Изобретение относится к уплотняющей резьбовой паре, состоящей из двух резьбовых деталей. Резьбовая пара плотно окружена промежуточной уплотняющей массой. Такая резьбовая пара применяется преимущественно там, где при прерывном аксиальном положении должен быть обеспечен постоянный угол поворота резьбовых деталей и одновременно необходимо предохраненное от поворота и уплотненное соединение.
Из уровня техники известны различные решения. В обычной резьбовой паре в соответствии с классификацией F 16 B IPC (Международная классификация изобретений) из двух привинченных друг к другу резьбовых деталей резьбовое соединение осуществляется в большинстве случаев с аксиальным упором одной из этих резьбовых деталей, в результате чего создается соединение с силовым и геометрическим замыканием в сочетании с допустимой аксиальной нагрузкой в качестве предварительного напряжения. Соединение создается, с одной стороны, путем зацепления боковых сторон резьбы с геометрическим замыканием и, с другой стороны, вследствие создаваемого в предварительно затянутых резьбовых деталях давления с силовым замыканием боковых сторон резьбы друг на друга.
Уплотняющая резьбовая пара раскрыта, например, в публикации DE-U1-29604120. В ней к полой цилиндрической части резьбовой втулки примыкает в основном полый цилиндрический приемный отрезок, причем переход имеет ступень, выполненную в виде уплотняющего элемента и служащую опорой для сопряженной детали, причем уплотнение обеспечивается благодаря упругой или пластичной деформации. В таком резьбовом соединении отсутствует возможность поворота одной из резьбовых деталей за пределы угла поворота, определяемого аксиальным упором, так как аксиальное ограничение упором создает однозначное размещение и каждый дальнейший поворот привел бы к недопустимому разбалтыванию или чрезмерной перетяжке. Аномалии положения резьбовых деталей относительно друг друга состоят, во-первых, в том, что создается препятствие свободному повороту, и, во-вторых, в том, что упор задает постоянное аксиальное положение. Подобное четкое положение резьбовых деталей относительно друг друга зачастую вызывает в серийном производстве необходимость в большом объеме работ по подгонке и регулированию ограничений упором. Это приводит к излишним расходам.
Далее известно, что применяются клиновидные соединительные или уплотняющие устройства с жесткой кинематической связью для передачи аксиальных растягивающих усилий или усилий жидкостей. Публикация DE 4439250 C1 раскрывает, например, уплотняющий элемент для труб, имеющий клиновидную закраину, которая с аксиальным кольцевым клином образует разъемное соединение с силовым замыканием и уплотнение. Такие соединения с силовым замыканием в большинстве случаев недостаточно зафиксированы в отношении к положению соединяемых деталей и разъединяются нередко с большим трудом или не разъединяются, в частности, отсутствует возможность регулировки положения.
Кроме того, известна "плавающая установка". В ней осуществляется только размещение с геометрическим замыканием резьбовых деталей таким образом, что в связи с отсутствием перетяжки резьбовые детали имеют между собой определенный зазор. Такое размещение определено вследствие положения резьбовых деталей как размещение с чисто геометрическим замыканием. В результате этого возникает необходимость предохранять это положение, например, от прокручивания. Однако такой зазор во многих областях применения неприемлем.
Для герметизации резьбовой пары известно, что виток резьбы закрывают соответствующими уплотнительными пастами. Такие уплотнительные пасты перед окончательным закручиванием вводятся в виток резьбы в большинстве случаев в жидкой или пастообразной форме и затем в большинстве случаев они отверждаются. Тем самым обеспечивается то, что данный виток резьбы не представляет собой отверстие. Одновременно достигается сохранение положения путем фиксации резьбовой пары.
Но в обычном резьбовом соединении с геометрическим и силовым замыканием невозможно уплотнение надлежащей уплотнительной пастой, так как она вследствие одностороннего затягивания резьбовой пары и соответствующего нагружения может заполнить несущие боковые поверхности без соединения между деталями резьбовой пары, прижатыми друг к другу. Следствием этого являются небольшие трещины в уплотняющей массе и сколы с боковых сторон, увеличивающиеся со временем и в результате нагрузок, а также связанная с этим неплотность резьбовой пары. По этой причине такое заполнение витков резьбы, которое достаточно действует только между свободными боковыми сторонами, применяется исключительно для фиксирования положения с помощью клеящего вещества, а уплотняющий эффект бесполезен.
Но в "плавающей установке" такое уплотнение соответствующей уплотняющей массой с успехом применимо, так как обе стороны боковых сторон витка резьбы могут в достаточной степени заполняться уплотняющей массой. Но резьбовые детали своими боковыми сторонами не прилегают непосредственно друг к другу, а мягко запрессованы в уплотняющую массу, вследствие чего достигается значительно меньшая жесткость деталей по сравнению с обычным резьбовым соединением. Это недостаточно жестко для многих случаев применения.
Задача настоящего изобретения наряду с устранением вышеуказанных недостатков заключается в том, чтобы сделать возможной как аксиально позиционируемую, так и поворотную резьбовую пару, которая образует одновременно как достаточно жесткое резьбовое соединение путем размещения боковых сторон с силовым замыканием, так и уплотняющее соединение благодаря наполнению витка резьбы с геометрическим замыканием уплотняющей массой. В частности, в работающих с рабочей жидкостью цилиндрах направляющая запорная деталь и запорная деталь основания должны быть технологически просто закреплены с цилиндрической трубой.
Задача изобретения решается приведенными в пункте 1 формулы изобретения признаками. Предпочтительные варианты выполнения указаны в зависимых пунктах формулы изобретения.
Сущность изобретения заключается в том, что по меньшей мере одна резьбовая деталь резьбовой пары по аксиальной длине резьбы состоит из цилиндрического и нецилиндрического, предпочтительно конического, участков с боковыми сторонами с одинаковым шагом, причем в резьбовом соединении с сопряженной резьбовой деталью на аксиальном продольном участке нецилиндрического участка с боковыми сторонами создается радиальное напряжение смещения между боковыми сторонами. Тем самым трением сцепления обеспечивается фиксация соединения по боковым поверхностям. Вследствие прямого бокового давления создается повышенная жесткость соединения по сравнению с "плавающей установкой".
В аксиально свободном от внутренних напряжений резьбовом соединении продольного участка резьбовой пары происходит лишь линейное касание противолежащих боковых сторон всего витка резьбы, а именно в точке максимальной радиальной разности относительно корпуса сопряженной резьбовой детали. Вследствие такого радиального напряжения смещения противолежащие концы боковых сторон устанавливаются симметрично друг другу в аксиально свободном от внутренних напряжений резьбовом соединении по всей длине резьбы, в противном случае, по меньшей мере, в пределах линейного касания. Связанная с каждым аксиальным положением радиальная разность корпусов сопряженных резьбовых деталей является непосредственным размером зазора между боковыми сторонами профиля резьбы, полученного из формы боковых сторон и их шага. В частности, данный зазор между боковыми сторонами профиля резьбы без линейного касания больше нуля и концы боковых сторон установлены симметрично друг другу. Это позволяет укладку обеих боковых сторон в уплотняющую массу. Тем самым выполнено условие для хорошего уплотнения.
Радиальная разность и тем самым радиальное предварительное напряжение зависят от положения резьбовых деталей относительно друг друга и геометрии отдельных корпусов. Следовательно, при заданном аксиальном диапазоне регулировки резьбовой пары и допустимом радиальном интервале напряжения смещения в качестве краевого условия имеется некоторое количество соответствующих нецилиндрических участков на выбор. Предпочтительно применять конусные участки. В соответствии с геометрией боковых сторон и участков, а также допустимым радиальным интервалом напряжения смещения тем самым всегда обеспечивается регулируемость относительного положения обеих резьбовых деталей. Относительно поворота оно всегда постоянное и при заданном угле поворота относительно аксиального положения задается прерывно в зависимости от шага резьбы. Посредством комбинации с подобной второй резьбовой парой с противоположным направлением вращения можно постоянно регулировать как поворот, так и аксиальное положение.
Преимущества изобретения:
- технологически простое изготовление таких резьбовых пар,
- обеспечение герметичности при одновременной регулируемости,
- повышенная жесткость по сравнению с "плавающей установкой".
Изобретение поясняется подробнее на примере выполнения с помощью чертежей:
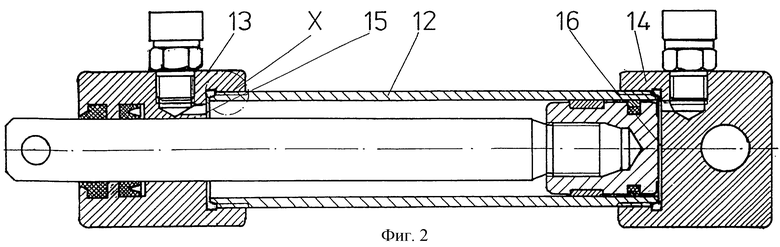
Фиг.1 - принцип резьбовой пары и деталь Х на фиг.2;
Фиг.2 - пример применения в рабочем цилиндре для жидких сред.
В соответствии с фиг.1 описывается принцип уплотняющей резьбовой пары для передачи аксиальных усилий. Две сопряженные резьбовые детали 1 и 2 соединены между собой с помощью резьбы с одинаковым шагом 3 с силовым и геометрическим замыканием. Виток 5 резьбы между боковыми сторонами 4 заполнен при этом уплотняющей массой 6 или отверждаемым пастообразным или лакообразным синтетическим материалом. В варианте выполнения в соответствии с изобретением по меньшей мере одна резьбовая деталь 1 резьбовой пары относительно аксиальной длины 7 резьбы состоит из цилиндрического участка 8 с боковыми сторонами и нецилиндрического участка 9 с боковыми сторонами. При резьбовом соединении с сопряженной резьбовой деталью 2 на аксиальном продольном участке нецилиндрического участка 9 с боковыми сторонами в точке максимальной радиальной разности относительно корпуса сопряженной резьбовой детали 2 с боковыми сторонами производится линейное касание противоположных боковых сторон 4 с радиальным напряжением смещения между боковыми сторонами 4 профиля резьбы. Это предварительное радиальное напряжение обеспечивает, с одной стороны, фиксацию резьбовых деталей 1, 2 по боковым сторонам 4 и, с другой стороны, позволяет постоянный поворот резьбовых деталей 1, 2 на свободном от упора аксиальном установочном участке 10. Одновременно это радиальное напряжение смещения обеспечивает в витке 5 резьбы свободное взаимное расположение имеющихся на соответствующих цилиндрических участках 8 боковых сторон 4 с зазором 11 между боковыми сторонами профиля резьбы. Благодаря зазору 11 между боковыми сторонами профиля резьбы обеспечивается полное запрессовывание обеих частей боковых сторон 4 в уплотняющей массе 6 и тем самым дополнительное уплотнение.
В соответствии с фиг.2 и деталью Х согласно фиг.1 такая резьбовая пара может предпочтительно применяться в рабочем цилиндре для жидких рабочих сред. Резьбовая деталь 1 цилиндрической трубы 12 рабочего цилиндра состоит по своей аксиальной длине 7 резьбы из цилиндрического участка 8 с боковыми сторонами и нецилиндрического участка 9 с боковыми сторонами, предпочтительно конического участка. Цилиндрическая труба 12 предпочтительно на обоих концах снабжена такой резьбовой парой. Оба типа резьбы резьбовой детали 1 в варианте выполнения в качестве цилиндрической трубы 12 имеют одинаковый шаг 3 и соединяются с сопряженной резьбовой деталью 2 в варианте выполнения в виде направляющей запорной детали 13 и запорной детали 14 основания рабочего цилиндра. В резьбовом соединении возникает радиальное напряжение смещения между цилиндрической трубой 12 и направляющей запорной деталью 13 или запорной деталью 14 основания рабочего цилиндра. Вследствие данного радиального напряжения смещения начинает действовать вращающий момент сцепления, который обеспечивает фиксацию положения резьбового соединения и одновременно создает свободный виток 5 резьбы. В это свободное пространство вводится уплотняющая масса 6, которая обеспечивает таким образом хорошее уплотнение от жидкой рабочей среды. Соединение цилиндрической трубы 12 с направляющей запорной деталью 13 и запорной деталью 14 основания рабочего цилиндра позволяет производить регулировку по обеим сторонам цилиндрической трубы 12, когда принимаются меры, чтобы цилиндрическая труба 12 не ввинчивалась до направляющего концевого упора 15 и концевого упора 16 основания. При резьбовом соединении торцовые поверхности цилиндрической трубы 12 удерживаются на расстоянии свободного от упора аксиального установочного участка 10 от направляющего концевого участка 15 и концевого участка 16 основания, который равен предпочтительно половине шага 3.
Резьба выполняется для применения
- в качестве рабочего пневмоцилиндра в диапазоне давлений 0,2-2 МПа,
- в качестве рабочего гидроцилиндра в диапазоне давлений 2-100 МПа
предпочтительно в пределах следующих параметров: угол при вершине конуса 1:8-1:18, шаг 0,5-5 мм.
Две установленные на цилиндрической трубе уплотняющие резьбовые пары с одинаковым направлением вращения позволяют постоянную/прерывную регулировку аксиального положения направляющего концевого упора 15 относительно концевого упора 16 основания, благодаря чему задается требуемая точная установка хода и, с другой стороны, прерывная/постоянная регулировка угла поворота направляющей детали 13 относительно запорной детали 14 основания рабочего цилиндра и наоборот. Обе регулировки по величине имеющегося свободного от упора аксиального участка 10 регулирования ограничены допустимым интервалом радиального напряжения смещения. При соблюдении этого краевого условия обеспечивается возможность регулировки относительного положения соединенных резьбой деталей, точность которой зависит от выбора шага 3 резьбы и его герметичности, определяемого при выборе соответствующей уплотняющей массы 6, зазора 11 между боковыми сторонами профиля резьбы между боковыми сторонами 4 внутри цилиндрической пары боковых сторон. Уплотняющая резьбовая пара на концах цилиндрической трубы 12 может быть выполнена в виде правой резьбы, левой резьбы или, для более точной регулировки положения направляющей детали 13 относительно запорной детали 14 основания рабочего цилиндра, на одной стороне с левой резьбой, на другой стороне с правой резьбой, так что возможна постоянная поперечная подача для осевой регулировки и/или поворот.
Изобретение относится к уплотняющей резьбовой паре, состоящей из двух резьбовых деталей. Уплотняющая резьбовая пара для передачи аксиальных усилий имеет две сопряженные резьбовые детали, витки резьбы наполнены уплотняющей массой. По меньшей мере одна резьбовая деталь по своей аксиальной длине резьбы состоит из цилиндрического резьбового участка и нецилиндрического резьбового участка, а при соединении резьбовой детали с сопряженной резьбовой деталью на аксиальном продольном участке нецилиндрического резьбового участка в точке наибольшего диаметра нецилиндрического резьбового участка резьбовой детали производится линейное касание противоположных боковых сторон профиля резьбы нецилиндрического резьбового участка резьбовой детали и резьбового участка сопряженной резьбовой детали с радиальным напряжением смещения между боковыми сторонами профиля резьбы. Этим радиальным напряжением смещения обеспечена как фиксация деталей по боковым сторонам профиля резьбы, при этом в витках резьбы имеющиеся на цилиндрическом резьбовом участке резьбовой детали и цилиндрической резьбы сопряженной резьбовой детали боковые стороны профиля резьбы расположены между собой свободно, с зазором, так и возможен постоянный поворот резьбовых деталей по аксиальному установочному участку до концевого упора направляющей запорной детали или до концевого упора основания запорной детали основания. Благодаря зазору между боковыми сторонами профиля резьбы обе стороны запрессованы в уплотняющую массу. В результате сделалось возможным создать как аксиально позиционируемую, так и поворотную резьбовую пару, которая образует достаточно жесткое резьбовое соединение. 3 з.п.ф-лы, 2 ил.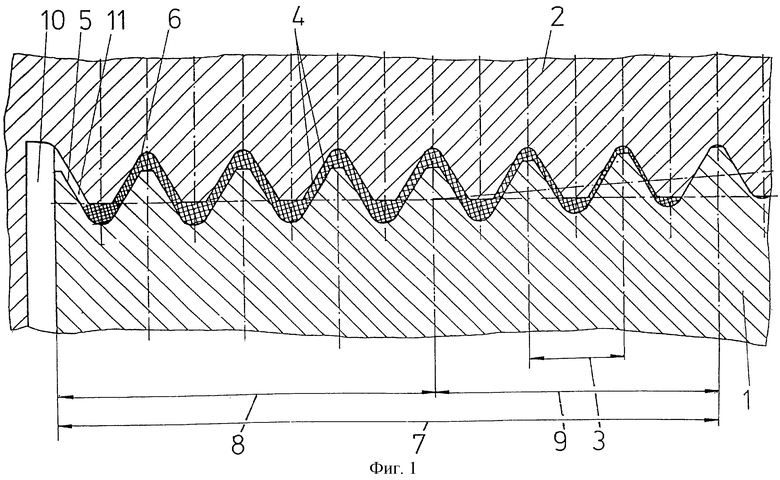
| DE 19854591 С1, 31.08.2000 | |||
| Захватное устройство (его варианты) | 1984 |
|
SU1224136A1 |
| Средство для предохранения от самоотвинчивания | 1990 |
|
SU1739093A1 |
| Резьбовое соединение труб | 1986 |
|
SU1404742A1 |
