Изобретение относится к прокатному производству, а именно к способам прокатки на реверсивных, обжимных, непрерывно- заготовочных и крупносортных станах преимущественно для производства заготовок.
Известны способы: прокатки заготовок на обжимных и заготовочных станах в последовательно расположенных ящичных калибрах, квадратном ящичном калибре, ромбическом и диагональном квадратном калибрах.
В качестве прототипа принят способ производства заготовки на реверсивном обжимном стане [1], включающий выполнение последовательно расположенных на бочках валков по их длине плоских ящичных калибров с перегибом донных поверхностей их ручьев относительно вертикальной оси калибра в сторону боковых стенок, квадратного ящичного калибра с выпусками, ромбического калибра и диагонального квадратного калибра.
Недостатком прототипа является повышенная склонность к скручиванию раската, поступающего из ромбического калибра, в диагональном квадратном калибре, что приводит к снижению качества готового проката. Это обусловлено тем, что раскат, поступающий из квадратного ящичного в процессе работы (например, вследствие износа калибра), теряет диагональную симметрию. Указанное обстоятельство приводит к не выполнению ромба, поступающего из ромбического калибра, т.е. ромб, полученный в этом калибре, также теряет диагональную симметрию. Прокатка такого раската в диагональном квадратном калибре приводит к его скручиванию вокруг продольной оси, что, кроме снижения качества готового проката, затрудняет манипуляции с раскатом (кантовки, поперечное перемещение и т.п.), увеличивает время цикла прокатки и снижает, тем самым, технико-экономические показатели работы стана.
Недостатками данного способа прокатки заготовок также является невозможность воздействия в процессе прокатки на макроструктуру исходного слитка, имеющего внутренние дефекты сталеплавильного производства, сосредоточенные в центральной зоне слитка (центральная пористость, ликвация по углероду);
- снижение качества готового проката и технико-экономических показателей работы стана из-за повышенной склонности к скручиванию в диагональном квадратном калибре раската, поступающего из ромбического калибра, возникающее из-за того, что раскат, проходящий через ящичные калибры в процессе работы (например, вследствие износа) теряет диагональную симметрию;
- невозможность воздействия также на недостатки макроструктуры литого слитка, как центральная пористость и ликвация по углероду;
- низкая производительность стана.
Задача, решаемая изобретением, состоит в обеспечении одновременной прокатки сдвоенного раската в квадратных калибрах, повышении качества готового проката, в частности его макроструктуры, за счет проработки центральной зоны заготовки с высокими степенями деформации, и увеличении производительности стана.
Технический результат, достигаемый при использовании изобретения, состоит в исключении дефекта скручивания раската вокруг продольной оси в диагональных квадратных калибрах, исправлении дефектов макроструктуры слитка за счет уплотнения осевой пористости и полного удаления подусадочной ликвации по углероду.
Решение поставленной задачи обеспечивается тем, что в способе прокатки заготовок разделением, согласно которому нагретую заготовку прокатывают последовательно в ящичном, ромбическом и диагональном квадратном калибрах прокатного стана, после ящичного калибра заготовку прокатывают в фасонном разрезном калибре, имеющем форму двух овалов, соединенных перемычкой, а затем в ромбическом и диагональном квадратном калибрах, выполненных в виде двух раскатов, соединенных перемычкой, при этом разделение сдвоенных диагональных квадратов производят в разрывном калибре гребнями ручьев круглой формы с радиусом R = (0,3...0,45)а, где а - сторона квадратной заготовки.
Изобретение отличается от прототипа тем, что после ящичного калибра заготовку прокатывают в фасонном разрезном калибре, имеющем форму двух овалов, соединенных перемычкой, а затем в ромбическом и диагональном квадратном калибрах, выполненных в виде двух раскатов, соединенных перемычкой, при этом разделение сдвоенных диагональных квадратов производят в разрывном калибре гребнями ручьев круглой формы с радиусом R=(0,3...0,45)a, где a - сторона квадратной заготовки.
Изобретение поясняется чертежом, где на фиг. 1 представлена система калибровки валков, состоящей из пяти калибров; на фиг. 2 - схема калибра двух диагональных квадратов, соединенных перемычкой; на фиг. 3 - схема разрывного калибра, обеспечивающего разрыв перемычки и разделение сдвоенного раската на две отдельные заготовки.
Прокатка при использовании системы калибров, построенных с использованием изобретения, осуществляется следующим образом. Исходный слиток квадратного или прямоугольного сечения нагревают в нагревательной печи обжимного стана и прокатывают в ящичном калибре 1 с перегибом донных поверхностей ручьев относительно вертикальной оси калибра. Полученный в ящичном калибре раскат прокатывается в фасонном (разрезном) калибре 2, имеющем форму сдвоенного раската, обе части которого имеют одинаковые площади сечением овальной или ромбической формы, соединенные перемычкой. В процессе деформации в калибре 2 поступающий прямоугольный раскат самоцентрируется в калибре в момент захвата, за счет одновременного касания четырьмя углами стенок калибра и после разрезания гребнями ручьев калибра, расположенных на центральной вертикальной оси калибра, образуя два раската одинакового сечения, соединенных перемычкой. Последующее формирование раската осуществляется в двух калибрах, представляющих собой сдвоенные раскаты ромбического (калибр 3) и квадратного сечения (калибр 4), соединенные перемычками, в которых процесс деформации, происходит без скручивания вокруг продольной оси, в отличие от известного способа (1) в системе калибровки ромб - квадрат.
Предложенный способ прокатки позволяет получить большую степень проработки центральной области исходного слитка, в которой сосредоточены дефекты сталеплавильного производства - осевая пористость и подусадочная ликвация по углероду. Так, например, коэффициент суммарного обжатия по высоте диагональных квадратов (калибр 4) составляет 1,8, а коэффициент суммарного обжатия в этом калибре по перемычке составляет 75. Глубокая степень проработки центральной части раската позволяет устранить центральную пористость исходного слитка. Подусадочная ликвация по углероду (дефект сталеплавильного производства) за счет предложенного способа прокатки попадает в область перемычки, соединяющей два диагональных квадрата (фиг. 2).
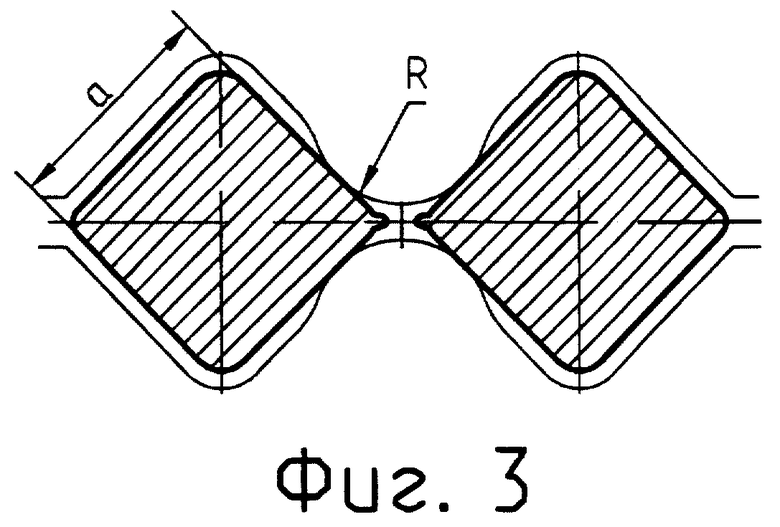
При прокатке в калибре 5 происходит разделение сдвоенного раската на две заготовки квадратного сечения, за счет разрывных гребней с радиусом при вершине R = (0,30-0,45)a, где a - сторона квадратной заготовки (фиг. 3) раздвигающая сдвоенные диагональные квадраты на расстояние l (фиг. 2), которое превышает расстояние l в 1,1-1,3 раза.
Разделенные квадратные заготовки, имеющие в месте разделения остатки перемычки, подвергаются зачистке на шлифовальных станках, где происходит удаление остатков перемычки, в которой сосредоточена подусадочная ликвация по углероду.
Пример конкретной реализации
Способ реализован на обжимном дуо-реверсивном стане "850" Республиканского унитарного предприятия "Белорусский металлургический завод" при производстве квадратной заготовки 125х125 мм из высокоуглеродистой марки стали ст80 корд, предназначенной для производства кордовой катанки.
Исходный слиток квадратного или прямоугольного сечения нагревают в нагревательной печи обжимного стана и прокатывают в ящичном калибре 1 с перегибом донных поверхностей ручьев относительно вертикальной оси калибра. Полученный в ящичном калибре раскат прокатывается в фасонном (разрезном) калибре 2, имеющем форму сдвоенного раската, обе части которого имеют одинаковые площади сечением овальной или ромбической формы, соединенные перемычкой. В процессе деформации в калибре 2 поступающий прямоугольный раскат самоцентрируется в калибре в момент захвата, за счет одновременного касания четырьмя углами стенок калибра и после разрезания гребнями ручьев калибра, расположенных на центральной вертикальной оси калибра, образуя два раската одинакового сечения, соединенные перемычкой. Последующее формирование раската осуществляется в двух калибрах, представляющих собой сдвоенные раскаты ромбического (калибр 3) и квадратного сечения (калибр 4), соединенные перемычками, в которых процесс деформации происходит без скручивания вокруг продольной оси, в отличие от известного способа (1) в системе калибровки ромб - квадрат.
При прокатке в калибре 5 происходит разделение сдвоенного раската на две заготовки квадратного сечения, за счет разрывных гребней с радиусом при вершине R = (0,30...0,45)a, где a - сторона квадратной заготовки (фиг. 3), раздвигающая сдвоенные диагональные квадраты на расстояние l (фиг. 2), которое превышает расстояние l в 1,1-1,3 раза.
Разделенные квадратные заготовки, имеющие в месте разделения остатки перемычки, подвергаются зачистке на шлифовальных станках, где происходит удаление остатков перемычки, в которой сосредоточена подусадочная ликвация по углероду.
Реализованный способ в условиях обжимного стана "850" позволяет исключить кручение вокруг продольной оси диагональных квадратов, увеличить производительность стана за счет прокатки в последнем калибре одновременно двух квадратных заготовок 125х125 мм и улучшить качество макроструктуры заготовки за счет уплотнения осевой пористости и полного удаления подусадочной ликвации по углероду.
Источники информации
1. Филиппов И.Н. и др. Атлас калибровок прокатных валков. - М.: Черметинформация, 1965. -С. 11, 12 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| СИСТЕМА КАЛИБРОВ ВАЛКОВ ПРОКАТНОГО СТАНА | 2003 |
|
RU2255819C2 |
| СИСТЕМА КАЛИБРОВ ВАЛКОВ ОБЖИМНОГО ПРОКАТНОГО СТАНА | 1995 |
|
RU2105618C1 |
| УСТРОЙСТВО МНОГОРУЧЬЕВОЙ ПРОКАТКИ СОРТОВОГО ПРОКАТА | 2001 |
|
RU2201817C1 |
| Способ сдвоенной прокатки сортовых профилей | 1989 |
|
SU1734898A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ФАСОННОЙ ЗАГОТОВКИ ФОРМЫ "СОБАЧЬЯ КОСТЬ" ИЗ НЕПРЕРЫВНО ЛИТОГО СЛЯБА | 2018 |
|
RU2677808C1 |
| СИСТЕМА ЧЕРНОВЫХ КАЛИБРОВ ДЛЯ ПРОКАТКИ ЖЕЛЕЗНОДОРОЖНЫХ РЕЛЬСОВ | 2021 |
|
RU2784961C1 |
| СПОСОБ ПРОКАТКИ ТРАМВАЙНЫХ ЖЕЛОБЧАТЫХ РЕЛЬСОВ | 2022 |
|
RU2787897C1 |
| СИСТЕМА КАЛИБРОВ ВАЛКОВ НЕПРЕРЫВНОГО СОРТОВОГО ПРОКАТНОГО СТАНА | 1995 |
|
RU2089305C1 |
| СПОСОБ ПРОКАТКИ КВАДРАТНОЙ ЗАГОТОВКИ В ДУО-РЕВЕРСИВНОЙ КЛЕТИ ЗАГОТОВОЧНОГО СТАНА | 2006 |
|
RU2314883C1 |
| СПОСОБ ПРОКАТКИ НЕСИММЕТРИЧНЫХ РЕЛЬСОВЫХ ПРОФИЛЕЙ В ЧЕРНОВЫХ КАЛИБРАХ | 2019 |
|
RU2721968C1 |

Изобретение относится к прокатному производству, а именно к способам прокатки заготовок в совмещенном виде с последующим разделением раската в линии стана и последующей двухниточной прокаткой, и может быть реализовано на обжимных дуореверсивных и заготовочных станах. Задача, решаемая изобретением, состоит в обеспечении одновременной прокатки сдвоенного раската в квадратных калибрах, повышении качества готового проката, в частности его макроструктуры, за счет проработки центральной зоны заготовки с высокими степенями деформации, и увеличении производительности стана. Нагретую заготовку прокатывают последовательно в ящичном, ромбическом и диагональном квадратном калибрах прокатного стана. После ящичного калибра заготовку прокатывают в фасонном разрезном калибре, имеющем форму двух овалов, соединенных перемычкой, при этом разделение сдвоенных квадратов производят в разрывном калибре гребнями ручьев круглой формы с радиусом R=(0,3-0,45)а, где а - сторона квадратной заготовки. Технический результат, достигаемый при использовании изобретения, состоит в исключении дефекта скручивания раската вокруг продольной оси в диагональных квадратах калибрах, исправлении дефектов макроструктуры слитка за счет уплотнения осевой пористости и полного удаления подусадочной ликвации по углероду. 3 ил.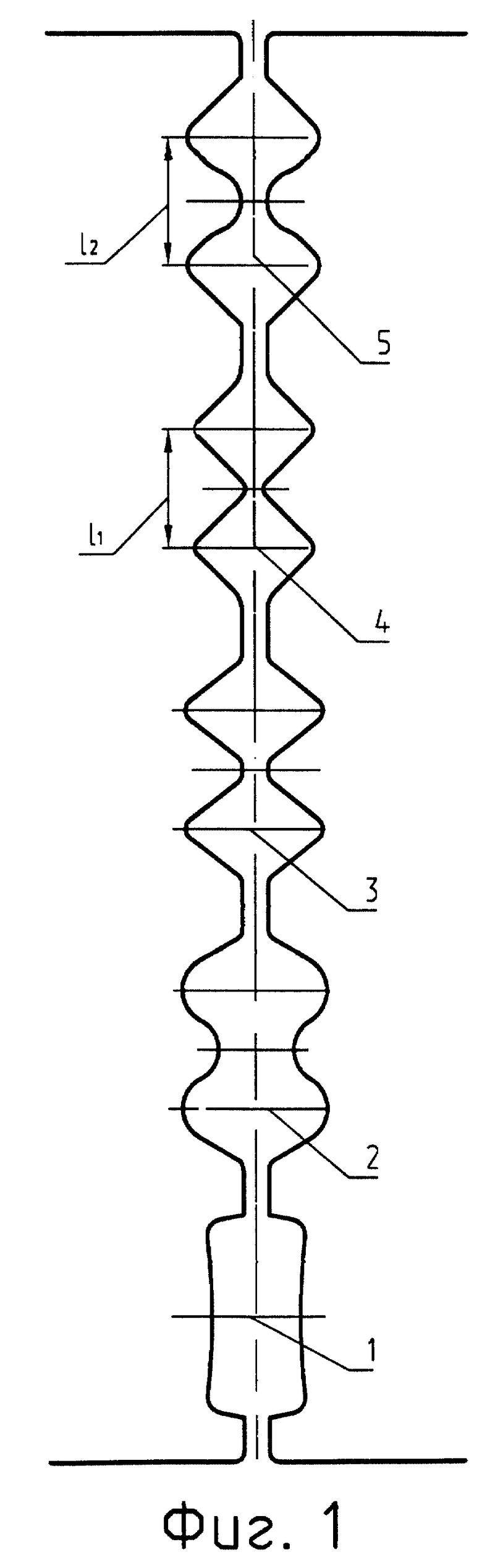
Способ прокатки заготовок разделением, согласно которому нагретую заготовку прокатывают последовательно в ящичном, ромбическом и диагональном квадратном калибрах прокатного стана, отличающийся тем, что после ящичного калибра заготовку прокатывают в фасонном разрезном калибре, имеющем форму двух овалов, соединенных перемычкой, а затем в ромбическом и диагональном квадратном калибрах, выполненных в виде двух раскатов, соединенных перемычкой, при этом разделение сдвоенных диагональных квадратов производят в разрывном калибре гребнями ручьев круглой формы с радиусом R=(0,3-0,45)а, где а - сторона квадратной заготовки.
| ФИЛИППОВ И.Н | |||
| и др | |||
| Атлас калибровок прокатных валков | |||
| - М.: Черметинформация, 1965, с.11,12 | |||
| Способ прокатки | 1982 |
|
SU1061860A1 |
| Способ прокатки | 1991 |
|
SU1784293A1 |
| Система двухвалковых вытяжных калибров | 1985 |
|
SU1360829A1 |
| Способ прокатки заготовок | 1976 |
|
SU622514A1 |
| Способ получения сортовых профилей | 1976 |
|
SU656678A1 |
| СПОСОБ СДВОЕННОЙ ПРОКАТКИ АРМАТУРНЫХ ПРОФИЛЕЙ | 1997 |
|
RU2126728C1 |
| US 6050122, 18.04.2000 | |||
| СПОСОБ ОЧИСТКИ НЕФТИ И ГАЗОКОНДЕНСАТА ОТ СЕРОВОДОРОДА И МЕРКАПТАНОВ | 2008 |
|
RU2418035C2 |

