Изобретение относится к антифрикционному материалу, способу его получения и элементу узла трения, выполненному с использованием антифрикционного материала. Более подробно изобретение относится к антифрикционным материалам, получаемым методом порошковой металлургии, которые применяются в машиностроении в элементах узлов трения различных машин, механизмов и оборудования, а также в токосъемных элементах. Анализ научно-технической информации показал, что несмотря на большое количество антифрикционных материалов и различных вариантов элементов узлов трения их ресурс не обеспечивает срок службы между средними и капитальными ремонтами машин, механизмов и оборудования.
Антифрикционные материалы, предназначенные для работы в узлах трения-скольжения, особенно тяжелонагруженных и при высоких скоростях скольжения, должны обладать целым рядом взаимодополняющих свойств, в частности помимо высоких износостойкости, несущей способности и теплопроводности, а также низкого коэффициента трения материал должен иметь высокую объемную и поверхностную прочность, обладать способностью образовывать вторичные структуры и поддерживать на сопрягаемых поверхностях прочную разделительную пленку твердой смазки, предотвращающую схватывание и интенсивный износ материалов.
В связи с этим есть необходимость в создании экологически чистых материалов для элементов узлов трения-скольжения с высокой объемной и поверхностной прочностью и износостойкостью, низким коэффициентом трения и обеспечивающих нанесение на сопрягаемые поверхности твердой смазки, предохраняющей эти поверхности от износа. Эти материалы должны позволять изготавливать элементы узлов трения весом от 0,5 до 2000 кг и более, что возможно только для изделий, имеющих несущий элемент с напеченным слоем антифрикционного материала.
Впервые патент на прокатку металлических порошков был выдан в 1902 году, однако только через 35-40 лет эта технология начала находить практическое применение. Во время второй мировой войны прокаткой железных порошков в Германии изготовляли ведущие пояски артиллерийских снарядов, о чем Гергард Незер доложил на IV Международном конгрессе инженеров-механиков в 1952 году в Стокгольме [I] . После этого доклада в США началось развитие технологии прокатки порошков и ее применение в первую очередь в атомной энергетике. В фирме Сильвания Корпорейшин (США) Г. Хаузнером и С. Стойкеймом было начато производство металлокерамического металлопроката из порошков тория, урана и плутония, из порошков вольфрама и смеси вольфрама с двуокисью урана [1]. Затем прокат из порошков начали производить и другие фирмы, работающие в области атомной энергетики: Уайтэкер Металз Корпорейшин, компания Глен Мартин и другие.
В последующие годы в США в связи с освоением производства специальных прокатных станов промышленное применение процесса прокатки порошков стало быстро расширяться. Выпуск лент и листов из порошков черных и цветных материалов начала в США фирма Хейден Металз Компани, где была пущена в 1959 году полупромышленная установка для прокатки медных и других порошков [1].
Фирма Блисс (Огайс) освоила производство товарной медной ленты, более дешевой по сравнению с лентой слиткового производства.
Фирма Рипаблик Стил Корпорейшн сообщила об окончании разработки технологического процесса непрерывной прокатки железного порошка в 1959 году [1].
В Англии фирма Монд Никель Компани прокатывает из порошка никелевые беспористые листы толщиной 0,25 мм, шириной до 300 мм [1]. В Англии также налажено промышленное производство листов из порошка титана [1].
В настоящее время разработана технология изготовления разнообразных видов порошкового проката, в том числе вкладышей подшипников скольжения в виде биметаллического и многослойного проката.
Известны антифрикционные двухслойные материалы на стальной подложке с баббитовым рабочим слоем [2]. Эти материалы нашли широкое применение в современных двигателях, в подшипниках жидкостного трения.
Недостатком этого материала является низкая усталостная прочность 1,13 кг/мм2, возникновение задиров в момент пуска и остановки механизма при прекращении подачи жидкой смазки, так как баббиты работают только при обильной жидкой смазке, и низкие скорости скольжения.
Известны элементы узлов трения, у которых на стальную подложку напечен пропитанный баббитом слой смеси порошков: 60 мас.% меди и 40 мас.% никеля, на поверхность которого нанесен слой баббита толщиной около 75 мкм [2]. Этот трехслойный материал нашел широкое применение с 1940 года в США для коренных и шатунных вкладышей авиационных двигателей и дизелей. Он работает при нагрузках на 15-20% выше, чем у лучших высокооловянистых и свинцовистых баббитов. Расчетная нагрузка для этого материала составляет 140 кг/см2.
Недостатком этого материала является его высокая стоимость, низкая усталостная прочность, низкие удельные нагрузки, работа только при обильной жидкой смазке, возникновение задиров при прекращении подачи жидкой смазки, невозможность изготовления подшипников скольжения весом более 15 кг.
Известны материалы, у которых на стальную подложку напечен слой свинцовистой бронзы при следующем соотношении компонентов, мас.% [2]:
Свинец - 10-40
Олово - 0-10
Медь - Остальное
Недостатком этого материала является высокая стоимость, наличие в его составе свинца, увеличивающего при изготовлении и эксплуатации концентрацию вредных веществ в воздухе и грунте, низкая механическая прочность. Свинец резко снижает температуру спекания до 820oС, так как при более высокой температуре наблюдается его интенсивное испарение, а следовательно, резко снижает прочность бронзы и, как следствие, ее износостойкость. Ввиду того, что медь и свинец почти не растворимы друг в друге, материал имеет двухфазную структуру, состоящую из зерен свинца и меди, в результате чего бронзовый слой биметалла обладает низкой механической прочностью. Кроме того, рабочая поверхность свинцовистой бронзы не поглощает попадающие на нее твердые частицы, что требует применения смазочного масла высокой степени очистки или нанесения на рабочую поверхность тонкого слоя сплава свинец-олово или свинец-индий. В результате резко возрастает стоимость материала и увеличивается загрязнение окружающей среды.
Известны материалы, у которых на стальную подложку напечен пористый слой, который пропитан фторопластовым наполнением [2]. Эти материалы имеют повышенные механическую прочность, теплопроводность и несущую способность. Для работы без смазки материалы этого типа пропитывают фторопластом с наполнителями (свинцом и дисульфидом молибдена), а для работы с минимальной смазкой - ацеталсополимером.
Недостатком этих материалов является высокий коэффициент трения, не ниже 0,13, а следовательно, и недостаточно высокая их стойкость, а также высокие трудоемкость их изготовления и стоимость, невозможность изготовления подшипников скольжения весом более 15 кг.
Известны материалы, у которых на стальную подложку напечен порошок гранул сферической оловянистой бронзы Бр 0-10 [2] с последующим уплотнением.
Недостатком этого материала является его низкая механическая и гидродинамическая прочность, так как олово резко снижает температуру спекания до 780oС, при более высокой температуре наблюдается его интенсивное испарение, а следовательно, резко снижается прочность бронзы и, как следствие, ее износостойкость. Оловянистая бронза не может быть использована для работы в тяжелонагруженных узлах. Из этого материала также невозможно изготовить подшипники скольжения весом более 15 кг.
Известны материалы, у которых на стальную подложку напечен порошок бронзографита Бр 0 Гр 8-4; Бр 0 Гр 9-3 и Бр 0 Гр 10-3 [3]. Содержание графита в этих материалах составляет 3-4 мас.%
Недостатком этих материалов является то, что содержание в них графита составляет менее 4,5 мас. %, а при таком низком содержании графита на поверхности материала не может возникать разделительная пленка, в связи с чем наблюдается повышенный износ контактных пар.
Известны антифрикционные материалы, в состав которых входит цинк. Соотношение компонентов этого материала [4] следующее, мас.%:
Цинк - 8,0
Железо - 4,5
Свинец - 3,0
Графит - 6,0
Кварц - 4,0
Дисульфид молибдена - 6,0
Медь - Остальное
Недостатками этого материала является его низкая прочность, обусловленная высоким содержанием графита, и низкая, не выше 820oС, температура спекания из-за наличия свинца. Кроме того, присутствие свинца в составе материала приводит к увеличению содержания вредных веществ в воздухе и грунте при его изготовлении и эксплуатации.
При температуре более 550oС наблюдается резкое испарение цинка, что дополнительно резко разупрочняет материал. В результате этот материал не обладает достаточной прочностью и износостойкостью.
Известны антифрикционные материалы [5], в состав которых входят следующие компоненты, мас.%:
Углерод - 1-5
Сульфиды меди - 1-10
Сплав Fe-Cr - 0,2-5,0
Медь - Остальное
Недостатками этого материала являются недостаточная смазывающая способность, высокий коэффициент трения, повышенный износ сопрягаемых поверхностей в связи содержанием в его составе карбидов хрома и невозможность изготовления из этого материала изделий весом более 5 кг.
Известен антифрикционный материал на медной основе, включающий, мас.% [6]:
Железо - 3-6
Графит - 2-5
Олово - 9-12
Медь - Остальное
В этом материале содержание графита недостаточно для того, чтобы предотвратить схватывание материалов контактирующей пары, вследствие чего имеет место повышенный износ пар трения. Кроме того, наличие олова в составе материала не позволяет увеличить температуру спекания выше 820oС, что явно недостаточно для получения материала с удовлетворительной механической прочностью. Далее, из этого материала невозможно изготовить изделия весом более 5 кг. И наконец, материал имеет высокую стоимость из-за наличия в нем дорогостоящего и дефицитного олова.
Известен антифрикционный материал на медной основе, включающий, мас.% [7]:
Графит - 15-16
Олово - 9-10
Свинец - 10-12
Медь - Остальное
Недостатком этого материала является его низкая механическая прочность из-за высокого, свыше 10 мас.%, содержания свободного графита, при котором происходит резкое разупрочнение материала, а следовательно, низкая его стойкость, невозможность применения при ударных нагрузках и в тяжелых условиях работы. Наличие в материале свинца приводит к увеличению концентрации вредных веществ в воздухе и грунте при его изготовлении и эксплуатации, а наличие дорогостоящих олова и свинца обуславливает высокую стоимость материала.
Известен антифрикционный материал на медной основе, включающей, мас.% [8]:
Железо - 9-18
Фториды кальция, селена, бария - 10-40
Медь - Остальное
Недостатком этого материала является повышенный износ пар трения из-за отсутствия графита и возможности схватывания материалов контактирующей пары, а также изготовления изделий из этого материала весом более 5 кг.
Наиболее близкое решение представлено в патенте Российской Федерации 2049687, МПК B 60 L 5/08, H 01 R 41/00, опубл. 10.12.1995. Данный патент описывает антифрикционный материал и способ получения антифрикционного материала в виде спеченных порошков фосфора, железа, графита и меди с локализованными включениями гранул, содержащих медь и графит, при следующем соотношении компонентов, мас.% [9]:
Фосфор - 0,48-1,20
Железо - 9,6-12,0
Цинк - 2,4-16,0
Графит - 10,5-25,0
Медь - Остальное
При этом 10-21 мас.% графита и 9,0-15,0 мас.% меди входят в материал в виде гранул размером 0,4-2,0 мм.
Данный способ включает получение гранул путем гранулирования первой смеси порошков, содержащей порошки графита и меди, смешивание гранул со второй смесью порошков, содержащей порошки фосфора, железа, цинка, графита и меди, формование и спекание полученной шихты.
Недостатком описанного материала и способа его получения является низкая механическая прочность получаемого антифрикционного материала, так как входящий в состав этого материала цинк не позволяет поднять температуру спекания выше 820oС из-за интенсивного испарения цинка, а для получения материала на медной основе с высокими механическими свойствами, содержащего 9,6-12,0 мас.% железа, температура спекания не должна быть ниже 1000oС.
Наиболее близкая конструкция элемента узла трения, включающего несущий элемент с напеченным слоем антифрикционного материала, содержащим олово, свинец, ПР-Н65Х25С3Р3, медь и дисульфид молибдена, описана в заявке Российской Федерации 94038081, МПК С 22 С 9/08, С 22 С 9/02 опубл. 27.02.1997.
Система Cr-Ni-Cu является системой с ограниченной растворимостью [16], дифузионные процессы в которой протекают при температуре выше 1083oС, выше температуры спекания меди, а входящие в его состав олово и свинец не позволяют поднять температуру спекания выше 860oС из-за интенсивного испарения олова и свинца, вследствие чего происходит резкое разупрочнение материала. Кроме того, при температуре выше 800oС происходит коксование содержащегося в свободном состоянии дисульфида молибдена, вследствие чего его свойства как твердой смазки резко снижаются.
Следовательно, недостатком этого элемента узла трения является низкая механическая прочность антифрикционного материала, повышенный износ сопрягаемых поверхностей, а наличие олова и свинца резко увеличивает стоимость изделия и делает его экологически небезопасным.
В основу изобретения поставлена задача создать антифрикционный материал в виде спеченных порошков фосфора, железа, графита и меди с локализованными включениями гранул, содержащих медь и графит, путем подбора соотношения вышеперечисленных компонентов в материале и дополнительного добавления дисульфида молибдена, что позволяет получить антифрикционный материал, который обладает высокой механической прочностью, износостойкостью, низким коэффициентом трения и обеспечивает образование на поверхности материала разделительных пленок, предотвращающих износ контактирующей пары.
Другой задачей изобретения является создание способа получения антифрикционного материала с такими характеристиками.
Еще одной задачей изобретения является создание элемента узла трения, включающего несущий элемент с напеченным слоем такого антифрикционного материала.
Поставленная задача решается тем, что в антифрикционном материале в виде спеченных порошков фосфора, железа, графита и меди с локализованными включениями гранул, содержащих медь и графит, содержание компонентов составляет, мас.%:
Фосфор - 0,33-1,35
Железо - 11,08-30,3
Графит - 0,16-5,16
Гранулы - 2,0 -24,0
Медь - Остальное
при этом гранулы имеют размер 0,4-1,6 мм и дополнительно содержат дисульфид молибдена при следующем содержании компонентов в теле гранул, мас.%:
Дисульфид молибдена - 0,01-23,0
Медь - 14,0-37,0
Графит - Остальное
Другая задача решается тем, что в известном способе получения антифрикционного материала, включающем получение гранул путем гранулирования первой смеси порошков, содержащей порошки графита и меди, смешивание гранул со второй смесью порошков, содержащей порошки фосфора, железа, графита и меди, формование и спекание полученной шихты, первую смесь порошков, которая дополнительно содержит порошок дисульфида молибдена при следующем соотношении компонентов, мас.%:
Порошок дисульфида - 0,01-23,0
Порошок меди - 14,0-37,0
Порошок графита - Остальное
гранулируют с получением гранул размером 0,4-1,6 мм, гранулы смешивают со второй смесью порошков, содержащей, мас.%:
Фосфор - 0,43-1,38
Железо - 14,58-30,92
Графит - 0,21-5,26
Медь - Остальное
при соотношении компонентов, мас.%:
Гранулы - 2,0-24,0
Вторая смесь порошков - Остальное
и полученную шихту формуют и спекают.
Предпочтительно первую смесь порошков гранулируют путем пропускания между калиброванными валками прокатного стана.
Причем шихту формуют путем прокатывания дозированными порциями между валками прокатного стана.
Наиболее предпочтительно шихту спекают в проходной печи при температуре 900-1070oС в среде защитного газа.
Еще одна задача решается тем, что в элементе узла трения, включающем несущий элемент с напеченным слоем антифрикционного материала, содержащим дисульфид молибдена и медь, антифрикционный материал в виде спеченных порошков фосфора, железа, графита и меди имеет локализованные включения гранул, при следующем содержании компонентов в материале, мас.%:
Фосфор - 0,33-1,35
Железо - 11,08-30,30
Графит - 0,16-5,16
Гранулы - 2,0-24,0
Медь - Остальное
при этом гранулы имеют размер 0,4-1,6 мм, при следующем содержании компонентов в теле гранул, маc.%:
Дисульфид молибдена - 0,01-23,0
Медь - 14,0-37,0
Графит - Остальное
Предпочтительно несущий элемент выполнен из низкоуглеродистой стали и имеет толщину 1-250 мм.
Наиболее предпочтительно толщина слоя антифрикционного материала составляет 0,7-15 мм.
Применение меди в качестве основы антифрикционного материала обусловлено ее высокой теплопроводностью, хорошими антифрикционными свойствами и высокой коррозионной стойкостью.
Содержание железа в материале в пределах 11,08-30,3 мас.% обеспечивает получение прочного стального каркаса.
Фосфор введен в материал для повышения несущей способности меди.
Графит выполняет роль твердой смазки.
Введение гранул в материал позволяет увеличить количество графита в материале без существенного разупрочнения антифрикционного материала.
Дисульфид молибдена значительно снижает коэффициент трения, а его содержание в гранулах в количестве от 0,01 до 23,0 мас.% увеличивает их прочность.
Медь добавлена в гранулы для улучшения условий формования гранул и обеспечения диффузионных связей материала и гранул.
Более подробно влияние компонентов на свойства антифрикционного материала будет описано ниже со ссылками на графические материалы.
Использование несущего элемента в элементе узла трения позволяет изготавливать изделия весом от 0,5-3000 кг и более.
Перечень графических материалов.
На фиг. 1 представлен график зависимости твердости и электропроводности материала от содержания свободного графита.
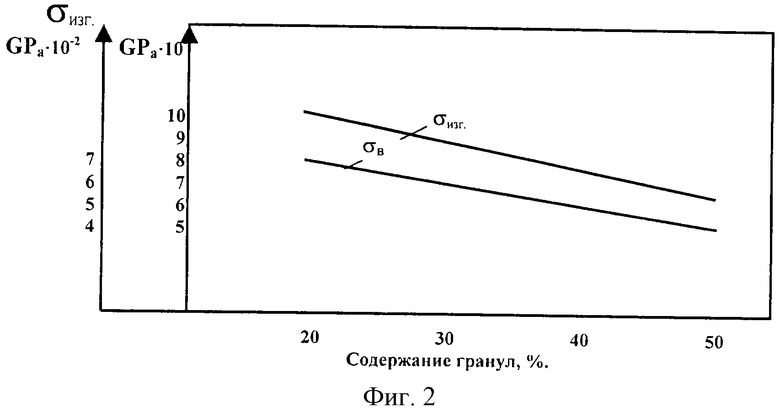
На фиг.2 представлен график зависимости прочносных характеристик от содержания свободного графита в материале.
На фиг.3 представлен график зависимости твердости и прочности материала от содержания графита.
На фиг.4 показан пример элемента узла трения в виде вкладыша подшипника.
Таблица показывает зависимость коэффициента трения и интенсивности износа от нагрузки для различных антифрикционных материалов.
Выбор компонентов антифрикционного материала и их соотношение обусловлены следующими свойствами компонентов.
Применение меди в качестве основы антифрикционного материала обусловлено высокой теплопроводностью, обеспечивающей интенсивный отвод тепла из зоны трения-скольжения, высокими антифрикционными свойствами, коррозионной стойкостью в результате образования защитной пленки окислов, умеренной склонностью к схватыванию, хорошей пластичностью и невысокой твердостью, обеспечивающими быструю прирабатываемость. Кроме того, порошки меди обладают хорошей прессуемостью, спекаемостью и относительно высокой температурой плавления.
Экспериментально установлено, что увеличение содержания железа в материале по сравнению с прототипом до 14,58-30,92 мас.% обеспечивает получение прочного стального каркаса, который обуславливает увеличение прочности, твердости и износостойкости материала более чем в два раза.
Содержание железа менее 14,58 мас.% недостаточно для получения прочного стального каркаса, хорошо работающего на истирание, а при содержании железа свыше 30,92 мас. % возникает электрохимическая коррозия материала из-за разности электрических потенциалов меди и железа.
Фосфор введен в материал для повышения несущей способности меди. Повышение механических свойств при легировании фосфором от 0,33 до 0,9 мас.% связано с активирующим влиянием медно-фосфористой эвтектики, которая образуется при температуре свыше 707oС и существенно интенсифицирует процесс усадки при спекании [10]. Увеличение содержания фосфора с 0,9 мас.% до 1,35 мас. % приводит к повышению содержанию фосфида меди (Сu3Р) в фосфидной эвтектике, микротвердость которого значительно выше микротвердости меди [11].
Кроме того, фосфор повышает механические свойства стального каркаса материала легированием твердого раствора α-железа и гетерогенизацией железной составляющей в связи с растворением фосфора в α-железе. Совместное растворение меди и фосфора в феррите очень сильно упрочняет феррит. Медь упрочняет феррит в 40 раз, а фосфор в 290 раз [12]. Следовательно, введение фосфора увеличивает твердость, стабилизирует усадку, одновременно придавая материалу высокие механические свойства [10, 13] , повышает коррозионную стойкость материала [10] . Кроме того, легирование материала фосфором сильно повышает скорость диффузионных процессов, происходящих в α-фазе [10].
При содержании фосфора менее 0,33 мас.% проявляется упрочнение меди по растворному механизму без значительного образования жидкой фазы, т.е. не происходит интенсификация прироста плотности при спекании и не наблюдается значительного повышения прочносных характеристик. При содержании фосфора более 1,35 мас. % происходит увеличение содержания хрупких фаз по границам зерен железа стального каркаса материала, что понижает его механические свойства (прочность и пластичность уменьшаются).
Графит является легирующим элементом, который не взаимодействует с медью и выполняет роль твердой смазки [14]. В процессе эксплуатации графит образует и поддерживает на поверхности контртела разделительную пленку [14]. Пленка постоянно восстанавливается при механических повреждениях в отдельных участках поверхности трения [15]. Графит снижает коэффициент трения, способствует его стабилизации за счет разделительной пленки, образующейся на поверхности контактирующих пар, снижает износ поверхности трения. Кроме того, графит совместно с фосфором обеспечивает получение перлитно-ферритной структуры стального каркаса, упрочненного фосфором и медью с преобладанием в структуре упрочненного перлита. Перлитно-ферритные зерна окаймлены медно-фосфористыми прослойками, что обеспечивает образование вторичных структур при истирании, а следовательно, обеспечивает резкое повышение износостойкости материала.
В зависимости от условий эксплуатации материала содержание графита во второй смеси порошков может колебаться от 0,21 до 5,26 мас.% [14]. Содержание графита во второй смеси порошков менее 0,21 мас.% вызывает в процессе эксплуатации локальное схватывание материала и контртела [14], а содержание графита в свободном состоянии более 6 мас.% резко разупрочняет материал (см. фиг. 3) [15]. В то же время создание материалов с содержанием графита более 10 мас. % благоприятствует образованию на поверхности материала разделительной пленки, предохраняющей износ контактирующей пары. Поэтому предлагается твердую смазку (графит) вводить во вторую смесь порошков в составе гранул размером 0,4-1,6 мм, получаемых непрерывной прокаткой в профилированных валках прокатного стана. Зависимость прочносных характеристик от содержания гранул в материале показано на фиг.1-2. С увеличением содержания гранул в материале электрическое сопротивление увеличивается (см. фиг.1).
Гранулы могут иметь любую форму, но их размер в любом направлении должен быть не менее 0,4 мм. При меньших размерах гранулы будут занимать большую площадь и объем, что уменьшает несущую способность материала и его износостойкость (см. фиг.2).
Гранулы размером более 1,6 мм, имеющие относительно низкую плотность, являются концентраторами напряжений, которые снижают механические характеристики, особенно ударную вязкость (см. фиг.2).
Дисульфид молибдена является легирующим элементом, который значительно снижает коэффициент трения и способствует его стабилизации за счет увеличения прочности разделительных пленок в несколько раз, резко снижает износ поверхностей трения.
Экспериментально установлено, что введение в гранулы дисульфида молибдена в количестве от 0,01 до 23,0 мас.% увеличивает прочность гранул более чем в два раза и увеличивает прочность разделительных пленок, образующихся на поверхности контактирующих пар, в несколько раз. Для материалов, которые должны иметь высокую электропроводность, содержание дисульфида молибдена в гранулах должно быть минимальным, так как с увеличением его концентрации происходит увеличение удельного сопротивления материала.
Общее содержание графита в пределах 10,5-25,0 мас.% обеспечивают путем введения во вторую смесь порошков от 0,21 до 5,26 мас.% графита в свободном состоянии и локализации в составе гранул в количестве 0,8-20,64 мас.%. Общее содержание графита менее 10,5 мас.% не обеспечивает создание разделительных пленок, а введение графита в количестве более 20,64 мас.% резко снижает механические свойства материала.
Медь добавлена в гранулы для улучшения формуемости гранул и обеспечения диффузионных связей материала и гранул, реализуемых в процессе спекания.
В связи с тем, что дисульфид молибдена содержится в гранулах вместе с медью и графитом, разложения дисульфида молибдена на молибден и серу не происходит. Оптимальное содержание графита, дисульфида молибдена и меди в гранулах определено экспериментально и составляет соответственно (40,0-86,0), (0,01-23,0) и (14,0-37,0) мас.%.
Содержание меди в гранулах более 37 мас.% требует соответствующего уменьшения содержания графита и дисульфида молибдена, что не обеспечивает получение прочных разделительных пленок на поверхностях трущейся пары.
Содержание меди в гранулах менее 14 мас.% не обеспечивает удовлетворительной формуемости гранул, которые получаются рыхлыми, слабо закрепленными в материале и не обеспечивают создание прочных разделительных пленок на поверхностях трущейся пары.
Экспериментально установлено, что соотношение графита, дисульфида молибдена и меди соответственно 63, 0,01 и 37 мас.%, или 63, 23 и 14 мас.% является верхним пределом содержания графита для формирования гранул без разрушения.
В таблице приведены значения коэффициента трения и интенсивности износа для различных антифрикционных материалов.
Антифрикционный материал согласно изобретению получают следующим образом. Смесь порошков дисульфида молибдена, меди и графита при следующем соотношении компонентов, мас.%:
Порошок дисульфида молибдена - 0,01-23,0
Порошок меди - 14,0-37,0
Порошок графита - Остальное
пропускают между калиброванными валками прокатного стана для получения гранул размером 0,4-1,6 мм. Гранулы смешивают со второй смесью порошков, содержащей, мас.%:
Фосфор - 0,43-1,38
Железо - 14,58-30,92
Графит - 0,21-5,26
Медь - Остальное
при соотношении компонентов, мас.%:
Гранулы - 2,0-24,0
Вторая смесь порошков - Остальное
полученную шихту формуют и спекают при температуре 900-1070oС в проходной печи в среде защитного газа.
Для получения элемента узла трения полученную шихту насыпают через дозатор на подготовленную по специальной технологии поверхность стального листа из низкоуглеродистой стали нужной формы, прессуют и затем спекают при температуре 900-1070oС в проходной печи в среде защитного газа. На фиг.4 показан пример элемента узла трения в виде вкладыша, который содержит несущий элемент 1 и слой антифрикционного материала 2. Несущий элемент 1 выполнен из низкоуглеродистой стали и имеет толщину 1-250 мм.
Антифрикционный материал 2 имеет описанный выше состав, а толщина его слоя составляет 0,7-15 мм.
Таким образом, антифрикционный материал РОМАНИТ может быть использован для изготовления элементов узлов трения, которые могут быть выполнены как плоскими (направляющие, накладки, пластины, вкладыши и прижимные планки), так и круглыми (подшипники, втулки, вкладыши скольжения и т.п.).
Источники информации
1. Виноградов Г.А., Семенов Ю.Н., Катрус О.А., Каташинский В.П. Прокатка металлических порошков. М.: Металлургия, 1969, с. 382.
2. Федорченко И.М. Пугана Л.И. Композиционные спеченные антифрикционные материалы. - Киев: Наукова думка, 1980, с. 282-297.
3. Козлов В. Ф. и др. Структура и свойства спеченного антифрикционного материала бронзографит. - Порошковая металлургия, 1981, 6, с. 48-53.
4. Патент ГДР 96038, опубл. 05.03.73.
5. Патент Японии 5306, опубл. 23.04.64.
6. ОНО Тамоцу "Дэнреку то Тецудо, Элек, Лайт энд Фесайл Рэилвэйс", 1975, 25, 10, с. 32-36.
7. Авторское свидетельство СССР 254093, 1969.
8. Патент Японии 18-17684, 1972.
9. Патент России 2049687, "Материалы токосъемного элемента", 1995.
10. Сборник. Порошковые конструкционные материалы. Киев, Изд. АН УССР, 1980 г., с. 41.
11. Джонс В. Д. Основы порошковой металлургии // Свойства и применение порошковых материалов. - М.: Мир. -1965, - с. 271-273.
12. Гольдштейн М.И., Грачев С.В., Векслер Ю.Г. Специальные стали. - М.: Металлургия. - 1985, с. 27-28, 45-49.
13. Анциферов В. П., Акименко В.В. Спеченные легированные стали. - М.: Металлургия. - 1983. - с. 86.
14. Биссон Э.Э., Джонсон Р.Л., Андерсон В.Дж. Применение твердых смазок, в частности графита, при температурах до 540oС. - Международная конференция по смазке и износу машин, Лондон, 1957, - М.: Машгиз, 1962, с. 305-314/7.
15. Биссон Э. Э. , Джонсон Р. Л., Свикерт М.А. Влияние поверхностных твердых пленок на трение, износ и повреждение поверхностей металлов: - Международная конференция по смазке и износу машин, Лондон, 1957. - М.: Машгиз, 1962, с. 335-370.
16. Анциферов В. Н. , Бобров Г.В. и др. Порошковая металлургия и напыленные покрытия. - М.: Металлургия, 1987, с. 282.
| название | год | авторы | номер документа |
|---|---|---|---|
| АНТИФРИКЦИОННЫЙ МАТЕРИАЛ РОМАНИТ-Н, СПОСОБ ЕГО ПОЛУЧЕНИЯ И ЭЛЕМЕНТ УЗЛА ТРЕНИЯ | 2002 |
|
RU2224920C2 |
| АНТИФРИКЦИОННЫЙ МАТЕРИАЛ РОМАНИТ-С, СПОСОБ ЕГО ПОЛУЧЕНИЯ И ЭЛЕМЕНТ УЗЛА ТРЕНИЯ | 2002 |
|
RU2230239C2 |
| АНТИФРИКЦИОННЫЙ МАТЕРИАЛ РОМАНИТ-УВл, СПОСОБ ЕГО ПОЛУЧЕНИЯ И ЭЛЕМЕНТ УЗЛА ТРЕНИЯ | 2004 |
|
RU2336444C2 |
| АНТИФРИКЦИОННЫЙ МАТЕРИАЛ РОМАНИТ-СТ, СПОСОБ ЕГО ПОЛУЧЕНИЯ И ЭЛЕМЕНТ ТРЕНИЯ | 2004 |
|
RU2336443C2 |
| ФРИКЦИОННЫЙ КОМПОЗИЦИОННЫЙ МАТЕРИАЛ РОМАНИТ-ФУВЛХЧ И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 2016 |
|
RU2665651C2 |
| Спеченный материал токосъемного элемента РОМАНИТ-УВЛШ, способ его получения и токосъемный элемент | 2016 |
|
RU2657148C2 |
| СПОСОБ ПОЛУЧЕНИЯ ГРАНУЛ ДЛЯ ПРОИЗВОДСТВА АНТИФРИКЦИОННОГО МАТЕРИАЛА | 2003 |
|
RU2320537C2 |
| МАТЕРИАЛ ТОКОСЪЕМНОГО ЭЛЕМЕНТА | 1992 |
|
RU2049687C1 |
| АНТИФРИКЦИОННЫЙ КОМПОЗИЦИОННЫЙ МАТЕРИАЛ НА ОСНОВЕ ПОРОШКОВОЙ МЕДИ | 2014 |
|
RU2576740C1 |
| АНТИФРИКЦИОННЫЙ МАТЕРИАЛ НА ОСНОВЕ МЕДИ | 2014 |
|
RU2583976C1 |



Изобретение относится к антифрикционному материалу РОМАНИТ, способу его получения и элементу узла трения, выполненному с использованием антифрикционного материала. Материал содержит, мас. %: фосфор 0,33-1,35, железо 11,08-30,30, графит 0,16-5,16, гранулы 2,0-24,0, медь - остальное. Материал выполнен в виде спеченных порошков с локализованными включениями гранул. При этом гранулы имеют размер 0,4-1,6 мм и дополнительно содержат дисульфид молибдена. Гранулы содержат, мас. %: дисульфид молибдена 0,01-23,0, медь 14,0-37,0, графит - остальное. Материал получают гранулированием смеси порошков дисульфида молибдена, меди, графита с последующим смешением гранул с порошками фосфора, железа, меди и графита. Затем полученную шихту формуют и спекают. Описывается также элемент узла трения с напеченным слоем полученного антифрикционного материала. Технический результат - повышение механической прочности, износостойкости, снижение коэффициента трения, способность образования на поверхности материала разделительных пленок, предотвращающих износ контактирующей пары. 3 с. и 6 з.п.ф-лы, 1 табл., 4 ил.
Фосфор - 0,33-1,35
Железо - 11,08-30,30
Графит - 0,16-5,16
Гранулы - 2,0-24,0
Медь - Остальное
при этом гранулы имеют размер 0,4-1,6 мм и дополнительно содержат дисульфид молибдена при следующем содержании компонентов в теле гранул, мас. %:
Дисульфид молибдена - 0,01-23,0
Медь - 14,0-37,0
Графит - Остальное
2. Способ получения антифрикционного материала, включающий получение гранул путем гранулирования первой смеси порошков, содержащей порошки графита и меди, смешиванием гранул со второй смесью порошков, содержащей порошки фосфора, железа, графита и меди, формование и спекание полученной шихты, отличающийся тем, что первую смесь порошков, которая дополнительно содержит порошок дисульфида молибдена при следующем соотношении компонентов, мас. %:
Порошок дисульфида молибдена - 0,01-23,0
Порошок меди - 14,0-37,0
Порошок графита - Остальное
гранулируют с получением гранул размером 0,4-1,6 мм, гранулы смешивают со второй смесью порошков, содержащей, мас. %:
Фосфор - 0,43-1,38
Железо - 14,58-30,92
Графит - 0,21-5,26
Медь - Остальное
при соотношении компонентов, мас. %:
Гранулы - 2,0-24,0
Вторая смесь порошков - Остальное
и полученную шихту формуют и спекают.
Фосфор - 0,33-1,35
Железо - 11,08-30,30
Графит - 0,16-5,16
Гранулы - 2,0-24,0
Медь - Остальное
при этом гранулы имеют размер 0,4-1,6 мм при следующем содержании компонентов в теле гранул, мас. %:
Дисульфид молибдена - 0,01-23,0
Медь - 14,0-37,0
Графит - Остальное
7. Элемент узла трения по п. 6, отличающийся тем, что несущий элемент выполнен из низкоуглеродистой стали.
| МАТЕРИАЛ ТОКОСЪЕМНОГО ЭЛЕМЕНТА | 1992 |
|
RU2049687C1 |
| Спеченный антифрикционный материал на основе железа | 1980 |
|
SU952990A1 |
| RU 94038081 A1, 27.02.1997 | |||
| US 4425247 A, 10.01.1984. | |||

