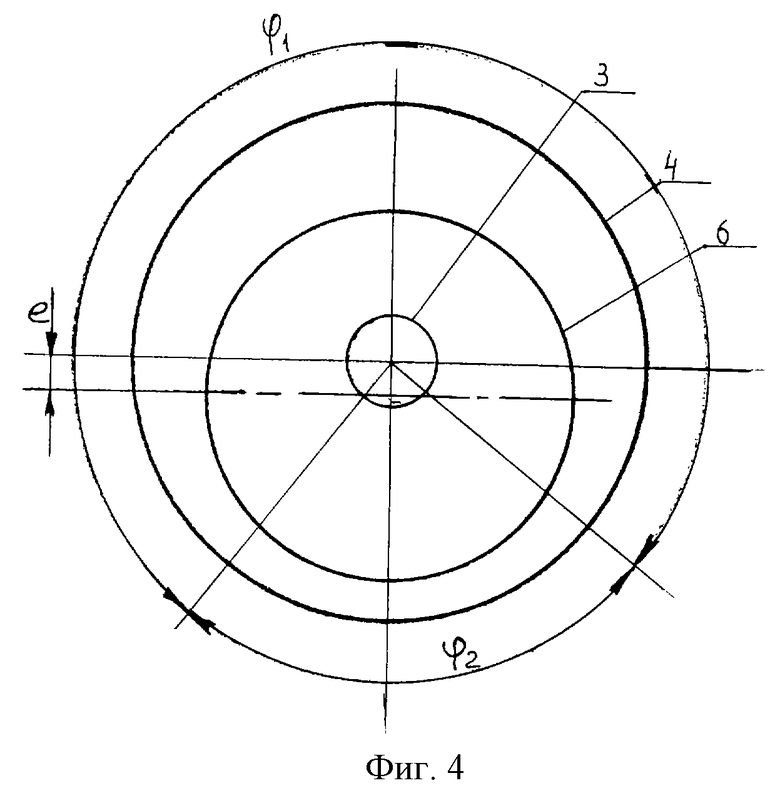
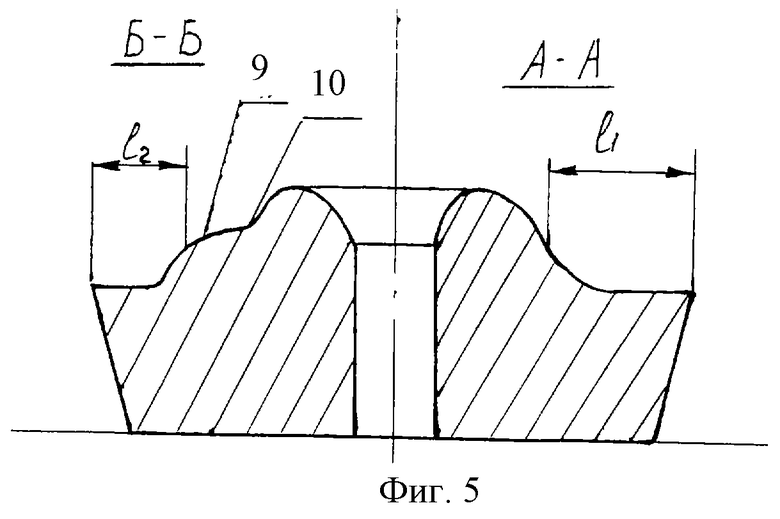
На фиг. 1 показано принципиальное устройство (вид сверху) пластины, на фиг. 2 - сечение А-А на фиг.1, на фиг.3 - сечение Б-Б на фиг.1, на фиг.4 - принципиальное устройство пластины с эксцентричным стружколомом, на фиг.5 - сечения А-А и Б-Б с различными геометрическими параметрами стружколома, на фиг. 6 - сечения А-А и Б-Б с различными геометрическими параметрами режущего клина пластины.
Сущность предлагаемой режущей пластины состоит в следующем. Режущая пластина содержит опорную 1, заднюю 2 и переднюю 3 поверхности. Пересечение передней и задней поверхностей образует режущую кромку 4. Передняя поверхность может содержать стружкозавивающую канавку 5 (или быть без нее) и стружколом 6. Для круглых (чашечных) резцов стружколом может быть цельным (выполнен заодно с пластиной как на фиг.2) или накладным. Для установки и закрепления пластины (или обеспечения вращения при ротационном точении) она имеет отверстие 7. Пусть участок ϕ1 пластины предназначен для черновой обработки деталей (колеса железнодорожного вагона). В пределах этого участка ϕ1 расстояние l1 между режущей кромкой и стружколомом выбрано так, чтобы обеспечить устойчивое стружкодробление при черновой обработке. Участок ϕ2 предназначен для чистовой обработки (для чистового прохода после одного или нескольких черновых проходов при обработке детали). В пределах этого участка расстояние l2 от режущей кромки до стружколома отличается от расстояния l1. Оно выбрано из условия устойчивого стружкодробления при чистовой обработке (взят пример l2<l1). На участках ϕ происходит сопряжение участков стружколомов. Профили стружколомов на участках ϕ1 и ϕ2 пластины могут быть одинаковыми или отличаться. Соотношение длин участков ϕ1 и ϕ2, расстояний l1 и l2 зависит от конкретных условий. Для примера токарной обработки колес железнодорожных грузовых вагонов на станке КЗТС чашечным резцом диаметром 28 мм длина режущей кромки, лежащей на участке ϕ1, больше в три раза соответствующей кромки, лежащей на участке ϕ2, при этом l1 примерно равно 5 мм, l2 примерно равно 3 мм.
Работает пластина следующим образом. При черновой обработке пластину устанавливают так, чтобы резание осуществлялось какой-то частью (АВ) режущей кромки, лежащей на участке ϕ1. Осуществляют черновую обработку. Образующаяся при этом стружка взаимодействует со стружколомом, что обеспечивает ее дробление. После завершения черновой обработки крепление пластины ослабляют и ее поворачивают (например, путем вращения по отверстию 7 на крепежном пальце) так, чтобы далее чистовая обработка велась частью (СА) режущей кромки, лежащей на участке ϕ2. Во время чистовой обработки стружка взаимодействует с другим участком стружколома, отстоящим от режущей кромки на расстоянии l2. Это также обеспечивает устойчивое стружкодробление. После этого пластину вновь ослабляют и поворачивают в первоначальное (или иное) положение для черновой обработки следующего колеса. Для удобства работы при поворотах пластины она может быть снабжена метками 8 на границах участков.
Такое исполнение пластины существенно расширяет область ее применения, т.е. она может работать при черновом и чистовом точении с обеспечением устойчивого стружкодробления. Однако при этом требуются некоторые затраты времени на поворот пластины при переходе от черновой обработки к чистовой и наоборот. Но эти затраты времени существенно меньше, если бы производилась замена пластины, имеющей стружколом на расстоянии l1, на пластину, имеющую стружколом на расстоянии l2.
Участки ϕ с переходным стружколомом не должны быть протяженными. Они могут использоваться как при черновой, так и при чистовой обработке без гарантии устойчивого стружкодробления.
Наиболее простым вариантом исполнения описанной режущей пластины является исполнение стружколома круглым (по окружности) с экценричным расположением его относительно режущей кромки. В этом случае величина эксцентриситета  должна удовлетворять условию устойчивого стружкодробления при черновой и чистовой обработке. Однако долю переходных участков ϕ в этой конструкции определить проблематично, что затрудняет правильность позиционирования (поворота) пластины на периоды черновой и чистовой обработки.
должна удовлетворять условию устойчивого стружкодробления при черновой и чистовой обработке. Однако долю переходных участков ϕ в этой конструкции определить проблематично, что затрудняет правильность позиционирования (поворота) пластины на периоды черновой и чистовой обработки.
Для более полного обеспечения устойчивого стружкодробления режущая пластина может содержать на участках ϕ1 и ϕ2 стружколомы разных геометрических параметров (размер, форма и т.д.). Это позволяет не только повысить устойчивость стружкодробления при черновой обработке, но и сократить расход инструментального материала (но сложность изготовления пластины возрастает). Так, например, стружколом для чистовой обработки может содержать дополнительные выступы 9, обнизки 10 и т.д.
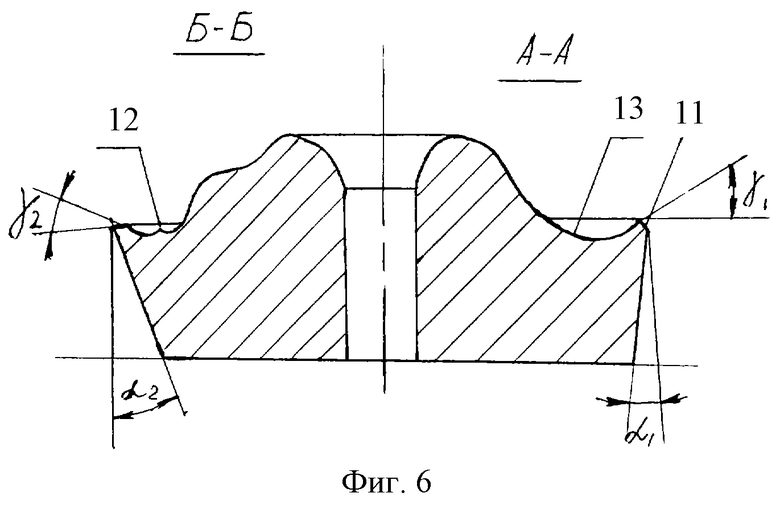
Наибольший эффект обеспечения устойчивого стружкодробления может обеспечить режущая пластина, у которой на участках для черновой и чистовой обработки режущий клин, образованный пересечением передней и задней поверхностей, выполнен с различными геометрическими параметрами. Так, например, указанные участки могут отличаться задними углами α1 и α2 передними углами γ1 и γ2, наличием фаски 11, дополнительного стружколома 12, размерами и профилем стружкозавивающей канавки 13.
Таким образом, достижение заявленного технического результата обеспечивается любой из описанных конструкций режущей пластины, результат состоит в расширении технологических возможностей пластины путем обеспечения устойчивого стружкодробления в различных условиях ее эксплуатации. Описанные примеры удобны для обработки колес железнодорожных вагонов, однако могут быть использованы и при иных условиях эксплуатации чашечных резцов, например при ротационном точении.
| название | год | авторы | номер документа |
|---|---|---|---|
| КОЛЕСОТОКАРНАЯ РЕЖУЩАЯ ПЛАСТИНА И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2001 |
|
RU2196026C2 |
| ТАНГЕНЦИАЛЬНАЯ РЕЖУЩАЯ ПЛАСТИНА | 2001 |
|
RU2201317C2 |
| СБОРНЫЙ ИНСТРУМЕНТ | 2003 |
|
RU2240208C1 |
| РЕЖУЩАЯ ПЛАСТИНА ДЛЯ ТЯЖЕЛОГО ТОЧЕНИЯ | 2001 |
|
RU2258580C2 |
| УСТРОЙСТВО ДЛЯ ДРОБЛЕНИЯ СТРУЖКИ | 1986 |
|
RU1343673C |
| СБОРНЫЙ ИНСТРУМЕНТ | 2003 |
|
RU2235622C1 |
| СБОРНЫЙ ИНСТРУМЕНТ | 2003 |
|
RU2238176C1 |
| СБОРНЫЙ ИНСТРУМЕНТ | 2003 |
|
RU2240897C2 |
| СБОРНЫЙ ИНСТРУМЕНТ | 2003 |
|
RU2240209C1 |
| СБОРНЫЙ ИНСТРУМЕНТ | 2003 |
|
RU2245228C1 |
Изобретение относится к области металлообработки, к сменным режущим пластинам чашечной формы, в том числе работающим по методу ротационного точения. Режущая пластина круглой формы содержит опорную, заднюю и переднюю со стружколомом поверхности. Для расширения области применения путем обеспечения устойчивого стружкообразования в различных условиях резания расстояние между стружколомом и режущей кромкой выполнено различным на участках, предназначенных для черновой и чистовой обработки. Стружколом может быть выполнен по окружности и расположен эксцентрично по отношению к режущей кромке. Геометрические параметры стружколома на участках, предназначенных для черновой и чистовой обработки, могут быть выполнены различными. Режущий клин, образованный пересечением передней и задней поверхностей, может быть выполнен с различными геометрическими параметрами на указанных участках. В местах сопряжения указанных участков пластина может быть дополнительно снабжена метками. 4 з.п. ф-лы, 6 ил.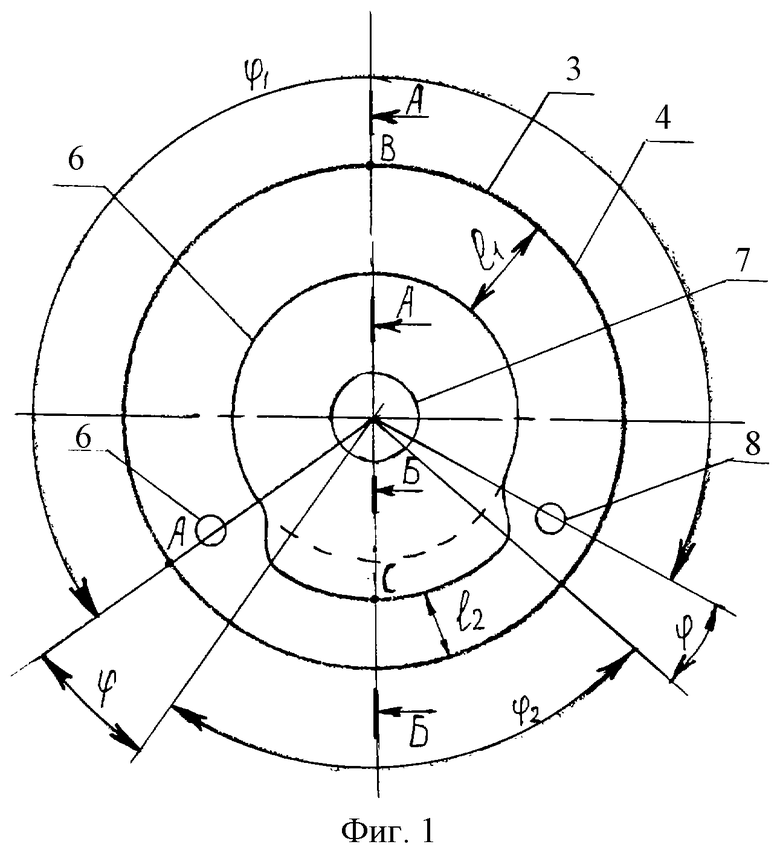
| СЕМЕНЧЕНКО И.И | |||
| и др | |||
| Проектирование металлорежущих инструментов | |||
| - М.: Машгиз, 1962, с.932, фиг.555 | |||
| Дисковый резец | 1948 |
|
SU72914A1 |
| КРУГЛЫЙ РЕЗЕЦ С ПЕРЕМЕННЫМ ПЕРЕДНИМ УГЛОМ | 0 |
|
SU210613A1 |
| Способ получения глинозема высокотемпературной обработкой бокситов раствором щелочи | 1958 |
|
SU121441A1 |
| ХАЕТ Г.Л | |||
| и др | |||
| Сборный твердосплавный инструмент | |||
| - М.: Машиностроение, с.89, табл.3.1. | |||

