Изобретение относится к области металлургии, в частности к машинам непрерывного литья заготовок.
Известно устройство для направления и вторичного охлаждения слитка на машине непрерывного литья заготовок (МНЛЗ), содержащее опорный корпус с разъемами между стенками, на которых закреплены на подушках направляющие ролики, образующие участок прохождения слитка, и коллекторы вторичного охлаждения граней слитка по нескольким зонам в направлении его движения от кристаллизатора МНЛЗ (см., например, "Beam blanks, blooms and billets on one caster". Paul Wurth technology from Luxemburg, рекламный проспект, 1996).
Недостатком известной конструкции является неудовлетворительная точность направления слитка, обусловленная термическими деформациями опорного корпуса, и искажения положения подушек роликов и самих роликов относительно теоретической технологической оси. Указанные деформации обусловлены неравноценным по длине и ширине охлаждением различных роликов, их подушек и элементов конструкции корпуса.
Кроме того, конструктивное выполнение коллекторов вторичного охлаждения затрудняет их ревизию и обслуживание, что вызывает нарушение режимов охлаждения по длине слитка и его граням, увеличивает габариты секции, усложняет монтажные работы на МНЛЗ.
Желаемым техническим результатом заявленного устройства является повышение качества вытягиваемой заготовки за счет увеличения точности направления слитка, повышение срока службы устройства за счет исключения деформации секции, уменьшение ее габаритов и повышение ремонтопригодности.
Это достигается тем, что в известном устройстве для направления и вторичного охлаждения слитка машины непрерывного литья заготовок, содержащем опорный корпус с разъемами между стенками, на которых закреплены на подушках направляющие ролики, образующие участок прохождения слитка, и коллекторы вторичного охлаждения слитка по зонам в направлении его вытягивания из кристаллизатора, по изобретению в каждой из стенок корпуса выполнены продольные и поперечные относительно длины секции вторичного охлаждения каналы, поперечные каналы посредством уплотнений соединены в разъемах между стенками с образованием кольцевых коллекторных полостей, охватывающих участок прохождения слитка по зонам вторичного охлаждения, при этом часть кольцевых коллекторных полостей, равная количеству упомянутых зон, соединена с коллекторами вторичного охлаждения слитка, а остальная часть соединена с продольными каналами, по длине которых и перпендикулярно им выполнены последовательно отводы к каждой подушке направляющих роликов.
Изложенная сущность предлагаемого изобретения ниже поясняется детально со ссылкой на прилагаемые чертежи, на которых показано следующее.
Фиг.1. Общий вид заявляемой секции.
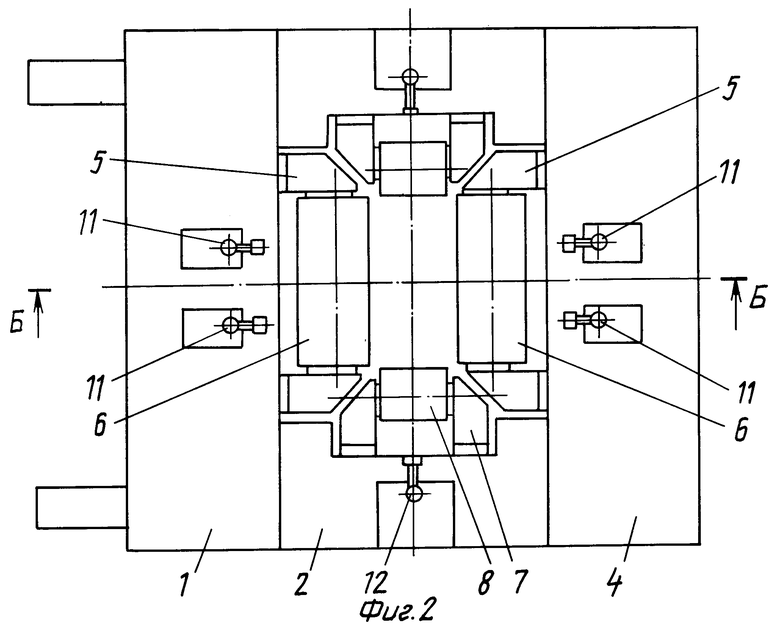
Фиг.2. Вид в плане на секцию.
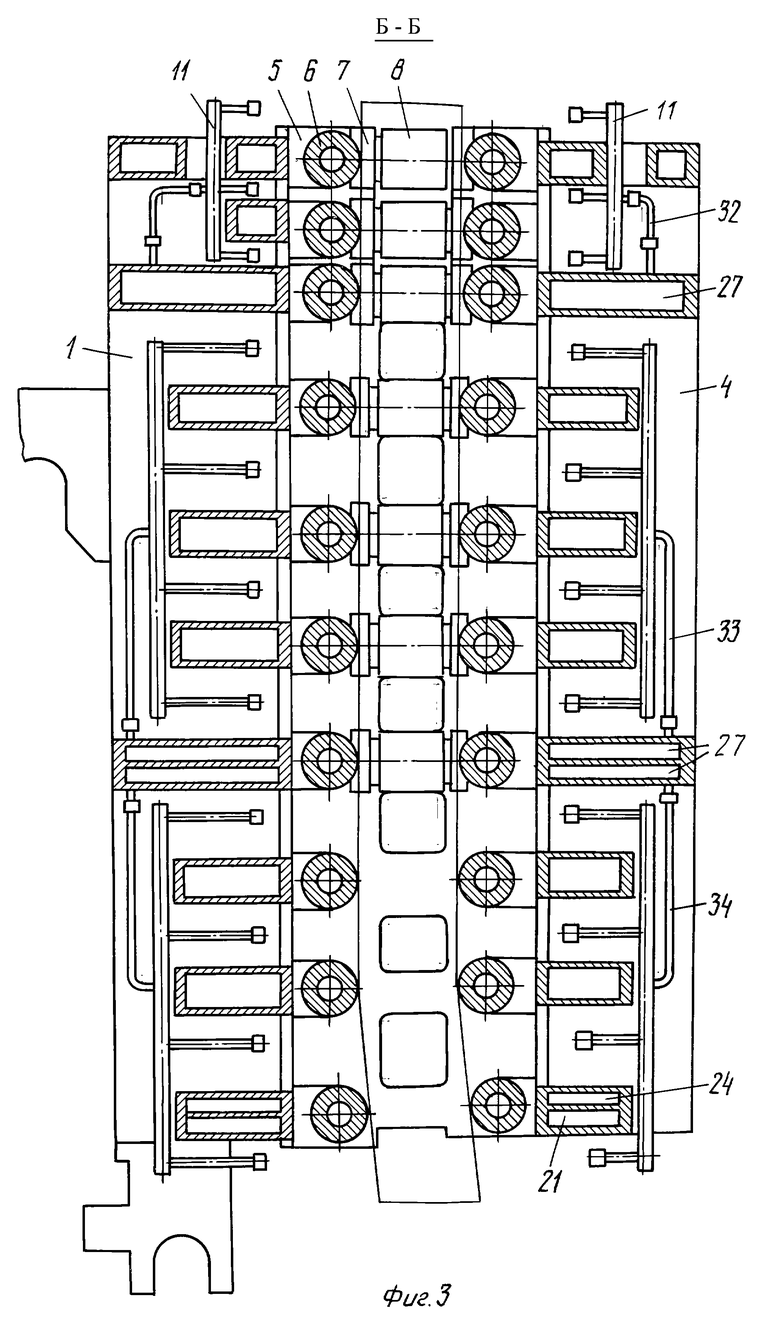
Фиг.3. Продольный разрез по секции (разрез по Б-Б).
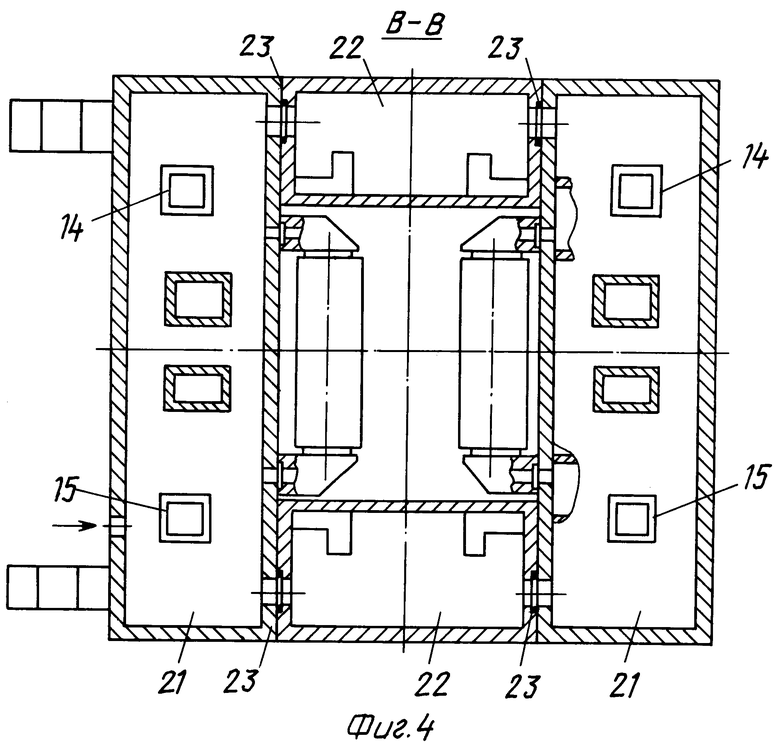
Фиг. 4. Поперечный разрез по нагнетательной коллекторной полости системы охлаждения конструкции (разрез по В-В).
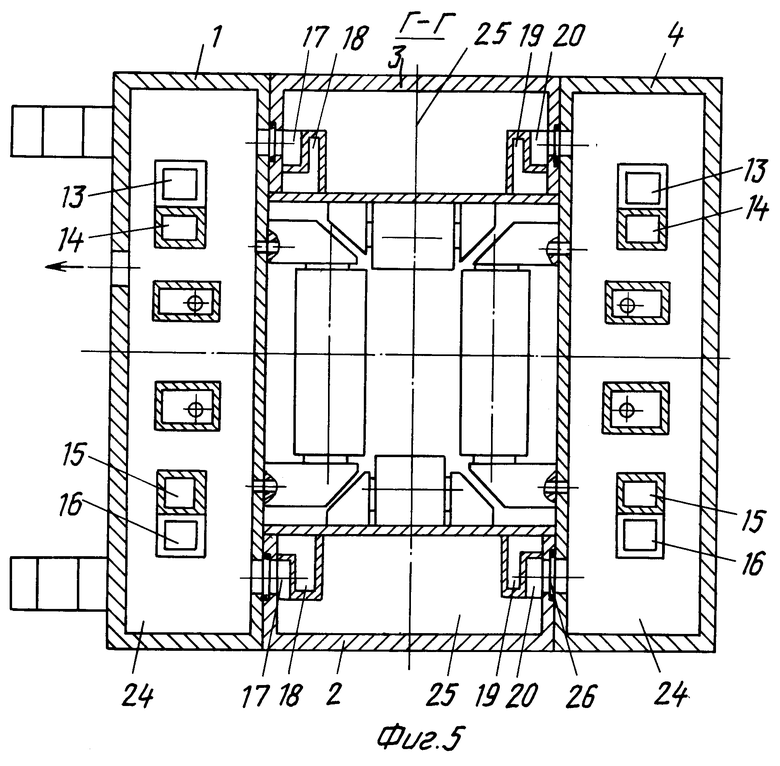
Фиг. 5. Поперечный разрез по сливной коллекторной полости системы охлаждения конструкции секции (разрез по Г-Г).
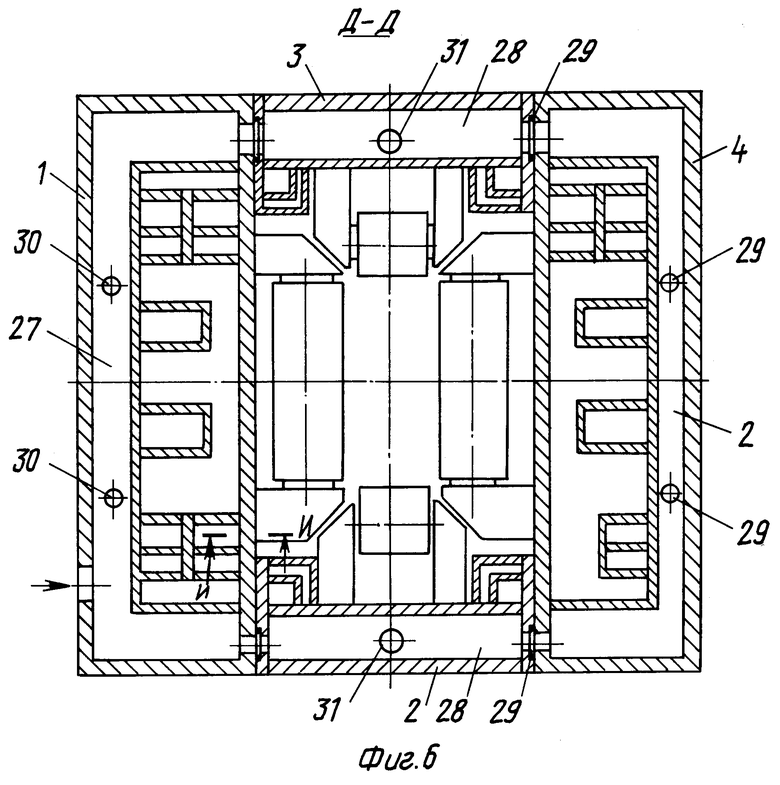
Фиг. 6. Поперечный разрез по коллекторной полости первой зоны системы вторичного охлаждения непрерывного слитка (разрез по Д-Д).
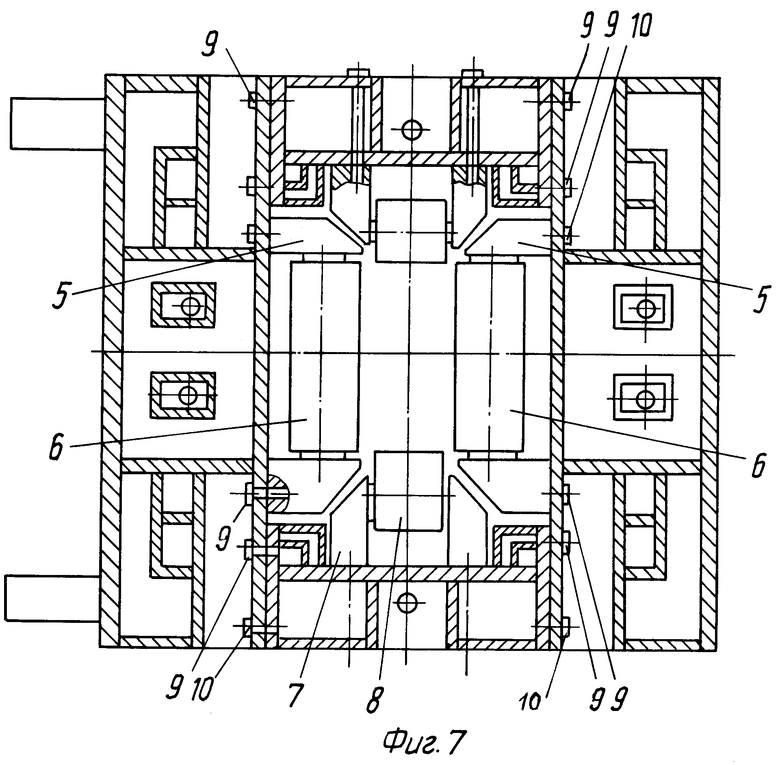
Фиг.7. Поперечный разрез по крепежным узлам подушек разъемов стенок .
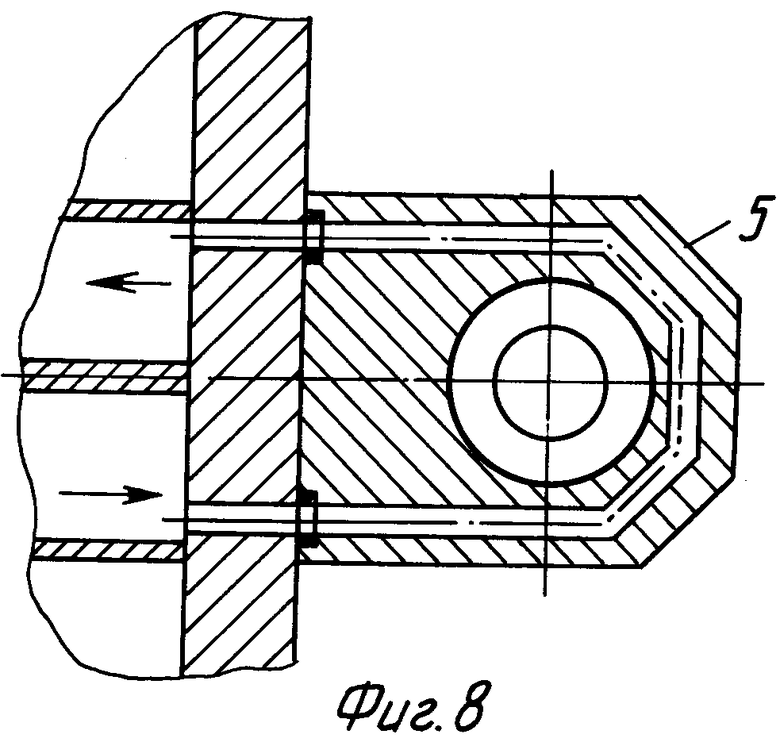
Фиг.8. Разрез по участку охлаждения подушки.
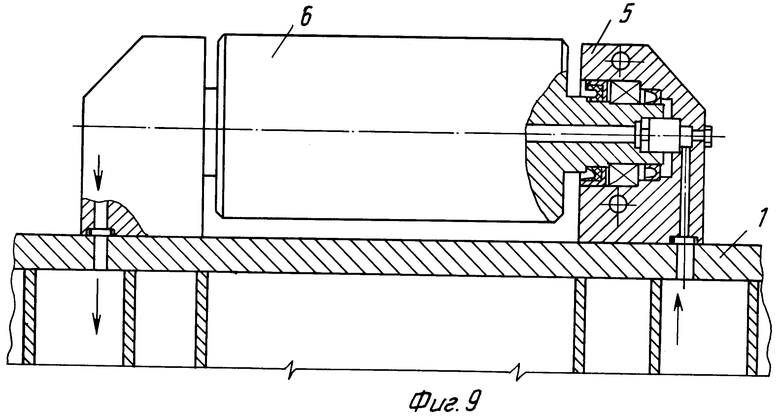
Фиг.9. Разрез по участку охлаждения ролика.
Устройство содержит опорный корпус, состоящий из базовой стенки 1, посредством которой оно крепится на металлоконструкции МНЛЗ своими крюковыми захватами в верхней части и вилкообразными опорами в нижней, двух боковых стенок 2, 3 и замыкающей стенки 4.
На стенках 1, 3 закреплены в подушках 5 ролики 6, направляющие непрерывный слиток по широким граням, а на стенках 2, 3 - в подушках 7 ролики 8, направляющие слиток по боковым граням.
Крепление стенок 1, 2, 3, 4 между собой осуществляется болтами 9, а подушек 5, 7 к соответствующим стенкам - болтами 10. На каждой из стенок 1, 2, 3, 4 закреплены с помощью средств, не показанных на чертежах, коллекторы вторичного охлаждения слитка по трем зонам I, II, III по длине секции вторичного охлаждения. Коллекторы для охлаждения слитка в I зоне обозначены позициями 11, 12, соответственно, по аналогии с I зоной, установлены коллекторы по двум другим зонам, не обозначенные в данном описании. Для размещения в пределах габаритов секции коллекторов 11 в стенках 1, 4 выполнены соответствующие проемы. В соответствии с предложением в каждой из стенок 1, 2, 3, 4 выполнены на всей их длине продольные каналы. В стенках 1, 4 выполнены продольные каналы 13, 14, 15, 16, а в стенках 2, 3 - продольные каналы 17, 18, 19, 20. Кроме того, в соответствии с предложением, в стенках 1, 4 выполнены поперечные относительно длины секции каналы 21, а в стенках 2, 3 - поперечные каналы 22 таким образом, что они соединены между собой посредством уплотнений 23 в разъемах между стенками 1, 2, 3, 4, образуя кольцевую нагнетательную коллекторную полость, охватывающую участок прохождения слитка и соединенную с продольными каналами 14, 15, 18, 19, также являющимися нагнетательными. По аналогии в стенках 1, 4 (разрез Г-Г) выполнены каналы 24, в стенках 2, 3 - каналы 25; каналы 24, 25 при сборке стенок 1, 2, 3, 4 соединены между собой посредством уплотнений 26 с образованием кольцевой коллекторной отводящей полости, охватывающей участок прохождения слитка и соединенной с продольными каналами 13, 16, 17, 20, являющимися отводящими. Сечения Д-Д иллюстрируют устройство нагнетательных коллекторных полостей для вторичного охлаждения непрерывного слитка по зонам I, II, III. В стенках 1, 4 выполнены каналы 27, а в стенках 2, 3 - каналы 28, которые при сборке стенок 1, 2, 3, 4 посредством уплотнений образуют кольцевые коллекторные нагнетательные полости, соединенные с нагнетательными отверстиями 30, 31, которые, в свою очередь, связаны с коллекторами вторичного охлаждения посредством подводов 32, 33, 34.
Внешние поводы к коллекторным полостям заявляемого устройства на чертежах обозначены следующим образом:
35, 36, 37 - подводы воды для вторичного охлаждения слитка по соответствующим зонам I, II, III;
38 - подвод воды к нагнетательной полости охлаждения конструкции;
39 - отвод воды охлаждения конструкции.
Устройство работает следующим образом.
При установке секции вторичного охлаждения на машину непрерывного литья заготовок с ней соединяются все внешние подводы воды 35, 36, 37, 38, 39. После выставки секции по технологической оси МНЛЗ перед началом разливки включают подачу воды, которая заполняет коллекторные полости системы вторичного охлаждения, образованные каналами 27, 28, из которых вода по подводам 32, 33, 34 подается к форсункам всех трех зон I, II, III.
Вода также заполняет коллекторные полости, образованные каналами 21, 22, из которых по вертикальным каналам 14, 15 стенок 1, 3 и каналам 18, 19 поднимается вдоль всей длины секции, равномерно заполняя отводы к подушкам 5, 7 и отверстия в них, а также внутренние каналы самих роликов 6, 8 (фиг.8,9). Слив охлаждаемой воды осуществляется через сливные вертикальные каналы 13, 16 стенок 1, 4 и каналы 17, 20 стенок 2, 3, коллекторную полость, образованную каналами 24, 25.
На фиг.1 условно стрелками показана в правой части секции циркуляция подводимой воды, а в левой части - отводимой.
Описанное выше конструктивное выполнение системы вторичного охлаждения слитка с использованием распределительных кольцевых коллекторов, как части опорного корпуса секции, и независимых по граням коллекторов с форсунками обеспечивает наибольшую эффективность системы с точки зрения регулирования, обслуживания и компактности. Предлагаемое конструктивное выполнение корпуса секции с сочетанием кольцевых коллекторных полостей и продольных распределительных каналов с параллельным отводом от них каналов для охлаждения подушек и роликов обеспечивает равноценное по расходным и температурным параметрам охлаждение всех подушек и роликов.
Этот фактор, а также то, что все каналы секции выполнены симметрично относительно ее поперечного сечения, исключает деформацию элементов конструкции, связанную с искажением зоны поддержания и направления слитка. Это позволяет достичь минимальности габаритных и весовых характеристик изделия, а также высоких эксплуатационных показателей, т.к. при этом повышается срок службы секции благодаря достижению более высокой стойкости роликов, их подшипников, подушек и всех частей корпуса.
Указанные факторы, также наличие разъемов между стенками, позволяет снизить время разборки секции, особенно после аварийных заливов секции на МНЛЗ, уменьшить время ее обслуживания и, следовательно, повысить ремонтопригодность.
| название | год | авторы | номер документа |
|---|---|---|---|
| КРИВОЛИНЕЙНАЯ УСТАНОВКА ДЛЯ НЕПРЕРЫВНОЙ РАЗЛИВКИ СОРТОВЫХ ЗАГОТОВОК | 2019 |
|
RU2698005C1 |
| СПОСОБ НЕПРЕРЫВНОГО ЛИТЬЯ ЗАГОТОВОК | 2010 |
|
RU2444413C1 |
| СПОСОБ БАНДАЖИРОВАНИЯ ДЕТАЛЕЙ | 1997 |
|
RU2111831C1 |
| СЕКЦИОННЫЙ РАДИАТОР ВОДЯНОГО ОТОПЛЕНИЯ И КОМПЕНСАТОР ДАВЛЕНИЯ ДЛЯ НЕГО (ВАРИАНТЫ) | 2012 |
|
RU2499203C1 |
| ЭЛЕКТРОДУГОВОЙ ПЛАЗМОТРОН | 2001 |
|
RU2222121C2 |
| ЗАКРЫТАЯ МОЛОЧНАЯ ХОЛОДИЛЬНАЯ УСТАНОВКА | 2010 |
|
RU2442321C1 |
| ЛИНЕЙНЫЙ ОГНЕТУШИТЕЛЬ | 1993 |
|
RU2101058C1 |
| СПОСОБ ПРОКАТКИ ЗАГОТОВОК РАЗДЕЛЕНИЕМ | 2000 |
|
RU2176165C1 |
| ТРАНСФОРМАТОР ДЛЯ ИНДУКЦИОННЫХ ЭЛЕКТРОТЕРМИЧЕСКИХ УСТАНОВОК | 2010 |
|
RU2433495C1 |
| ГОЛОВКА ДЛЯ СКРУЧИВАНИЯ КОНЦОВ ПРОВОЛОКИ | 1998 |
|
RU2198119C2 |
Изобретение относится к области металлургии, в частности к непрерывному литью металлов и охлаждению заготовок. Устройство содержит опорный корпус с разъемами между стенками, на которых закреплены на подушках направляющие ролики, образующие участок прохождения слитка, и коллекторы вторичного охлаждения слитка по зонам в направлении его вытягивания из кристаллизатора. В каждой из стенок корпуса выполнены продольные и поперечные относительно длины секции вторичного охлаждения каналы. Поперечные каналы соединены посредством уплотнений в разъемах между стенками, образуя кольцевые коллекторные полости, охватывающие участок прохождения слитка по зонам. Часть кольцевых коллекторных полостей, равная количеству зон, соединена с коллекторами вторичного охлаждения, а остальная часть соединена с продольными каналами, по длине которых и перпендикулярно им выполнены последовательно отводы к каждой подушке направляющих роликов. Технический результат - повышение качества вытягиваемой заготовки за счет увеличения точности направления слитка, повышение срока службы устройства за счет исключения деформации секции, уменьшение ее габаритов и повышение ремонтопригодности. 9 ил.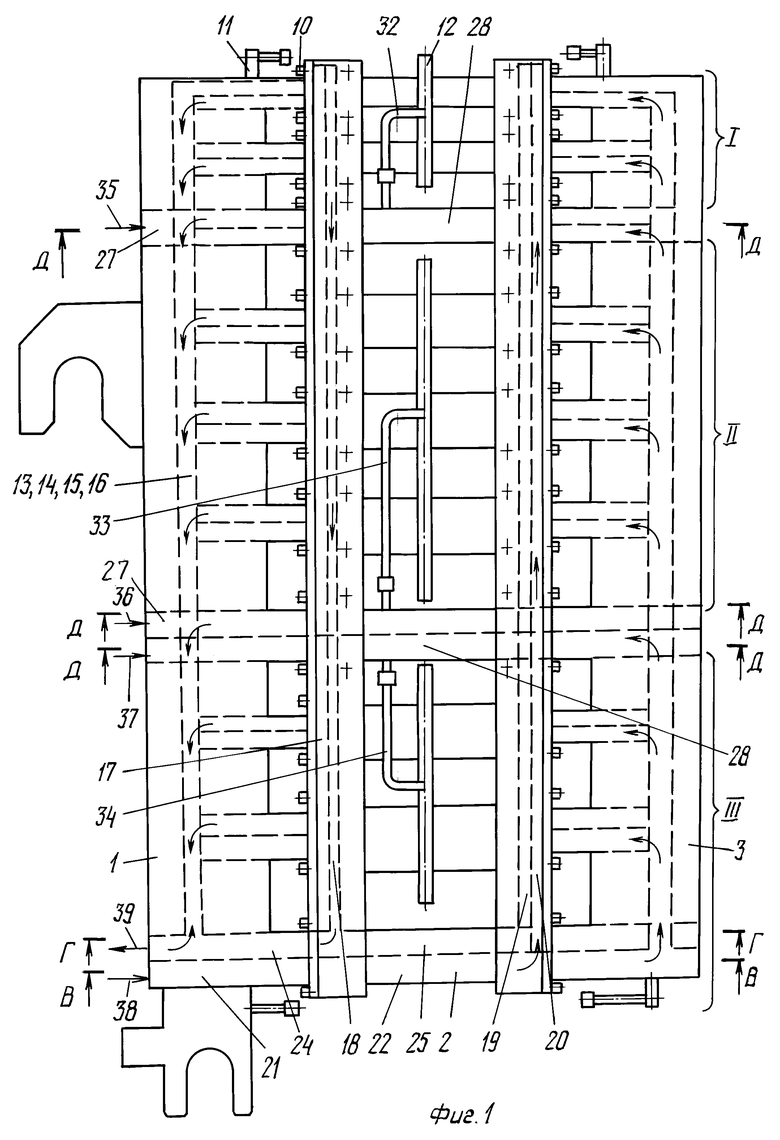
Устройство для направления и вторичного охлаждения слитка машины непрерывного литья заготовок, содержащее опорный корпус с разъемами между стенками, на которых закреплены на подушках направляющие ролики, образующие участок прохождения слитка, и коллекторы вторичного охлаждения слитка по зонам в направлении его вытягивания из кристаллизатора, отличающееся тем, что в каждой из стенок корпуса выполнены продольные и поперечные относительно длины секции вторичного охлаждения каналы, поперечные каналы посредством уплотнений соединены в разъемах между стенками с образованием кольцевых коллекторных полостей, охватывающих участок прохождения слитка по зонам вторичного охлаждения, при этом часть кольцевых коллекторных полостей, равная количеству упомянутых зон, соединена с коллекторами вторичного охлаждения слитка, а остальная часть соединена с продольными каналами, по длине которых и перпендикулярно им выполнены последовательно отводы к каждой подушке направляющих роликов.
| Рекламный проспект "BEAM BLANKS, BLOOMS and BILLETS on one caster | |||
| The new siz-strand combination caster of PROFILARBED, ESCH-BELVAL WORKS" | |||
| PAUL WURTH, TECNOLOGY FROM LUXEMBORG | |||
| Предохранительное устройство для паровых котлов, работающих на нефти | 1922 |
|
SU1996A1 |
| Способ восстановления хромовой кислоты, в частности для получения хромовых квасцов | 1921 |
|
SU7A1 |
| УСТРОЙСТВО ДЛЯ ВТОРИЧНОГО ОХЛАЖДЕНИЯ НЕПРЕРЫВНОЛИТЫХ ЗАГОТОВОК | 1996 |
|
RU2103106C1 |
| RU 2000167 С1, 07.09.1993 | |||
| Способ охлаждения непрерывнолитого слитка | 1972 |
|
SU454962A1 |
| УСТРОЙСТВО ДЛЯ ОХЛАЖДЕНИЯ И ПОДДЕРЖАНИЯ | 0 |
|
SU381467A1 |
| УСТРОЙСТВО ДЛЯ ОХЛАЖДЕНИЯ НЕПРЕРЫВНОГО СЛИТКА | 1972 |
|
SU427782A1 |
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
| Способ оценки экологического состояния лугов | 2016 |
|
RU2643580C2 |
| US 4575052, 11.03.1986 | |||
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |

