Изобретение относится к токарной обработке профильной части бандажей железнодорожных колес (грузовые и пассажирские вагоны, локомотивы, трамваи и т.д.).
Известно решение [смотри конструкцию 175.32 пластин серии Т-МАХ Р на стр. 470 и 471 каталога TURNING TOOLS Metalworking products, 93/94, Sandvik Coromant, копия страниц прилагается], согласно которому колесотокарная режущая пластина имеет форму многогранника, содержит две оппозитно расположенные передние поверхности с несколькими режущими кромками на каждой передней поверхности и одинаковые стружкозавивающие элементы при каждой режущей кромке.
Недостатком такого решения является низкая эксплуатационная технологичность таких пластин из-за того, что профиль и геометрия стружкозавивающих элементов не обеспечивают устойчивое стружкодробление при черновой и чистовой обработке. Это связано с тем, что черновая обработка является преимущественной, стружкозавивающие элементы проектируют под нее. Но при чистовой обработке колес (а потребность в ней возникает в 20-25% случаев) эти элементы не обеспечивают [Меркулов Л.П., А.И. Запорожец, А.А. Зленко. Эффективность стружколомания твердосплавными пластинами со сложной передней поверхностью // Современные инструментальные материалы на основе тугоплавких соединений. Сб.научных трудов ВНИИТС под ред. Н.А. Кудри, - М.: Металлургия, 1985, с. 91-93] дробления стружки (образуется сливная стружка при обработке фаски, галтели и ребра профильной части колеса). Это ведет к трудностям уборки и транспортировки стружки, снижает ресурс станка и инструмента.
Естественным выходом из положения являлось бы применение для черновой обработки и для чистовой обработки отдельных пластин со своей геометрией стружкозавивающих элементов. Но опыт показал, что это приводит к созданию сверхнормативных запасов тех или других пластин, усложняет учет, хранение и смену инструмента.
Задачей предлагаемого изобретения является повышение эксплуатационной технологичности (универсализация) пластин. Технический результат достигается за счет того, что часть режущих кромок снабжена стружкозавивающими элементами для чистовой обработки, остальные кромки - для черновой обработки.
Обоснование конструкции предлагаемой пластины. Колесотокарная обработка ведется с частым регулированием (из-за наличия термомеханических дефектов на колесе) величин скорости резания и подачи, что само по себе является препятствием для устойчивого стружкодробления (методики расчета параметров стружколомов и стружкозавивающих канавок ориентированы на постоянство режимов резания). Это происходит как при черновой, так и при чистовой обработке. В силу того что глубины резания у них существенно (при черновом 5÷15 мм, при чистовом 0,5÷2 мм) отличаются, то параметры стружкозавивающих элементов (канавок, выступов, стружколомов и т.д.) не могут удовлетворить требование стружкодробления.
Так как параметры стружкозавивающих элементов пластины не могут самостоятельно трансформироваться под чистовую или черновую обработку, то возникает потребность снабдить пластину теми и другими стружкозавивающими элементами.
Это можно реализовать двумя путями:
1. Выполнить пластину такой, где бы параметры стружкозавивающего элемента (далее канавки) были различными по длине режущей кромки, то есть у режущей вершины кромки параметры соответствовали бы чистовой обработке, на отделении от режущей вершины они бы соответствовали черновой обработке, то есть виду обработки соответствовал бы свой участок канавки.
Однако эксперименты показали, что этот путь не перспективен в силу следующих причин:
- резко возрастает сложность изготовления такой канавки;
- участки канавки, предназначенные для чистовой обработки, взаимодействуют с обрабатываемым материалом в процессе черновой обработки и возникающие при этом избыточные силовые и тепловые воздействия приводят к износу и выкрашиванию таких участков, в силу чего они становятся малопригодными во время чистовой обработки.
2. Выполнить пластину такой, где бы часть режущих кромок предназначалась только для черновой обработки, часть - для чистовой. Они бы имели свои параметры стружкозавивающих элементов (канавок) и токарь мог бы их легко различать для правильной установки пластины во время черновой и на период чистовой обработки.
Такое решение несколько усложняет процесс изготовления пластин (в силу чего заявляется не только пластина, но и способ ее изготовления), но это не принципиально, так как современные приемы формования твердосплавных изделий (а такие пластины выполняются именно твердосплавными) позволяют это сделать без заметного усложнения и удорожания продукции.
Но при таком подходе важно определить какая часть (сколько?) режущих кромок должна быть отведена под чистовую обработку и каким образом расположить эти кромки на пластине по отношению к кромкам, предназначенным для чернового фрезерования.
Анализ статистики по частоте применения чистовых проходов при обработке (восстановлении) бывших в эксплуатации колес показывает, что только 15-20% (в зимний период до 25%) колес требует чистового прохода (в остальных случаях требуемая точность исполнения профильной части колеса достигается сразу после чернового прохода при соответствующем качестве режущих пластин). Из этого следует, что если многогранная режущая пластина имеет 8 режущих кромок (в железнодорожной системе она классифицирована формой 09), то четверть из них (то есть две) должно быть выделено под чистовую обработку. Если пластина имеет 4 режущие кромки (форма 06), то одна из них должна быть выделена под чистовую обработку.
Известна колесотокарная режущая пластина, выбранная в качестве ближайшего аналога, имеющая форму многогранника с двумя оппозитно расположенными передними поверхностями и выполненная с режущими кромками для черновой и чистовой обработки (см. DE 2339588, В 23 В 27/16, 1975).
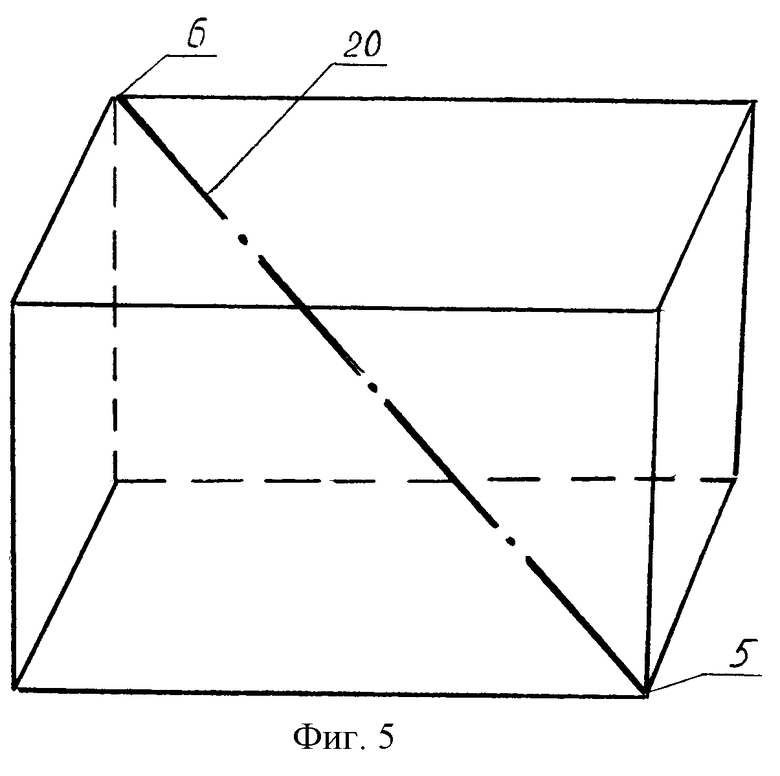
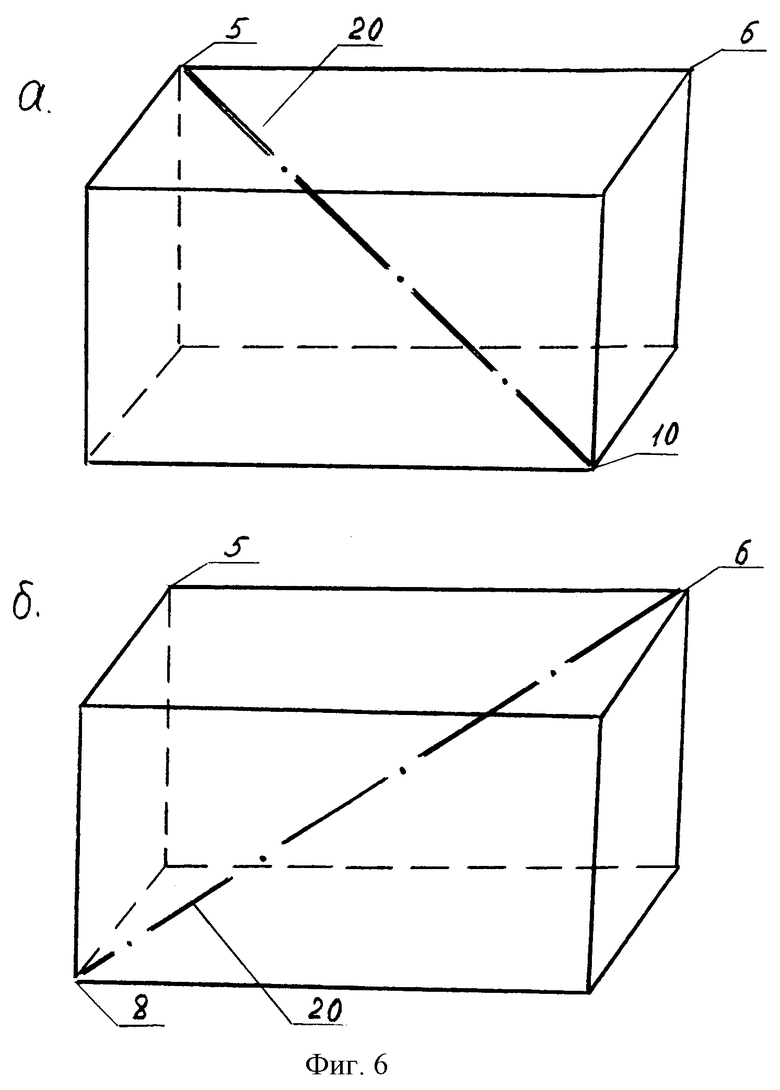
Для решения поставленной задачи колесотокарная режущая пластина имеет форму многогранника с двумя оппозитно расположенными передними поверхностями и выполнена с режущими кромками для черновой и чистовой обработки. При этом режущие кромки для чистовой обработки расположены на одной передней поверхности по длиной стороне пластины или на обеих передних поверхностях на концах диагонали многогранника или две режущие кромки для чистовой обработки расположены на длинной стороне пластины, а третья - на конце диагонали многогранника, проведенной от одной из первых двух кромок.
На режущих кромках для чистовой обработки может быть выполнена отличительная метка, преимущественно в виде стружкодробящего выступа, позволяющая выделить их среди остальных.
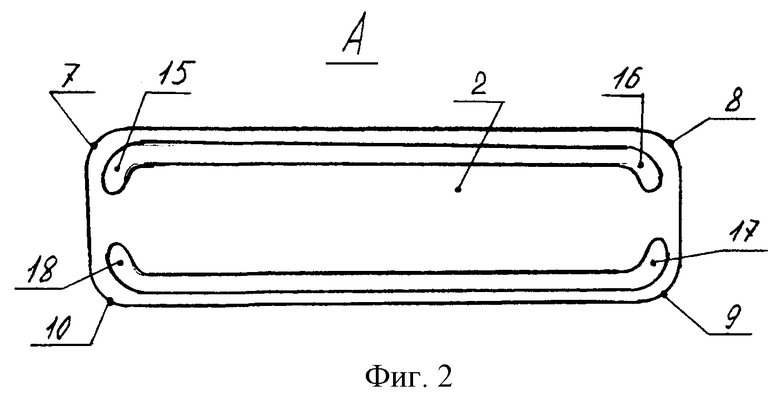
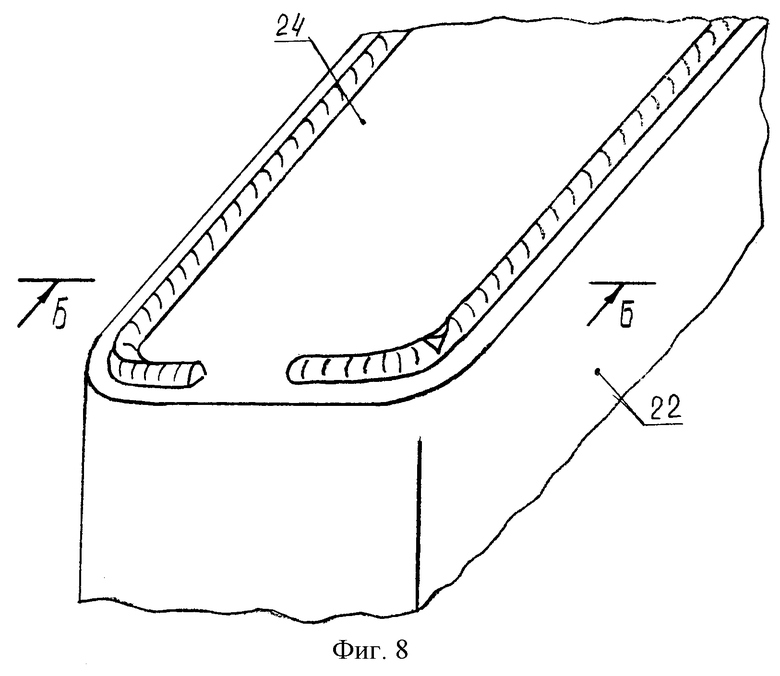
На фиг.1 показан общий вид пластины (форма 09), на фиг.2 - вид А по фиг. 1, на фиг.3 - устройство отличительной метки, на фиг.4 - общий вид пластины (формы 06) с меньшим числом режущих кромок, на фиг.5 - схема расположения режущих кромок для чистовой обработки, на фиг.6 - схема расположения трех кромок, на фиг.7 показан общий вид пресс-формы для формования пластины, на фиг.8 схематично показана рельефная поверхность торца пуансона с одной кромкой для чистовой обработки, на фиг.9 - сечение Б-Б по фиг.8.
Заявляемая пластина устроена следующим образом. Она содержит две оппозитно расположенные передние поверхности 1 и 2 и несколько режущих кромок. Для примера, приведенного на фиг.1, режущих кромок 8, а именно: 3, 4, 5, 6, 7, 8, 9 и 10. При каждой режущей кромке выполнен стружкозавивающий элемент (далее канавка), а именно: 11, 12, 13, 14, 15, 16, 17 и 18. Несколько режущих кромок выделены для чистовой обработки. В данном примере это две кромки, а именно: 5 и 6. Стружкозавивающие канавки 13 и 14 у них отличны от остальных. Это отличие должно быть легко видимо визуально (для удобства установки рабочим).
Специфичное исполнение заявляемой режущей пластины вносит необходимые коррективы в технологию ее изготовления. В этой связи далее изложены материалы по заявляемому способу изготовления предложенной пластины.
Наиболее близким к заявляемому способу является [Третьяков В. И. Основы металловедения и технологии производства спеченных твердых сплавов. - М.: Металлургия, 1976. -c. 332 рис.231а, решение, согласно которому твердосплавное изделие формуют из порошковой смеси методом двойного (двухстороннего) прессования и затем спекают. Для формования используют пресс-форму, состоящую из матрицы 21 и двух (нескольких) пуансонов 22 и 23, установленных с возможностью перемещения в полости матрицы. Для формования изделия в полость матрицы помещают нижний пуансон 23 (подпружиненный), сверху в полость засыпают навеску порошковой смеси, вставляют верхний пуансон 22, всю пресс-форму помещают на стол вертикального пресса, включают перемещение его штока, последний воздействует на верхний пуансон, он - на навеску порошковой смеси, она - на нижний пуансон. Выравнивание усилий, действующих на верхний и нижний пуансоны, обеспечивает равномерную плотность прессовки заготовки. Шток пресса отводят, матрицу опускают вниз, прессовка оказывается выдвинутой из полости, ее извлекают и отправляют на спекание.
По такому же принципу изготавливают изделия на пресс-автоматах.
Полное соответствие контура полости матрицы и наружной поверхности пуансонов, а также идентичность торцевых поверхностей пуансонов позволяет установить их произвольно по отношению друг к другу.
Недостатком решения является то, что он ориентирован только на изготовление симметричных изделий (например, если бы у пластины, представленной на фиг. 1, все стружкозавивающие элементы и режущие кромки были одинаковы) и в силу этого не позволяет получить требуемую пластину.
Техническим результатом заявляемого способа является обеспечение возможности формования предложенной пластины.
Технический результат достигается тем, что торцевые поверхности верхнего и нижнего пуансона выполняют с различным (заданным расположением кромок для чистовой обработки) рельефом поверхности и устанавливают в полость матрицы ориентировано по отношению друг к другу. Ориентация может быть выполнена визуально (где возможны ошибки оператора при формовке, так как один пуансон постоянно вынимается и вставляется вновь в полость матрицы), либо по ориентирующим меткам или конструктивным элементам.
Таким образом, заявляемый способ изготовления колесотокарной пластины, как и прототип, включает в себя засыпку порошковой смеси в полость матрицы и перемещение верхнего и нижнего пуансонов в ней навстречу друг к другу.
Однако заявляемый способ отличается тем, что пуансоны ориентируют относительно друг друга по положению их торцевых рельефов 24, предопределенному расположением на пластине тех режущих кромок, которые выделены под чистовую обработку. Для ориентации используют визуальные метки либо конструктивные элементы 25.
Пример 1 реализации способа. Изготавливали пуансоны для формования пластины формы 09 с двумя кромками (из восьми), выделенными для чистовой обработки. В этом случае ориентация пуансонов роли не играет. Если даже оператор случайно (развернув пуансон вокруг вертикальной оси) изменял ориентацию пуансона (верхнего), то требуемые режущие кромки для чистовой обработки отформовывались на противоположной (по одной передней поверхности пластины) длинной режущей кромке. Эксплуатацию пластин это никак не ухудшало.
Пример 2 реализации способа. Все делали также для пластины формы 06. В этом случае ошибка в ориентации пуансонов исключалась наличием конструктивных элементов 26 и 27 (уступов) на пуансоне. Таким образом, дополнительный отличительный конструктивный элемент 25 (или метки) вносить не требовалось, его функцию выполнял имеющийся элемент. Он исключал неправильную ориентацию пуансонов.
Пример 3 реализации способа. Все делали также для пластины формы 09 с тремя кромками для чистового точения, расположенными согласно фиг.6а. Формование пластин по фиг. 6а обеспечивалось. Но в случае ошибки оператора при ориентации пуансона получали пластину по фиг.6б. Это ограничивало использование пластины (возникала необходимость передавать ее с правого суппорта обрабатывающего станка на левый или наоборот).
Пример 4 реализации способа. Все делали по примеру 3, но на пуансоны наносили цветовые метки (краской). Ошибки исключались. Но краска со временем загрязнялась и стиралась. Возникала вероятность ошибки.
Пример 5 реализации способа. Все делали по примеру 4, но (вместо цветовых меток) на пуансонах выполняли вспомогательные отличительные конструктивные элементы 25, не влияющие на формование. Выверяли положение пуансонов по ним. Этим исключали ошибки в ориентации.
Изготовленные по заявляемому способу заявляемые пластины устанавливали в резец колесотокарного станка, обрабатывали колеса. Технический результат достигался, то есть одна пластина своими разными режущими кромками обеспечивала устойчивое стружкодробление как при черновой, так и при чистовой обработке. Двух режущих (из восьми) кромок для чистовой обработки хватало в 95% случаев. Трех таких режущих кромок хватало всегда. Более того, достигалась экономия времени на повороте пластины при переходе с черновой обработки на чистовую.
| название | год | авторы | номер документа |
|---|---|---|---|
| ТАНГЕНЦИАЛЬНАЯ РЕЖУЩАЯ ПЛАСТИНА | 2001 |
|
RU2201317C2 |
| РЕЖУЩАЯ ПЛАСТИНА | 2000 |
|
RU2198767C2 |
| РЕЖУЩАЯ ПЛАСТИНА КОЛЕСОТОКАРНАЯ ЧАШЕЧНОЙ ФОРМЫ СО СТРУЖКОЛОМАЮЩИМ РЕЛЬЕФОМ НА ПЕРЕДНЕЙ ПОВЕРХНОСТИ | 2013 |
|
RU2528301C1 |
| СМЕННАЯ РЕЖУЩАЯ ПЛАСТИНА | 2008 |
|
RU2364475C1 |
| Стружколомающая сменная режущая пластина с переменным передним углом | 2017 |
|
RU2665858C1 |
| РЕЖУЩАЯ ПЛАСТИНА ДЛЯ ЧЕРНОВОЙ И ЧИСТОВОЙ ОБРАБОТКИ | 2013 |
|
RU2531336C1 |
| СПОСОБ ТОКАРНОЙ ОБРАБОТКИ ПОВЕРХНОСТИ КАТАНИЯ КОЛЕСНОЙ ПАРЫ С ПОДОГРЕВОМ | 1996 |
|
RU2096137C1 |
| РЕЖУЩАЯ ПЛАСТИНА | 2003 |
|
RU2247632C1 |
| СПОСОБ ФОРМИРОВАНИЯ РИСУНКА ГРАВЮРЫ В ФУНКЦИОНАЛЬНОМ СЛОЕ ИЗДЕЛИЯ МЕТОДОМ МНОГОПРОХОДНОГО СТРОГАНИЯ НА СТАНКАХ С ЧПУ И СТРОГАЛЬНЫЙ РЕЗЕЦ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2005 |
|
RU2296036C1 |
| Способ изготовления ступенчатого электрода-инструмента | 1980 |
|
SU884928A1 |




Изобретение относится к токарной обработке профильной части бандажей железнодорожных колес. Режущая пластина имеет форму многогранника с двумя оппозитно расположенными передними поверхностями и выполнена с режущими кромками для черновой и чистовой обработки. Для повышение эксплуатационной технологичности режущие кромки для чистовой обработки расположены на одной передней поверхности по длиной стороне пластины или на обеих передних поверхностях на концах диагонали многогранника или две режущие кромки для чистовой обработки расположены на длинной стороне пластины, а третья - на конце диагонали многогранника, проведенной от одной из первых двух кромок. Способ изготовления режущей пластины включает засыпку порошковой смеси в полость матрицы и перемещение в ней верхнего и нижнего пуансонов. Для обеспечения возможности формования предложенной пластины используют пуансоны, выполненные с различным рельефом на торцевых поверхностях, и ориентируют их относительно друг друга по положению упомянутого рельефа в зависимости от расположения на режущей пластине режущих кромок для чистовой обработки. 2 с. и 3 з.п. ф-лы, 9 ил.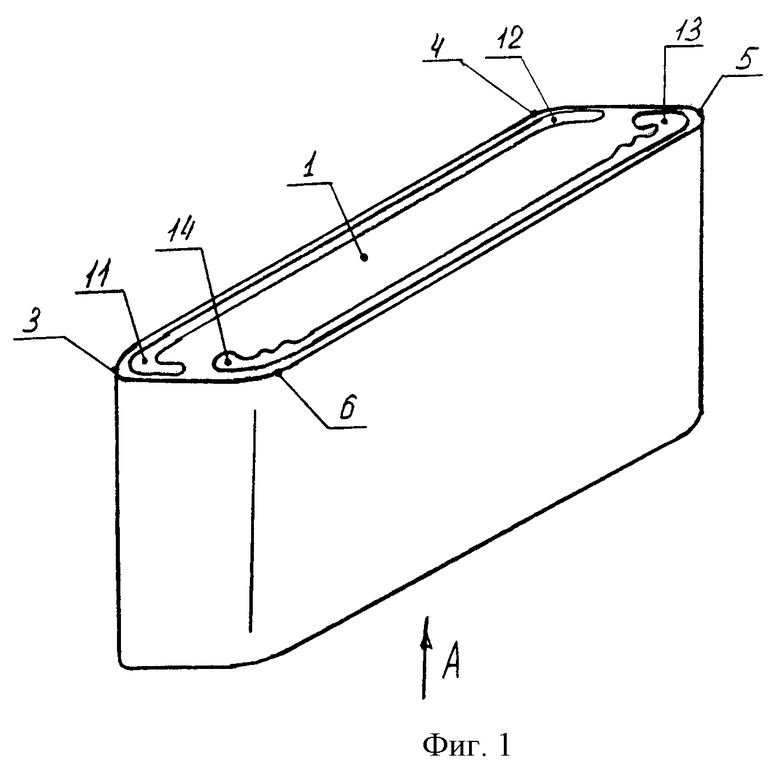
| СПОСОБ ГЛУБОКОЙ ОЧИСТКИ СТОЧНЫХ ВОД | 2007 |
|
RU2339588C1 |
| ТРЕТЬЯКОВ В.И | |||
| Основы металловедения и технологии производства спеченных твердых сплавов | |||
| - М.: Металлургия, 1976, с.332, рис.231a | |||
| Пресс-инструмент для прессования таблеток | 1985 |
|
SU1292914A1 |
| Устройство для прессования изделий сложной формы из порошков | 1988 |
|
SU1574366A1 |
| Режущая пластина | 1990 |
|
SU1814978A1 |
| СУППОРТ КОЛЕСОТОКАРНОГО СТАНКА И ФАСОННЫЙ РЕЗЕЦ ДЛЯ ОБРАБОТКИ КОЛЕСНЫХ ПАР | 1999 |
|
RU2152848C1 |
| US 4124326, 07.11.1978. | |||

