Изобретение относится к области металлургии, а именно, к оборудованию для непрерывной разливки сортовой заготовки из металлов и сплавов, преимущественно стали.
Известна установка для непрерывной разливки сортовой заготовки (RU 2681232 C1, B22D 11/00, 05.03.2019), содержащая гильзовый кристаллизатор с технологическим радиусом Rt=(r+R)/2, где r - минимальный продольный технологический радиус, R - максимальный продольный технологический радиус МНЛЗ. Кристаллизатор состоит из головной и хвостовой частей. Длина головной части кристаллизатора (1,5-2,6)⋅b, где b - размер грани непрерывнолитого слитка. Хвостовая часть кристаллизатора выполнена составной - из продольно сопряженных упругих водоохлаждаемых пластин. Пластины плотно прижимаются к граням непрерывнолитого слитка при помощи пружин.
Недостатком известной установки является то, что ее кристаллизатор выполнен радиусным, что повышает вероятность образования подкорковых пузырей под поверхностью грани непрерывнолитого слитка с минимальным продольным радиусом. Механизм качания известного кристаллизатора, для повышения скорости разливки, не может обеспечить требуемое повышение частоты качания, которая не превышает n=3-5 Гц, что ограничивает скорость разливки v=2,1-4,5 м/мин. Конструкция хвостовой части кристаллизатора, с продольным сопряжением водоохлаждаемых пластин на ребрах прямоугольного сечения непрерывнолитого слитка, снижает эффективность теплоотвода в этой области, что повышает вероятность образования продольных трещин на ребровых поверхностях непрерывнолитого слитка. Известный кристаллизатор не оснащен интеллектуальной системой автоматизированного управления процессом непрерывной разливки, с термодатчиками измерения температурного поля на плоских гранях непрерывнолитого слитка во внутренней полости кристаллизатора, кроме того, отсутствует возможность измерения величины усадки непрерьшнолитого слитка в процессе кристаллизации для регулирования величины продольной конусности теплоотводящих рабочих поверхностей (ТРП) внутренней полости кристаллизатора, необходимой для того, чтобы обеспечить плотное прилегание ТРП к поверхности граней непрерывнолитого слитка и достижения высоких значений коэффициента скорости кристаллизации  .
.
Изобретение устраняет недостатки известной установки. Технический результат изобретения - повышение скорости непрерывной разливки, качества непрерывнолитой заготовки. Технический результат достигается вертикальным расположением кристаллизатора и прямолинейностью его продольной оси, оснащением головной части кристаллизатора встроенным высокочастотным гидравлическим механизмом качания, конструктивным выполнением хвостовой части кристаллизатора с возможностью автоматического изменения продольной конусности ТРП внутренней полости кристаллизатора, с упругим сопряжением составных угловых блоков на плоских гранях поверхности непрерывнолитого слитка, оснащением кристаллизатора интеллектуальной системой автоматизированного управления процессом непрерывной разливки, с датчиками измерения температурного поля ТРП внутренней полости кристаллизатора, измерения величины усадки непрерывнолитого слитка, через контроль величины зазоров сопрягаемых плоскостей угловых блоков, дополнительным оснащением деформирующими валками на выходе из кристаллизатора, для бокового обжатия с одновременным загибом непрерывнолитого слитка на технологический радиус Rt.
Для достижения технического результата изобретения установка для непрерывной разливки сортовых заготовок, содержащая кристаллизатор с внутренней полостью, ограниченной гильзой с теплоотводящими рабочими поверхностями, содержащий головную и хвостовую части, выполненные с контурами охлаждения теплоотводящих рабочих поверхностей внутренней полости, гидравлический механизм качания кристаллизатора, датчики уровня металла и электронный блок управления, согласно изобретению, для повышения скорости разливки до v=8-15 м/мин и качества непрерывнолитого слитка, снабжена деформирующими валками, установленными на выходе из кристаллизатора, выполненными с возможностью одновременного бокового обжатия и загиба непрерывнолитого слитка на технологический радиус Rt, причем кристаллизатор расположен вертикально, гильза размещена в неподвижном корпусе, гидравлический механизм качания кристаллизатора, выполненный в виде высокочастотного гидравлического механизма, обеспечивающего частоту качания n=14-45 Гц, встроен в головную часть кристаллизатора и выполнен с возможностью изменения амплитуды качания в диапазоне a=3-12 мм, при этом хвостовая часть кристаллизатора, для повышения коэффициента скорости кристаллизации до  , выполнена в виде продольных секций, каждая из которых выполнена с возможностью изменения конусности теплоотводящей рабочей поверхности внутренней полости кристаллизатора.
, выполнена в виде продольных секций, каждая из которых выполнена с возможностью изменения конусности теплоотводящей рабочей поверхности внутренней полости кристаллизатора.
Кроме того, неподвижный корпус кристаллизатора снабжен передней крышкой, гидравлический механизм качания кристаллизатора, установленный внутри неподвижного корпуса головной части кристаллизатора, выполнен в виде одностороннего гидроцилиндра с пружиной возврата, поршень которого закреплен на упомянутой передней крышке, а гильза размещена внутри поршня одностороннего гидроцилиндра, причем между упомянутыми гильзой и поршнем образован кольцевой щелевой зазор, представляющий собой канал контура охлаждения, при этом полость головной части кристаллизатора между корпусом и подвижным обтекателем разделена герметичной перегородкой на две камеры, соединенные с напорной и сливной гидролиниями через управляющий гидрораспределитель с золотником, выполненным с возможностью поворота электродвигателем и изменения внутрикамерного давления по заданной электронным блоком управления частоте качания n кристаллизатора, причем на выходе из упомянутых камер в гидролиниях установлены регулируемые дроссели, выполненные с возможностью изменения амплитуды качания гидравлического механизма качания кристаллизатора по заданию электронного блока управления.
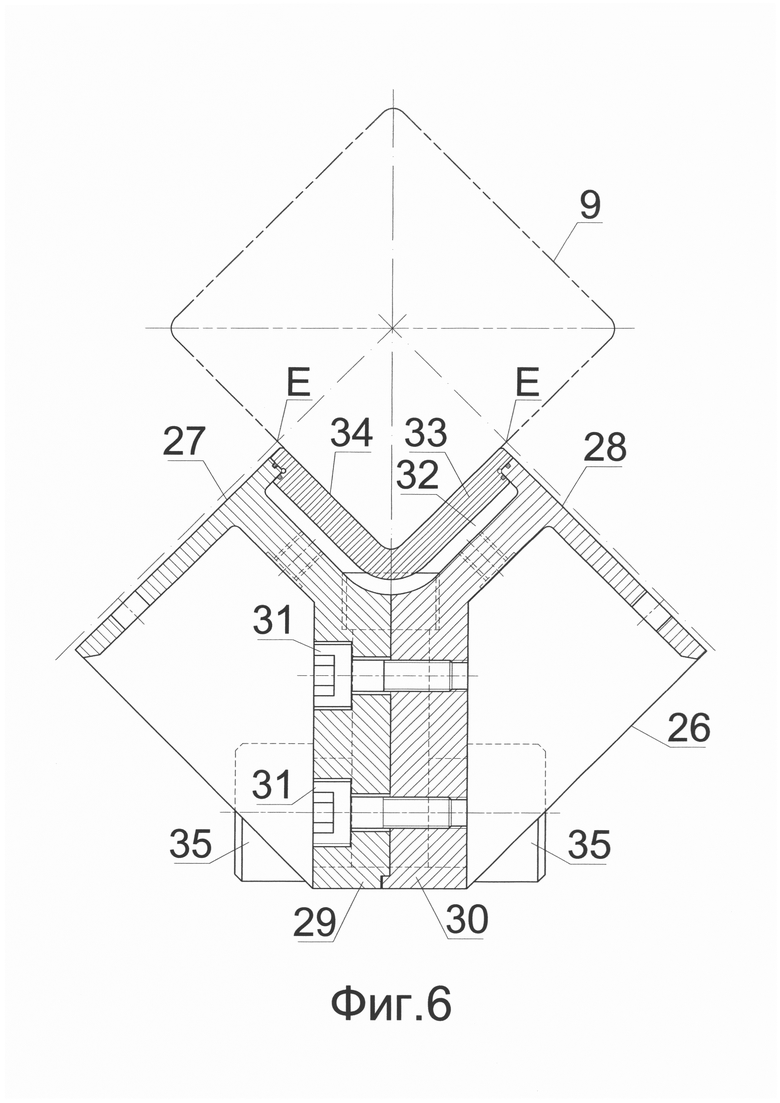
Кроме того, установка содержит секции охлаждения, размещенные в хвостовой части кристаллизатора, соединенные между собой и с головной частью кристаллизатора посредством С-образных пружин, причем каждая секция охлаждения состоит из четырех упруго-сопряженных блоков Y-образной формы, образующих гильзу кристаллизатора и выполненных с возможностью автоматического изменения продольной конусности внутренней полости гильзы в зависимости от величины усадки непрерывнолитого слитка, при этом места сопряжения плоскостей блоков Y-образной формы расположены на плоских гранях гильзы, а плоскости сопряжения наклонены относительно вертикальной продольной оси кристаллизатора под углом 0,7-1,5°, каждый блок Y-образной формы содержит два корпуса, симметричных относительно продольной оси, и выполнен с индивидуальным контуром охлаждения со щелевыми каналами, соединенными шлангами через патрубки с напорным и сливным коллекторами.
Кроме того, установка содержит интеллектуальную систему автоматизированного управления, выполненную с возможностью определения начальных величин a, n и скорости разливки v в зависимости от показаний датчиков уровня металла, размещенных в головной части кристаллизатора, и управления электронным блоком управления, все секции охлаждения снабжены термодатчиками контроля температурного поля теплоотводящих рабочих поверхностей гильзы кристаллизатора и датчиками взаимного перемещения упруго сопряженных плоскостей блоков Y-образной формы, соединенных через USB-порты с управляющим контроллером электронного блока управления.
Кроме того, датчики уровня металла выполнены в виде термодатчиков контроля температуры теплоотводящих рабочих поверхностей гильзы кристаллизатора и установлены в стенке поршня гидроцилиндра механизма качания кристаллизатора.
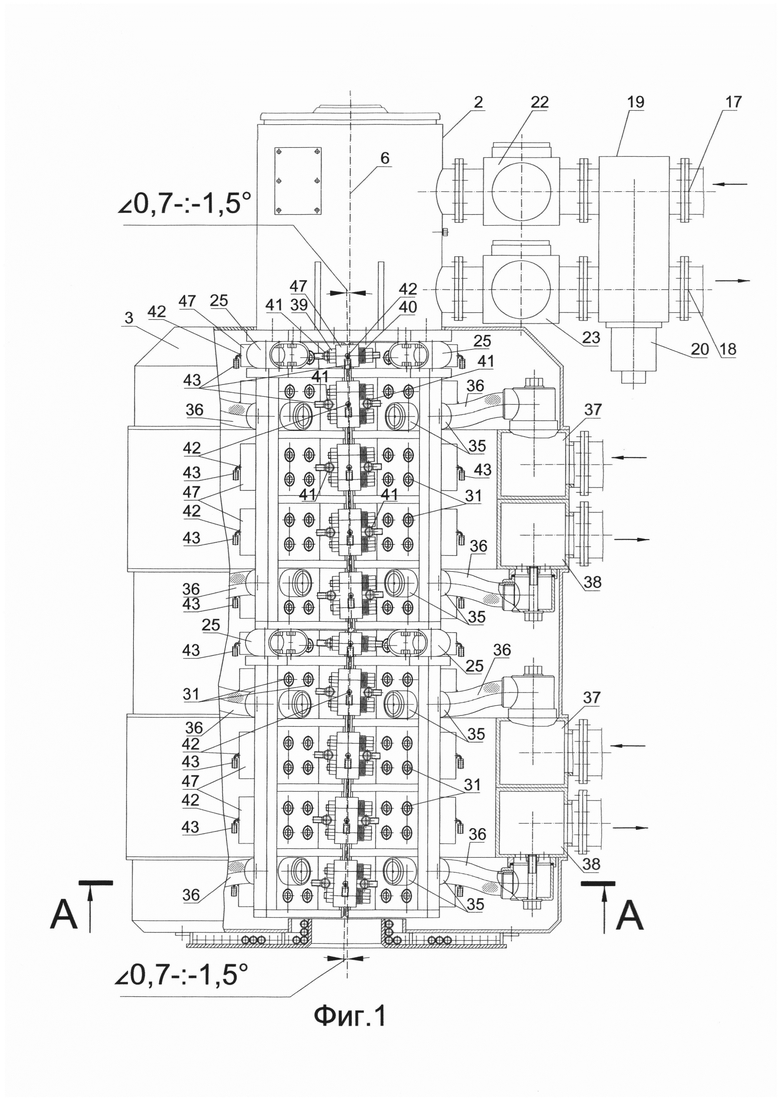
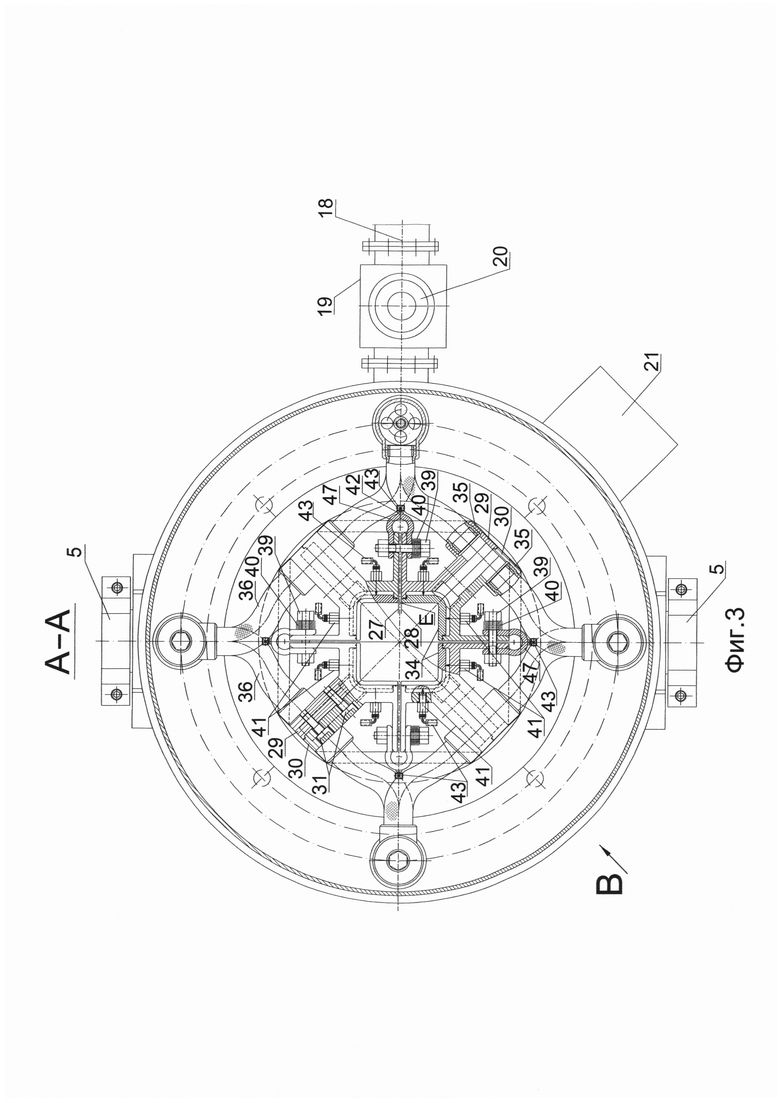
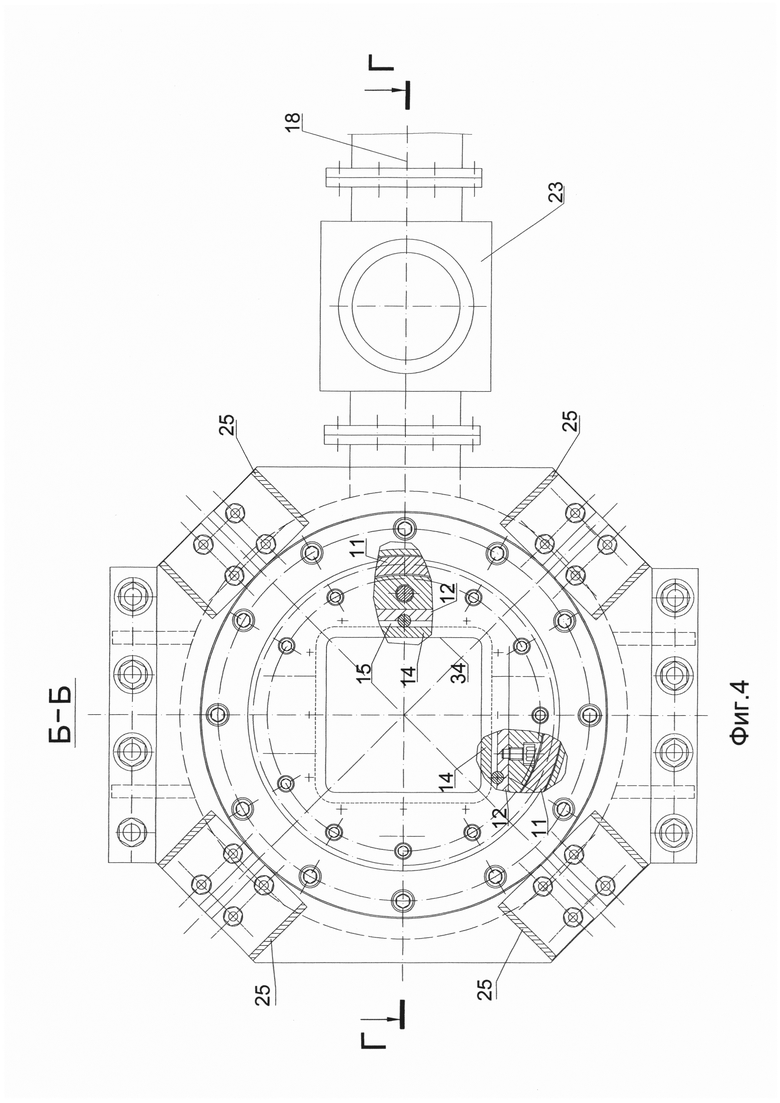
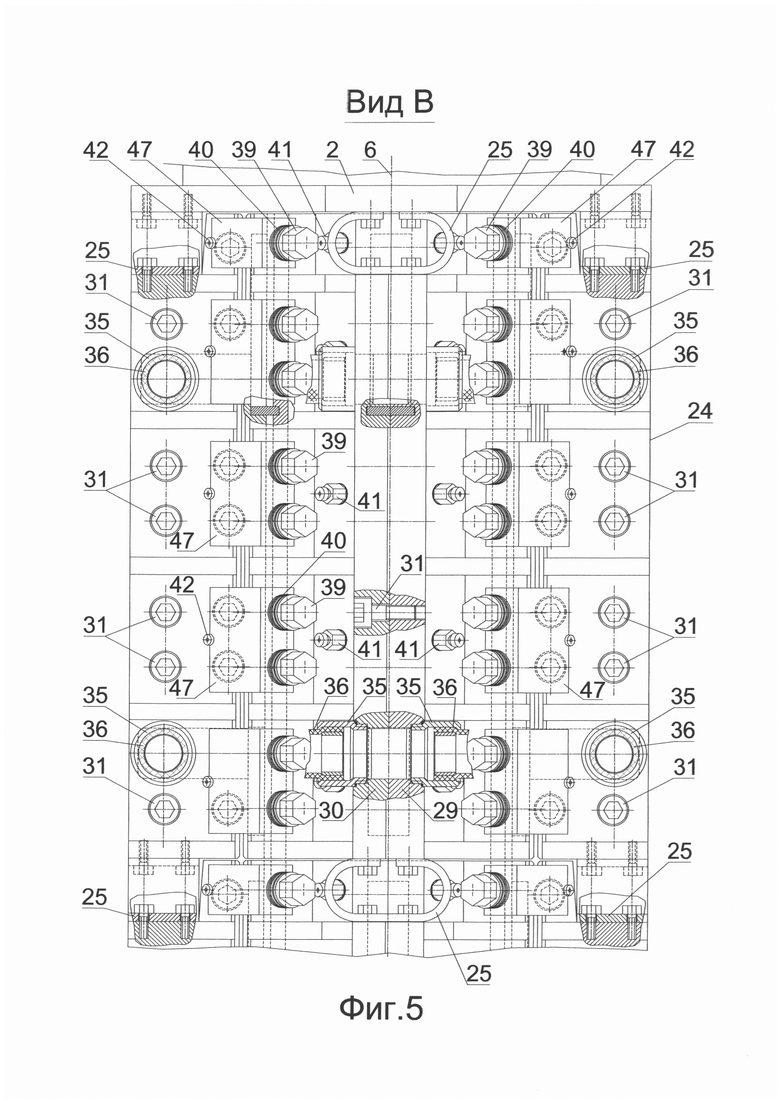
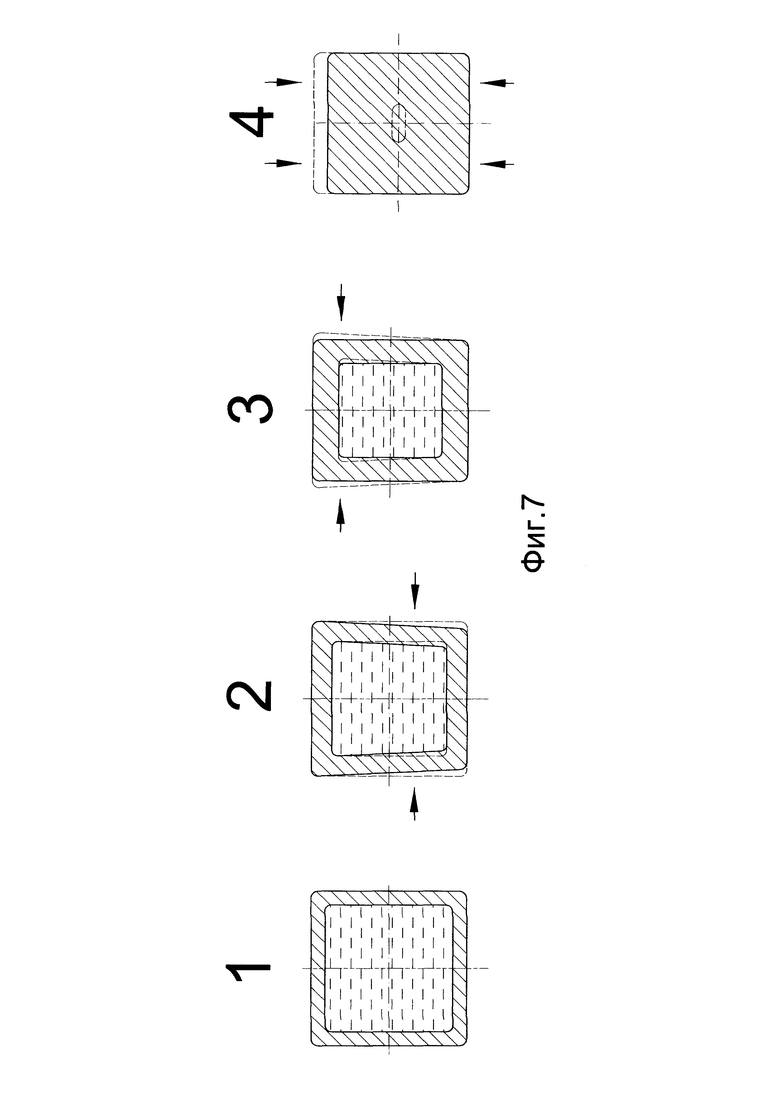
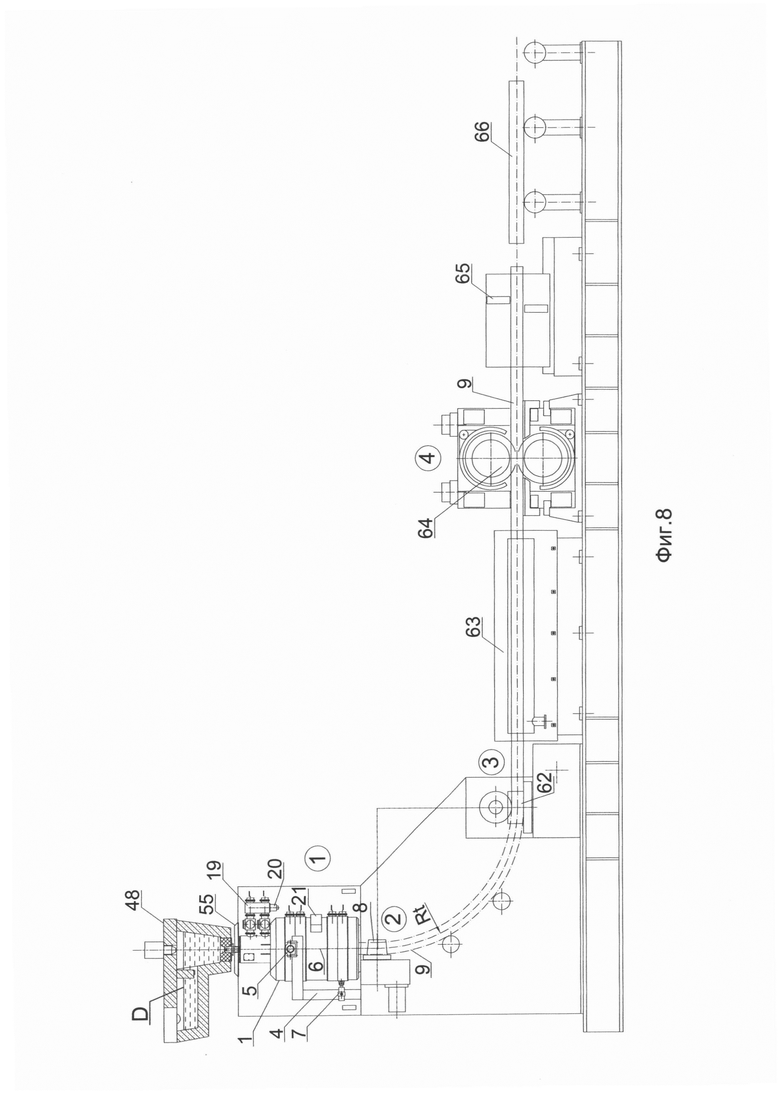
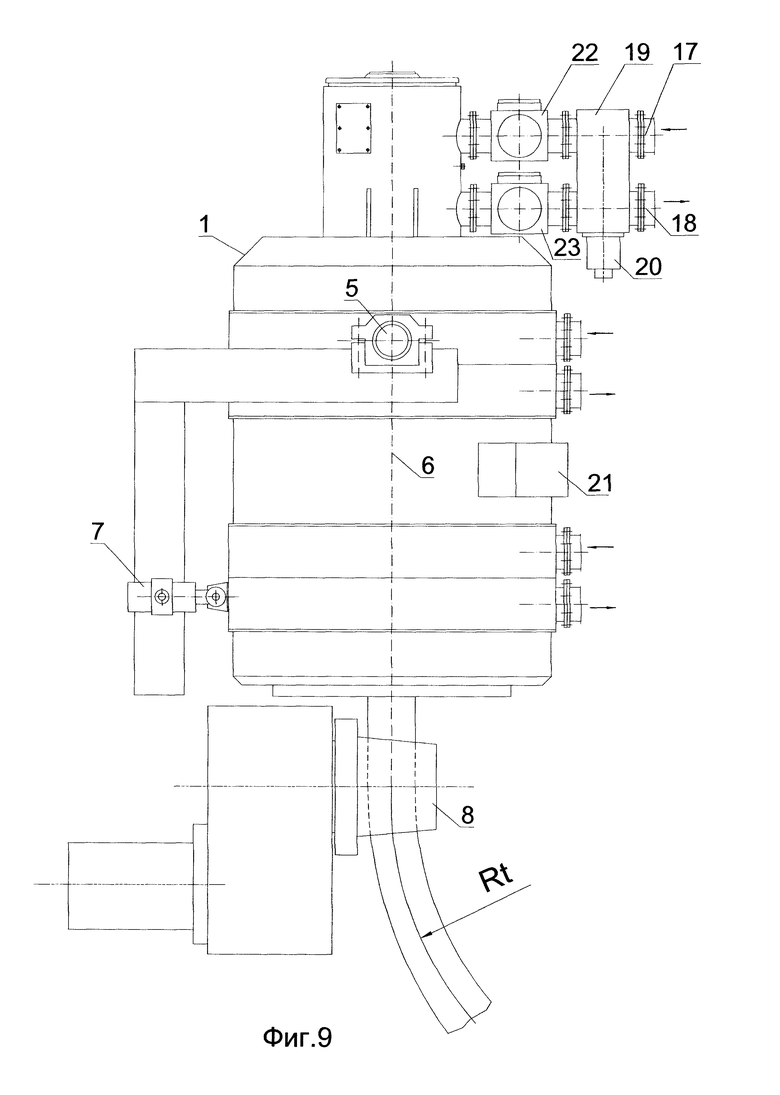
На фигуре 1 показан общий вид кристаллизатора, на фигуре 2 - сечение Г-Г головной части кристаллизатора, на фигуре 3 - сечение А-А хвостовой части кристаллизатора, на фигуре 4 - сечение Б-Б места соединения головной и хвостовой частей кристаллизатора, на фигуре 5 - вид В на секцию охлаждения хвостовой части кристаллизатора, на фигуре 6 - поперечное сечение Y-образного блока секции охлаждения, на фигуре 7 - последовательность операций бокового обжатия деформирующими валками непрерывнолитого слитка в линии МНЛЗ, на фигуре 8 - линия высокоскоростной сортовой МНЛЗ с кристаллизатором, на фигуре 9 - кристаллизатор, смонтированный шарнирно на раме МНЛЗ с деформирующими валками, установленными за кристаллизатором, для бокового обжатия с одновременным загибом непрерывнолитого слитка на технологический радиус Rt, на фигуре 10 - схема гидропривода, на фигуре. 11 -датчик контроля температуры теплоотводящих рабочих поверхностей гильзы кристаллизатора.
Кристаллизатор (1) (фиг. 9) высокоскоростной сортовой МНЛЗ, состоит из головной (2) и хвостовой (3) частей (фиг. 1). Кристаллизатор (1) установлен на раме (4) высокоскоростной МНЛЗ на шарнирной опоре (5), расположен вертикально, по продольной оси (6), что обеспечивает гидроцилиндр (7) (фиг.9). Установка на выходе из кристаллизатора (1) оснащена деформирующими валками (8) для бокового обжатия с одновременным загибом непрерывнолитого слитка (9) на технологический радиус Rt (фиг. 9). Высокочастотный гидроцилиндр механизма качания кристаллизатора установлен внутри неподвижного корпуса (10) (фиг. 2) головной части (2) кристаллизатора (1) и выполнен в виде одностороннего гидроцилиндра с пружиной возврата (11). Поршень (12) гидроцилиндра высокочастотного механизма качания кристаллизатора закреплен на передней крышке (13) корпуса (10) кристаллизатора (1). Внутри поршня (12) размещена гильза (14) из медного сплава с прямоугольным поперечным сечением с теплоотводящими рабочими поверхностями (34). Между гильзой (14) и поршнем (12) имеется зазор в виде щелевого кольцевого канала (15), являющегося каналом контура охлаждения. Полость головной части кристаллизатора между корпусом (10) и поршнем (12) разделена герметичной перегородкой (16) на две камеры, которые соединены с напорной (17) и сливной (18) гидролиниями через управляющий гидрораспределитель (19) с вращающимися от электродвигателя (20) золотниками (фиг. 10), с возможностью изменения с заданной электронным блоком управления (21) частотой качания n внутрикамерного давления. На выходе из камер в гидролиниях (17, 18) установлены регулируемые дроссели (22, 23) (фиг. 2, 10) с возможностью изменения амплитуды качания механизма качания кристаллизатора от электронного блока управления (21).
Хвостовая часть (3) кристаллизатора (1) содержит одну или несколько секций (24) охлаждения (фиг.5), соединенных между собой и с головной частью (2) кристаллизатора (1) С-образными пружинами (25) (фиг. 4). Каждая секция (24) охлаждения состоит из четырех упруго-сопряженных блоков (26) Y-образной формы (фиг. 6), образующих гильзу кристаллизатора с внутренней полостью, с возможностью автоматического изменения ее продольной конусности в зависимости от величины усадки непрерывнолитого слитка (9). Блоки (26) упруго сопряжены болтами (39) с тарельчатыми пружинами (40). Места сопряжения Е плоскостей (27) и (28) Y-образных блоков (26) расположены на плоских гранях сечения гильзы (фиг. 6) и плоскости сопряжения (27, 28) наклонены по отношению к продольной вертикальной оси (6) кристаллизатора (1) на угол 0,7-1,5° (фиг. 1).
Y-образные блоки (26) выполнены с индивидуальными контурами охлаждения, при этом каждый блок (26) собран из двух симметричных относительно продольной оси корпусов (29, 30), которые, при сборке винтами (31) формируют угловые щелевые каналы (32) контура охлаждения, герметично охватывают по периметру полосовой сегмент (33) из медного углового профиля гильзы с теплоотводящими рабочими поверхностями (34) внутренней полости кристаллизатора (1). Щелевые каналы (32) контура охлаждения через патрубки (35) шлангами (36) соединены с напорным (37) и сливным (38) коллекторами (фиг. 1).
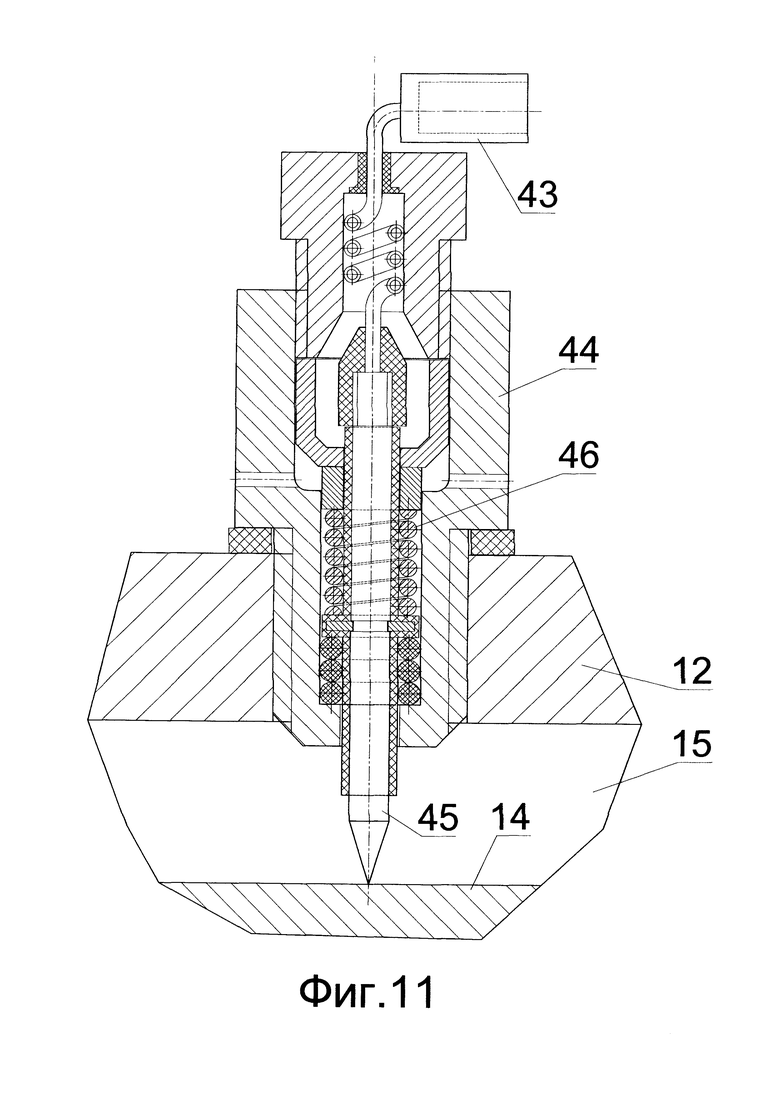
Для оптимизации управления температурно-скоростными параметрами технологического процесса непрерывной разливки, МНЛЗ оснащена интеллектуальной системой автоматизированного управления, состоящей из термодатчиков (41) (фиг. 11) контроля температурного поля теплоотводящих рабочих поверхностей (34) внутренней полости гильзы кристаллизатора, и датчиками (42) взаимного перемещения упруго-сопряженных плоскостей (27) и (28) Y-образных блоков (26), соединенных через USB-порты (43) с управляющим контроллером электронного блока управления (21).
Датчики (42) выполнены, например, в виде тензорезисторов, наклеенных на цилиндрической поверхности упругих скоб (47).
Датчики уровня металла в гильзе (14) головной части (2) кристаллизатора (1) выполнены в виде термодатчиков (41) контроля температуры теплоотводящих рабочих поверхностей (34) внутренней полости гильзы кристаллизатора, смонтированных в стенке поршня (12). Термодатчик (41) состоит из корпуса (44), во внутреннюю проточку которого вставлен стержень (45) из сплава для термопары, например, констант, с электроизоляционным покрытием. Стержень (45) имеет концевое заострение и прижимается к поверхности медной гильзы (14) пружиной (46). Острие стержня (45) в месте контакта с поверхностью медной гильзы (14) образует термопару медь-констант, которая генерирует Термо-ЭДС в интервале температур до 400°С. Термическое сопротивление стенки медной гильзы мало, следовательно, температуры внешней поверхности и теплоотводящих рабочих поверхностей (34) гильзы (14) отличаются не более, чем на 5-10°С. При достижении уровня мениска металла С (фиг. 2), точки контакта стержня (45) с поверхностью медной гильзы (14), термодатчик (41) фиксирует скачок температуры внешней поверхности гильзы (14) на 150-200°С, что является сигналом для выработки управляющей команды интеллектуальной системой управления.
Криволинейная установка для непрерывной разливки сортовых заготовок работает следующим образом.
По команде оператора из сталеразливочного ковша металл подается в предварительно разогретый промежуточный ковш (48) (фиг. 8). По достижении заданного уровня металла D (фиг. 8) в промежуточном ковше (48), открывается шиберный затвор (49) и через стакан-дозатор (50), установленный в гнездовом кирпиче (51) (фиг. 2), металл с заданным расходом через стакан-коллектор (52) поступает во внутреннюю полость кристаллизатора (1). Для предотвращения вторичного окисления металла на передней крышке (13) кристаллизатора установлено кольцо (53) из огнеупора, стакан-коллектор (52) входит с зазором 3-5 мм в его внутреннее отверстие, в пространство под кольцом (53) подается инертный газ, например, аргон. Кольцо (53) поджато к передней крышке (13) водоохлаждаемой пружиной (54), опирающейся на фланец фартука (55), смонтированного на раме (4) высокоскоростной МНЛЗ. Поскольку в нижнюю часть внутренней полости головной части (2) кристаллизатора предварительно заведена затравка, то жидкий металл начинает заполнять внутреннюю полость головной части (2) кристаллизатора (1) и на теплоотводящих рабочих поверхностях (34) гильзы (14) формируется корка твердой фазы передней части непрерывнолитого слитка (9). Во время начального заполнения жидким металлом головной части (2) кристаллизатора, насос (57) (фиг. 10) подает охлаждающую жидкость через гидрораспределитель (56), находящийся в открытой позиции. При этом, поскольку, электродвигатель (20) выключен, и управляющий гидрораспределитель (19) находится в положении закрыто, то медная гильза (14) головной части (2) кристаллизатора неподвижна. Охлаждающая жидкость через напорную гидролинию (17) и регулируемый дроссель (22) поступает в верхнюю камеру корпуса (10) и далее в кольцевой зазор (15) контура охлаждения. Скорость потока охлаждающей жидкости в кольцевом зазоре (15) контура охлаждения задается в интервале 8-12 м/с, что обеспечивает гарантированный отбор теплового потока с теплоотводящих рабочих поверхностей (34) медной гильзы (14) без ее перегрева. Охлаждающая жидкость, пройдя через кольцевой зазор (15) контура охлаждения попадает в нижнюю камеру корпуса (10) и затем в сливную гидролинию (18). По достижении рабочего уровня С мениска металла (фиг. 2) во внутренней полости головной части (2) кристаллизатора, термодатчик (41) фиксирует скачок температуры внешней поверхности гильзы (14) на 150-200°С, и электронный блок управления (21) выдает команду на включение приводов механизма вытягивания затравки из кристаллизатора (1) с заданной скоростью v=8-15 м/мин. Производится перевод парораспределителя (56)в позицию «закрыто», одновременно включается электромотор (20) управляющего гидрораспределителя (19), с заданной частотой вращения золотника n=14-45 Гц. Включается встроенный в неподвижный корпус (10) высокочастотный гидравлический механизм качания кристаллизатора, выполненный в виде одностороннего гидроцилиндра, в котором при цикличном росте внутрикамерного давления, в момент, когда через управляющий гидрораспределитель (19) происходит пропуск охлаждающей жидкости в напорной гидролинии (17) при запертой сливной гидролинии (18), поршень гидроцилиндра гидравлического механизма качания кристаллизатора, состоящий из поршня (15), верхней крышки (13) и медной гильзы (14), движется вверх, сжимая пружину возврата (11), и во второй части цикла, когда при открытой сливной гидролинии (18) и запертой напорной гидролинии (17) происходит падение внутрикамерного давления, и под действием возвратной пружины (11) поршень гидравлического механизма качания кристаллизатора движется вниз. Амплитуда колебаний гидравлического механизма качания кристаллизатора управляется посредством регулируемых дросселей (22, 23).
Начальные величины v, a и n, определяются и задаются интеллектуальной автоматизированной системой управления при выборе варианта модели управления в зависимости от начальных показаний термодатчиков (41) и исходных значений по химическому составу разливаемой стали. Настройка давления насоса (57) осуществляется переливным клапаном (58), а настройка противодавления при выключенном управляющем гидрораспределителе (19) - переливным клапаном (59), при включенном гидравлическом механизме качания кристаллизатора - переливным клапаном (60) и дросселем (61) (фиг. 10). Сформированный в головной части (2) кристаллизатора (1) непрерывнолитой слиток (9) поступает в первую секцию (24) охлаждения хвостовой части (3).
Одним из базовых критериев интеллектуальной системы управления является поддержание скорости вытягивания v такой, при которой начало процесса усадки непрерывнолитого слитка (9) совпадает с его переходом в хвостовую часть (3) кристаллизатора (1). Это условие выполняется, когда на выходе из медной гильзы (14) толщина корки твердой фазы непрерывнолитого слитка (9) не превышает 5-6 мм и температура его поверхности не ниже 1270-1320°С. Выполнение этого условия контролируется первым рядом датчиков (42) и (41) секции (24) охлаждения. Если усадка уже идет, то первый ряд датчиков (42) покажет сближение сопрягаемых поверхностей (27) и (28) блоков (26) Y-образной формы на входе секции (24) охлаждения, тогда электронный блок управления (21) выдает команду на увеличение скорости вытягивания v. Если усадки нет, но температура поверхности непрерывнолитого слитка (9) превышает 1320°С, что соответствует показаниям датчиков (41), повышением температуры поверхности медного углового профиля (33), то электронный блок управления (21) выдает команду на снижение скорости вытягивания v.
Конструкция секции (24) охлаждения позволяет автоматически изменять продольную конусность теплоотводящих рабочих поверхностей (34) (фиг. 6) в зависимости от величины усадочной конусности непрерывнолитого слитка (9) при прохождении его через хвостовую часть кристаллизатора (1). При этом упругое сопряжение блоков (26) Y-образной формы, посредством болтов (39) и тарельчатых пружин (40), соединение секций (24) охлаждения между собой и с головной частью (2) кристаллизатора (1) С-образными пружинами (25), обеспечивают плотное прилегание теплоотводящих рабочих поверхностей (34) к плоским граням и в углах сечения непрерывнолитого слитка (9) на всем протяжении хвостовой части (3) кристаллизатора (1), гарантируя высокое значение коэффициента скорости кристаллизации . Поскольку места Е сопряжения плоскостей (27) и (28) Y-образных блоков (26) расположены на плоских гранях гильзы (фиг. 3, 6), плоскости сопряжения (27) и (28) наклонены по отношению к продольной вертикальной оси (6) кристаллизатора на угол 0,7-1,5°, блоки (26) оснащены полосовыми сегментами (33) из медного углового профиля с геометрией теплоотводящих рабочих поверхностей (34), обеспечивающей плотный обхват углов непрерывнолитого слитка (9), то отсутствуют протяженные области с пониженной эффективностью теплоотвода, что снижает вероятность образования трещин на его поверхности. Заданное усилие сжатия тарельчатых пружин (40) вдоль плоских граней непрерывнолитого слитка (9) обеспечивает благоприятные условия кристаллизации металла с преобладанием сжимающих напряжений, что повышает плотность литой структуры и качество по литьевым дефектам.
Интеллектуальная система автоматизированного управления в режиме реального времени на основе показаний датчиков (42) и (41) производит расчет математической 3D-модели процесса кристаллизации непрерывнолитого слитка (9) в кристаллизаторе (1) с контролем областей с возможным появлением растягивающих напряжений. Полученная 3D-модель сравнивается с банком данных для прогноза качества непрерывнолитого слитка (9), производится коррекция технологических параметров непрерывной разливки. Для этого блоки (26) имеют индивидуальный контур охлаждения с возможностью изменения скорости протекания охлаждающей жидкости в щелевых каналах (32) контура охлаждения, которые через патрубки (35) шлангами (36) соединены с напорным (37) и сливным (38) коллекторами. В результате непрерывная разливка ведется с максимально возможной скоростью v=8-15 м/мин, при максимально высоком качестве непрерывнолитого слитка (9). На выходе из кристаллизатора (1) толщина твердой фазы сечения непрерывнолитого слитка (9) составляет 12-16 мм (место 1, фиг. 7, 8), с температурой поверхности 1230-1250°С, что допускает боковое обжатие деформирующими валками (8) его поперечного сечения в равнобедренную трапецию, с одновременным загибом непрерьшнолитого слитка (9) на технологический радиус Rt (место 2, фиг. 7, 8). Разгиб непрерывнолитого слитка (9) в прямолинейную штангу производится боковым обжатием деформирующими валками (62) (место 3, фиг. 7, 8). Далее, непрерывнолитой слиток (9) кристаллизуется в зоне вторичного охлаждения (ЗВО) (63) и, для предотвращения осевой пористости, обжимается с величиной прокатной деформации 6-10% в горизонтальных прокатных валках (64) (место 4, фиг. 7, 8), режется на мерную непрерывнолитую заготовку (66) гидравлическими ножницами (65).
Таким образом, вертикальное расположение кристаллизатора (1), оснащение его головной части встроенным в неподвижный корпус (10), высокочастотным гидравлическим механизмом качания, конструктивным выполнением хвостовой части (3) кристаллизатора с возможностью автоматического изменения продольной конусности теплоотводящих рабочих поверхностей (34) его гильзы, с упругим сопряжением составных блоков (26) Y-образной формы на плоских гранях гильзы, оснащением МНЛЗ интеллектуальной системой автоматизированного управления процессом непрерывной разливки с датчиками (41) измерения температурного поля теплоотводящих рабочих поверхностей гильзы кристаллизатора, измерения величины усадки непрерывнолитого слитка (9) через контроль величины зазоров сопрягаемых плоскостей (27) и (28) блоков (26), оснащением деформирующими валками (8) на выходе из кристаллизатора, для бокового обжатия с одновременным загибом непрерьшнолитого слитка на технологический радиус Rt и валками (62) разгиба в прямолинейную штангу, с последующим прокатным обжатием в горизонтальных прокатных валках (64), обеспечивают максимально возможную скорость разливки v=8-15 м/мин, с максимально возможным значением коэффициента скорости кристаллизации до  , при максимально высоком уровне качества непрерывнолитой заготовки.
, при максимально высоком уровне качества непрерывнолитой заготовки.
Пример.
Производили непрерывную разливку квадратной заготовки 100×100 мм, сталь 25Г2С, на высокоскоростной сортовой МНЛЗ.
Скорость разливки составляла 12,5 м/мин, сечение гильзы головной части кристаллизатора 110×110 мм, общая длина кристаллизатора 1200 мм, длина головной части 350 мм, две секции охлаждения хвостовой части кристаллизатора, производили загиб непрерывнолитого слитка на технологический радиус Rt=1,5 м. Произведенная непрерывнолитая заготовка, квадрат 100×100 мм, была получена на максимально возможной скорости разливки при высоком уровне качества по литейным дефектам.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ НЕПРЕРЫВНОЙ ГОРИЗОНТАЛЬНОЙ РАЗЛИВКИ СТАЛИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2013 |
|
RU2532679C1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ СОРТОВОЙ ЗАГОТОВКИ И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2018 |
|
RU2681232C1 |
| СПОСОБ УПРАВЛЕНИЯ ОХЛАЖДЕНИЕМ СЛИТКА В МАШИНЕ НЕПРЕРЫВНОГО ЛИТЬЯ | 2014 |
|
RU2569620C2 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ | 1992 |
|
RU2043836C1 |
| СПОСОБ НЕПРЕРЫВНОГО ЛИТЬЯ ЗАГОТОВОК И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2002 |
|
RU2220812C2 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ СТАЛИ | 2009 |
|
RU2403121C1 |
| ГИБКАЯ ЗАТРАВКА | 2002 |
|
RU2193472C1 |
| МАШИНА НЕПРЕРЫВНОГО ЛИТЬЯ СЛЯБОВЫХ ЗАГОТОВОК С ДВУХСТОРОННИМ ВЫТЯГИВАНИЕМ | 2002 |
|
RU2252107C2 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ СТАЛИ | 2012 |
|
RU2494833C1 |
| СПОСОБ ПОЛУЧЕНИЯ ТОНКОСТЕННЫХ ЗАГОТОВОК СО ВЗАИМНО ПЕРЕСЕКАЮЩИМСЯ РАСПОЛОЖЕНИЕМ ЭЛЕМЕНТОВ ПРОФИЛЯ | 1989 |
|
RU2096126C1 |


Изобретение относится к непрерывной разливке сортовой заготовки. Вертикальный кристаллизатор (1) с гильзой (14) с теплоотводящими рабочими поверхностями (34), размещенной в неподвижном корпусе, содержит головную и хвостовую части с контурами охлаждения. Высокочастотный гидравлический механизм качания кристаллизатора, обеспечивающий частоту качания n=14-45 Гц, встроен в головную часть кристаллизатора и выполнен с возможностью изменения амплитуды качания в диапазоне a=3-12 мм. Хвостовая часть кристаллизатора выполнена в виде продольных секций, каждая из которых выполнена с возможностью изменения конусности теплоотводящей рабочей поверхности внутренней полости кристаллизатора. На выходе из кристаллизатора установлены деформирующие валки (8), обеспечивающие одновременное боковое обжатие и загиб непрерывнолитой заготовки на технологический радиус Rt. Датчики уровня металла в гильзе, выполненные в виде термодатчиков (41), и датчики (42) взаимного перемещения плоскостей секций хвостовой части кристаллизатора соединены с электронным блоком (21) управления. Обеспечивается повышение скорости непрерывной разливки, качества непрерывнолитой заготовки. 4 з.п. ф-лы, 11 ил., 1 пр.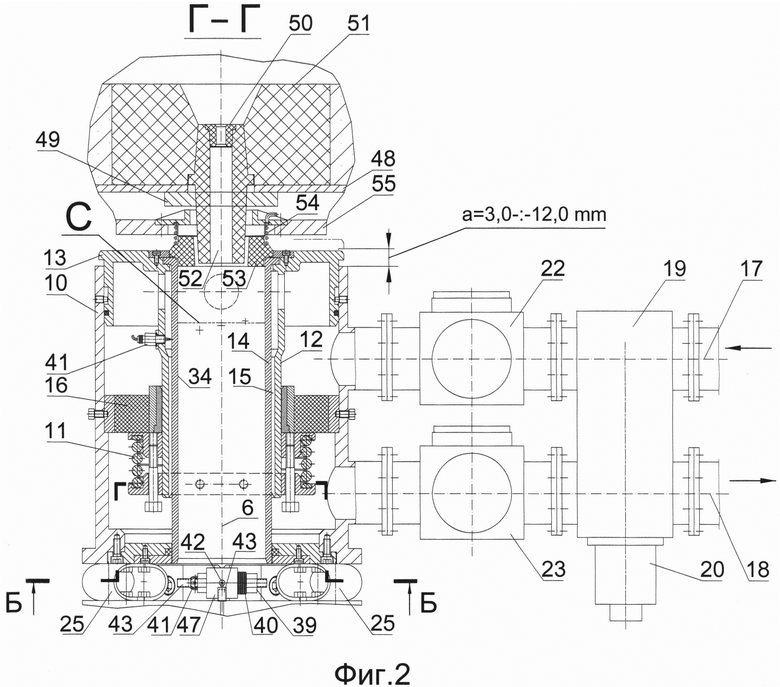
1. Криволинейная установка для непрерывной разливки сортовых заготовок, содержащая кристаллизатор с внутренней полостью, ограниченной гильзой с теплоотводящими рабочими поверхностями, содержащий головную и хвостовую части, выполненные с контурами охлаждения теплоотводящих рабочих поверхностей внутренней полости, гидравлический механизм качания кристаллизатора, датчики уровня металла и электронный блок управления, отличающаяся тем, что она снабжена деформирующими валками, установленными на выходе из кристаллизатора, выполненными с возможностью одновременного бокового обжатия и загиба непрерывнолитой заготовки на технологический радиус Rt, причем кристаллизатор расположен вертикально, гильза размещена в неподвижном корпусе, гидравлический механизм качания кристаллизатора, выполненный в виде высокочастотного гидравлического механизма, обеспечивающего частоту качания n=14-45 Гц, встроен в головную часть кристаллизатора и выполнен с возможностью изменения амплитуды качания в диапазоне a=3-12 мм, при этом хвостовая часть кристаллизатора выполнена в виде продольных секций, каждая из которых выполнена с возможностью изменения конусности теплоотводящей рабочей поверхности внутренней полости кристаллизатора.
2. Установка по п. 1, отличающаяся тем, что неподвижный корпус кристаллизатора снабжен передней крышкой, гидравлический механизм качания кристаллизатора, установленный внутри неподвижного корпуса головной части кристаллизатора, выполнен в виде одностороннего гидроцилиндра с пружиной возврата, поршень которого закреплен на упомянутой передней крышке, а гильза размещена внутри поршня одностороннего гидроцилиндра, причем между упомянутыми гильзой и поршнем образован кольцевой щелевой зазор, представляющий собой канал контура охлаждения, при этом полость головной части кристаллизатора между корпусом и поршнем разделена герметичной перегородкой на две камеры, соединенные с напорной и сливной гидролиниями через управляющий гидрораспределитель с золотником, выполненным с возможностью поворота электродвигателем и изменения внутрикамерного давления по заданной электронным блоком управления частоте качания n кристаллизатора, причем на выходе из упомянутых камер в гидролиниях установлены регулируемые дроссели, выполненные с возможностью изменения амплитуды качания гидравлического механизма качания кристаллизатора посредством электронного блока управления.
3. Установка по п. 1, отличающаяся тем, что она содержит секции охлаждения, размещенные в хвостовой части кристаллизатора, соединенные между собой и с головной частью кристаллизатора посредством С-образных пружин, причем каждая секция охлаждения состоит из четырех упруго-сопряженных блоков Y-образной формы, образующих гильзу кристаллизатора и выполненных с возможностью автоматического изменения продольной конусности внутренней полости гильзы в зависимости от величины усадки непрерывнолитой заготовки, при этом места сопряжения плоскостей блоков Y-образной формы расположены на плоских гранях гильзы, а плоскости сопряжения наклонены относительно вертикальной продольной оси кристаллизатора под углом 0,7-1,5°, причем каждый блок Y-образной формы содержит два корпуса, симметричных относительно продольной оси, и выполнен с индивидуальным контуром охлаждения со щелевыми каналами, соединенными шлангами через патрубки с напорным и сливным коллекторами.
4. Установка по п. 3, отличающаяся тем, что она содержит интеллектуальную систему автоматизированного управления, выполненную с возможностью определения начальных величин a, n и скорости разливки v в зависимости от показаний датчиков уровня металла, размещенных в головной части кристаллизатора, и управления электронным блоком управления, причем все секции охлаждения снабжены термодатчиками контроля температурного поля теплоотводящих рабочих поверхностей гильзы кристаллизатора и датчиками взаимного перемещения упруго сопряженных плоскостей блоков Y-образной формы, соединенных через USB-порты с управляющим контроллером электронного блока управления.
5. Установка по п. 1, отличающаяся тем, что датчики уровня металла выполнены в виде термодатчиков контроля температуры теплоотводящих рабочих поверхностей гильзы кристаллизатора и установлены в стенке поршня гидроцилиндра механизма качания кристаллизатора.
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ СОРТОВОЙ ЗАГОТОВКИ И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2018 |
|
RU2681232C1 |
| УСТАНОВКА НЕПРЕРЫВНОЙ РАЗЛИВКИ И СПОСОБ ЛИТЬЯ, ПО ВЫБОРУ, ШИРОКОЙ ЗАГОТОВКИ ИЛИ МАКСИМАЛЬНО В ДВА РАЗА БОЛЕЕ УЗКИХ ПО СРАВНЕНИЮ С НЕЙ ЗАГОТОВОК | 2005 |
|
RU2370338C2 |
| DE 3427756 A, 28.03.1985 | |||
| СПОСОБ НЕПРЕРЫВНОГО ЛИТЬЯ ВЫСОКОУГЛЕРОДИСТЫХ СТАЛЕЙ | 1995 |
|
RU2140829C1 |
| Способ автоматического управления режимом кристаллизатора установок непрерывной разливки металла | 1977 |
|
SU648332A1 |

